114007
Изобретение относится к порошковой металлургии и может быть использовано для брикетирования металлической стружки электроспеканием под давле- , нием.
Цель изобретения - повьпиение производительности yctaHOBKH и плотности брикетов.
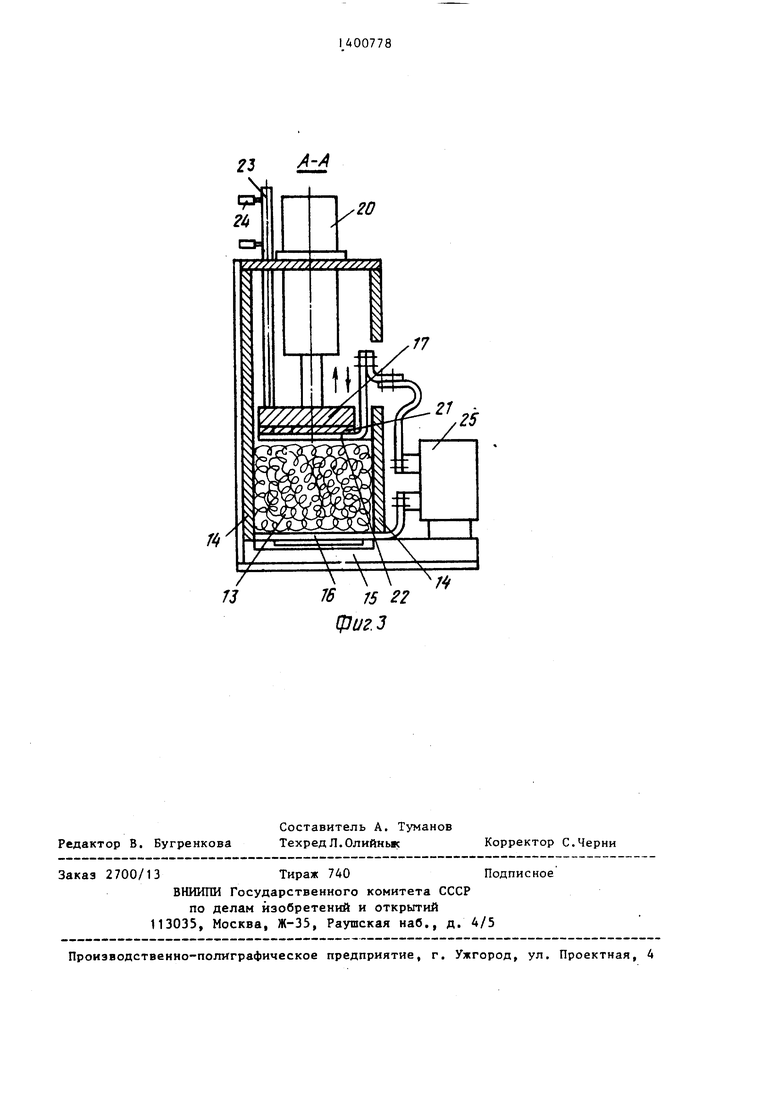
На фиг. 1 представлена установка, tO общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - сечение А-А на фиг. 1.
Установка для брикетирования металлической стружки содержит жесткую 15 разъемную станину 1. На последней закреплена двухъярусная камера 2 прессования сварной конструкции, первый ярус состоит из двух неподвижньпс боковых стенок 3, жесткого не- подвижного днища 4, горизонтальной каретки 5 с двухступенчатым ходом, связанной со штоком гидроцилиндра 6 и являющейся торцовой стенкой каме- ры 2 прессования. Горизонтальная ка- ретка 5 снабжена направляющими штангами, связанными с конечными выключателями 8.
К боковыми стенкам 3 камеры 2 прикреплен второй ярус камеры, представ- ляющий собой бункер 9 с откидной крышкой 10 предварительного прессования, соединенной со штоком гидроцилиндра 11. Гидроцилиндры 6 и 11 закреплены в узле цилиндров 12, установленным на станине 1.
На станине 1 расположена также камера 13 спекания под давлением, образующаяся при движении горизонтальной каретки 5 и состоящая из двух неподвижных стенок 14, неподвижного основания 15 с водоохлаждаемой медной клеммой, являющейся неподвижным то- коподводом 16 вертикальной каретки 17 и открывающейся вверх-вниз задвижки 18, связанной с гидроцилиндром 19. Вертикальная каретка 17 присоединена к штоку гидроцилиндра 20, установленного на станине 1 над камерой 13 спекания под давлением. На вертикаль ной каретке 17 через изоляцию 21 установлены водоохлаждаемая медная клемма, являющаяся подвижным токоподво- дом 22, и направляющие штан1 и 23, связанные с конечными, выключателями 24. Токоподводы 16 и 22 присоединены к силовому .трансформатору 25, расположенному на станине 1, на котооой
имеется энергоблок 26 и пульт 27 управления .
Установка работает следующим образом.
