Изобретение относится к области ремонта тонколистовых стальных изделий (восстановления их первоначальной формы), в частности может быть использовано при правке вмятин и ремонте кузовов, кабин и легких корпусов катеров, яхт, судов и иных транспортных средств.
Известно устройство для устранения вогнутых деформаций изделий из листовой стали (см. Наумов А.В. и др. Ремонт и восстановление кузовов легковых автомобилей), содержащее инерционный молоток со стальной штангой и рукояткой, зажимом для стержня и подвижным рабочим грузом на штанге и по меньшей мере один стальной стержень диаметром 2-3 мм и длиной 80-100 мм. Устройство также имеет сварочное оборудование, включающее сварочный трансформатор, рубильник, электропроводку и зажимы для обеспечения контакта цепи со стержнем и восстанавливаемой деталью.
При использовании устройства собирают сварочную цепь, стальной стержень устанавливают торцом одной из оконечностей посредством сварки в центральном участке вмятины, закрепляют в зажиме инерционного молотка другой оконечностью и посредством инерционного молотка вытягивают стержнем вогнутый участок поверхности. При необходимости (неудачной попытке вытягивания) операции повторяют, используя потребное количество стержней аналогичным образом.
Недостаток этого решения - устройство позволяет устранять деформации стенок закрытых мест и полостей ограниченного размера. Поскольку для качественного восстановления формы деформированных поверхностей, как правило, требуется формирование большого количества участков вытягивания. При этом необходимость образования последующих участков вытягивания определяется после вытягивания предыдущих, т.е. требуется продолжительное попеременное использование сварочного и вытягивающею приспособлений при соответствующем удалении большого количества приваренных стержней. Следствием этого является низкая производительность труда при использовании устройства.
Известно также устройство для устранения деформаций изделий из листовой стали, содержащее штангу, выполненную в виде тела вращения, электрически связанную с клемным зажимом выходного участка сварочной цепи, снабженную тяговым узлом, рукояткой и выключателем сварочной цепи (см. свидетельство на полезную модель N 7628, МКИ B 21 D 1/00, 1999 г.).
Недостаток этого решения недостаточно широкий диапазон функций устройства, которое может использоваться только при вытяжке вмятин, тогда как после вытяжки вмятины на ее месте образуется "пузырь", поскольку материал детали при ее деформировании был растянут, т.е. площадь вмятины превышает ее площадь, ограниченную "берегами" вмятины. Таким образом, ликвидация растяжения материала потребует его усадки, что достигается точечным прогревом материала на пространстве "пузыря" и в принципе возможно с использованием известного устройства, но тот факт, что стальной стержень будет привариваться к поверхности усаживаемой детали, приведет к возрастанию площади участков, требующих зачистки и (или) увеличения толщины грунтовки, что отрицательно скажется на стойкости лакокрасочного покрытия, наносимого на деталь. Кроме того, неудачен сам принцип использования штанги и для обеспечения контакта с восстанавливаемой поверхностью и как направляющей для перемещения подвижного груза (поскольку для формирования тянущего усилия используется инерционный молоток). Это выражается в том, что для обеспечения жесткости штанги как направляющей для подвижного груза она должна иметь достаточно большое поперечное сечение, а с позиций минимизации повреждений восстанавливаемой поверхности самим инструментом (что неизбежно при приварке к листу толстой штанги, которая при отделении от восстанавливаемой детали "вырвет с мясом" часть ее поверхности, что потребует дополнительных затрат времени на устранение указанного дефекта). Кроме того, по этой же причине при использовании устройства у исполнителя будут заняты обе руки (одной рукой необходимо придерживать устройство, а другой перемещать подвижный груз по штанге), что не позволяет одновременно с вытяжкой вмятины осуществлять частичную осадку соседних участков посредством инструмента, удерживаемого второй рукой исполнителя.
Задачей, на решение которой направлено заявленное решение, является расширение функциональных возможностей устройства и повышение производительности труда при его использовании.
Технический результат, получаемый при решении поставленной задачи, выражается в обеспечении возможности повышения вытягивающего усилия при повышении безопасности процесса (исключается возможность падения и травмирования исполнителя при неожиданном отрыве штанги от вытягиваемой детали).
Поставленная задача решается тем, что устройство для устранения деформаций изделий из листовой стали, содержащее штангу, выполненную в виде тела вращения, электрически связанную с клемным зажимом выходного участка сварочной цепи, снабженную тяговым узлом, рукояткой и выключателем сварочной цепи, отличается тем, что штанга выполнена из материала с небольшим удельным сопротивлением электрическому току, например латуни, диаметр средней ее части превышает диаметр остальной части штанги, при этом один конец штанги снабжен электродом из малоуглеродистой стали, предпочтительно соосным с продольной осью штанги, причем средняя часть штанги снабжена выточкой, предпочтительно в виде сквозного отверстия, кроме того, штанга размещена с возможностью возвратно-поступательного движения в стакане, дно которого разъемно, например, посредством резьбового соединения, скреплено со стенками и снабжено отверстием, обеспечивающим свободный проход конца штанги, подпружиненной относительно дна стакана, при этом стенки стакана снабжены двумя сквозными прорезями, ориентированными вдоль образующей корпуса стакана и симметричными относительно его продольной оси, кроме того, рукоятка ортогонально размещена относительно стакана, сориентирована вдоль линии, проходящей через прорези, и выполнена из двух элементов, жестко скрепленных с корпусом стакана, при этом тяговый узел выполнен в виде рычагов, установленных с возможностью поворота на горизонтальных осях, закрепленных на рукоятках, при этом концы рычагов пропущены через прорези корпуса стакана и размещены в выточке штанги, кроме того, на рукоятке, со стороны электрода, с обеих его сторон, размещены упоры, предпочтительно регулируемые по высоте.
Кроме того, на конце каждого рычага закреплен серпообразный кулачок с отверстием для размещения горизонтальной оси, закрепленной на рукоятке, при этом свободные концы кулачков пропущены через прорези корпуса стакана и размещены в выточке штанги с возможностью взаимодействия с ее верхней и нижней кромками.
Кроме того, свободным оконечностям штанги и цилиндрического электрода придана сферическая форма.
Кроме того, выключатель сварочной цепи размещен непосредственно на рукоятке.
Кроме того, рукоятка выполнена трубчатой, при этом кулачки рычагов размещены в полости рукоятки.
Кроме того, опорная поверхность упорной пяты снабжена прокладкой из электроизолирующего материала, например гетинакса.
Сопоставительный анализ признаков заявленного решения с признаками прототипа и аналогов свидетельствует о соответствии заявленного решения критерию "новизна".
Признаки отличительной части формулы изобретения решают следующие функциональные задачи.
Признак . . ."штанга выполнена из материала с небольшим удельным сопротивлением электрическому току, например латуни," позволяет снизить потери электроэнергии при сварке электрода с поверхностью детали и осадке вытянутой поверхности, кроме того, исключается приварка штанги к детали при ее прогреве в процессе осадки.
Признак "диаметр средней части ... превышает диаметр остальной части штанги" обеспечивает возможность эффективной передачи штанге вытягивающего усилия от рычага при сохранении ее конструктивной прочности.
Признаки "один конец штанги снабжен электродом из малоуглеродистой стали, предпочтительно соосным с продольной осью штанги," обеспечивают возможность контактной сварки электрода и детали при исключении паразитных потерь энергии.
Признаки "средняя часть штанги снабжена выточкой, предпочтительно в виде сквозного отверстия," конкретизируют исполнение штанги, обеспечивающее передачу ей вытягивающего усилия от рычагов.
Признаки "штанга размещена с возможностью возвратно-поступательного движения в стакане, дно которого разъемно, например, посредством резьбового соединения, скреплено со стенками и снабжено отверстием, обеспечивающим свободный проход конца штанги, подпружиненной относительно дна стакана," раскрывают конструкцию элемента, обеспечивающего возможность приложения вытягивающего усилия к штанге при одновременном сохранении ее подвижности.