С конвейера через дозатор (не показаны) стружка засыпается в двухъярусную камеру 2 прессования. При
tO
15 2025
30с
, 40
45
50
55
нажатии кнопки Пуск на пульте 27 управления включается в работу энергоблок 26,
Поршень гидроцилиндра 11 закрывает откидную крьш1ку 0 камеры 2 прессования, прессуя предварительно стружку. После этого поршень гидроцилиндра 6 перемещает горизонтальную каретку 5 в камеру 13 спекания, прессуя эту стружку вторично. Горизонтальная каретка 5, доходя до камеры 13 спекания, автоматически отключается конечным выключателем 8. В работу включается, получив команду через штанги 23 от конечного выключателя, гидроцилиндр 20, который перемещает вертикальную каретку 17 с подвижным токоподводом 22 вниз. Одновременно с началом перемещения вертикальной каретки 17 включается силовой трансформатор 25, подающий ток к подвижному 22 и неподвижному 16 то- коподводам камеры 13 спекания под давлением. Ток, проходя от одного токоподвода к другому через предварительно опрессованную стружку, нагревают ее с оплавлением кромок. При этом вертикальная каретка 17 с подвижным токоподводом 22 продолжает двигаться вниз, обеспечивая постоянный контакт со стружкой и вьтолняя функцию прессования. В результате этого после заданного времени прессования и спекания получается готовый брикет с плотностью 5,5-6 г/см .
После этого вертикальная каретка 17, получив сигнал от конечного выключателя 24 через штанги 23, отходит вверх, автоматически включив гидроцилиндр 19, который открывает задвижку 18 камеры 13 спекания.
Горизонтальная каретка 5, получив сигнал включения, выталкивает готовый брикет на рольганг. Цикл окончен.
Вся установка работает в автоматическом режиме.
Установка для брикетирования металлической стружки с применением электронагрева предлагаемой конструкции обеспечивает высокую плотность
получаемых брикетов (5,5-6 за счет увеличения усилия кареток, а также увеличивает производительность в 1,5 раза за счет сокращения времени спекания (обеспечивается постоянный контакт токоподводов со стружкой), за счет увеличения давления полной автоматизации управления и вьвдачи готовых брикетов.
Формула изобретения
Установка брикетирования металлической стружки, включающая станину, камеру прессования с горизонтальной кареткой, камеру спекания под давлением с вертикальной кареткой и токоподводами, знергоблок, трансформатор и пульт управления, отличающаяся тем, что, с целью повышения производительности установки и плотности брикетов, она снабжена откидной крышкой для предварительного прессования, вертикальной задвижкой и направляюцимИ штангами, причем
камера прессования выполнена двухъярусной и жестко закреплена на стани не, откидная крышка установлена в верхнем ярусе камеры прессования, задвижка - в камере спекания, штанги - на каретках и связаны с пультом управления, а токоподводы закреплены на вертикальной каретке и на основании камеры спекания под давлением.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для брикетирования металлической стружки | 1974 |
|
SU510386A1 |
| Устройство для брикетирования металлической стружки | 1960 |
|
SU145898A1 |
| УСТРОЙСТВО ДЛЯ БРИКЕТИРОВАНИЯ ТИТАНОВОЙ СТРУЖКИ | 1995 |
|
RU2173236C2 |
| Загрузочное устройство машины для брикетирования стружки | 1984 |
|
SU1237469A1 |
| Пресс для брикетирования волокнистыхМАТЕРиАлОВ | 1979 |
|
SU842002A1 |
| АГРЕГАТ ДЛЯ БРИКЕТИРОВАНИЯ СТРУЖКИ | 1971 |
|
SU317548A1 |
| Пресс для брикетирования вязких материалов | 1977 |
|
SU732148A1 |
| Устройство для брикетирования сыпучих материалов | 1978 |
|
SU765014A1 |
| Устройство для брикетированиядлиННОМЕРНыХ МЕТАлличЕСКиХ ОТХОдОВ | 1979 |
|
SU846300A1 |
| ПРЕСС БРИКЕТИРОВОЧНЫЙ | 2009 |
|
RU2421337C2 |
Изобретение относится к установкам для электроспекания металлической стружки под давлением. Целью изобретения является повьппение производительности установки м плотное-А Фиг.1 та брикетов. Откидная крьшка 10 двухъярусной камеры прессования 2 предварительно прессует стружку, которая затем подается и прессуется горизонтальной кареткой 5 в камере спекания под давлением 13. При этом задвижка 18 закрывается. Затем стружка спекается под давлением в камере 13 под действием вертикальной каретки 17 и электрического тока, подведенного к каретке посредством токоподводов. Автоматизация процесса обеспечивается закрепленными на каретках направляющими штангами 7, связанными с пультом управления. Повышается давление прессования, уменьшается продолжительность спекания, обеспечивается автоматизация процесса, что приводит к повышению плотности брикетов и производительности установки. 3 ил. § О)
ф(/г.2
/-/;
фиг.з
| Устройство для брикетирования сыпучих материалов | 1978 |
|
SU765014A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Устройство для брикетирования металлической стружки | 1960 |
|
SU145898A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