Признаки "стенки стакана снабжены двумя сквозными прорезями, ориентированными вдоль образующей корпуса стакана и симметричными относительно его продольной оси, " обеспечивают доступ рычага (или его кулачков) к выточке в штанге и тем самым обеспечивают возможность приложения вытягивающего усилия к штанге.
Признак "рукоятка ортогонально размещена относительно стакана, сориентирована вдоль линии, проходящей через прорези, и выполнена из двух элементов, жестко скрепленных с корпусом стакана," обеспечивает возможность приложения к штанге вытягивающего усилия при рациональном с точки зрения эргономики приложении мускульного усилия исполнителя, при этом такое размещение рукоятки относительно штанги позволяет при необходимости получить более высокий скручивающий момент при отделении приварившегося конца штанги от восстанавливаемой детали и добиться более высокого значения вытягивающего усилия, величина которого оказывается достаточной для эффективной рихтовки тонколистовых металлических деталей, используемых в автомобилестроении. Кроме того, это позволяет одновременно с вытяжкой вмятины осуществлять частичную осадку соседних участков посредством инструмента, удерживаемого второй рукой исполнителя.
Признаки "тяговый узел выполнен в виде рычагов, установленных с возможностью поворота на горизонтальных осях, закрепленных на рукоятках, при этом концы рычагов пропущены через прорези корпуса стакана и размещены в выточке штанги" конкретизируют конструкцию тягового узла и обеспечивают вытяжку детали за счет сжатия кисти в кулак и потому исключают возможность травмирования исполнителя при неожиданном отрыве инструмента от детали.
Признаки ... "кроме того, на рукоятке, со стороны электрода, с обеих его сторон, размещены упоры, предпочтительно регулируемые по высоте," обеспечивают реализацию тягового усилия, локализованного на участке, расположенном между упорами.
Признаки второго пункта формулы конкретизируют оптимальный вариант выполнения рычага.
Признаки третьего пункта формулы обеспечивают минимизацию площади контакта штанги и электрода с восстанавливаемой поверхностью, ее постоянство по площади и форме даже при некоторых отклонениях оси инструмента от ортогональности к ремонтируемой поверхности в отличие от прототипа, который очень чувствителен к этому фактору, что улучшает эксплуатационные характеристики устройства.
Признак четвертого пункта формулы обеспечивает возможность дистанционного управления сварочным оборудованием при работе устройства.
Признак пятого пункта формулы упрощают компоновку устройства и обеспечивает возможность рационального размещения кабелей и исключают травмирование пальцев исполнителя при работе устройства.
Наличие электроизолирующей прокладки исключает паразитный контакт детали и балки-траверсы в период подачи сварочного тока.
На чертеже показано заявляемое устройство в процессе вытяжки вмятины.
На чертеже показаны рукоятка 1, стакан 2, штанга 3 с выточкой 4, стальной электрод 5, сферические оконечности 6 штанги 3 и электрода 5, наконечник 7 сварочного кабеля 8, кнопка 9 включения сварочного трансформатора (на чертеже не показан), кабель управления 10, неподвижные регулируемые упоры 11 с опорными прокладками из электроизоляционного материала 12, например гетинакса, рычаги 13, оси рычагов 14, пружина 15, съемное дно 16 стакана 2, кулачки 17, ремонтируемая деталь 18, прорези 19.
Рукоятка 1 выполнена из отрезка трубы круглого или прямоугольного сечения.
Стакан 2, его съемное дно 16 и электрод 5 выполнены из малоуглеродистой стали, при этом целесообразно, чтобы диаметр электрода 4 не превышал 6-8 мм. По образующим стакана выполнены сквозные прорези 19 (высота и ширина этих прорезей должны обеспечивать возможность свободного прохода и перемещения кулачков 17 рычага 13). Открытый конец стакана 2 имеет отверстие, соответствующее диаметру оконечности штанги 3, что исключает ее выпадение из стакана. Штанга 3 выполнена из латунного проката и представляет из себя стержень переменного сечения с повышенным диаметром средней части при ступенчатом переходе от одного диаметра к другому. В средней части стержня выполнена сквозная выемка прямоугольного сечения для размещения свободных концов кулачков 17 рычагов 13 (с позиции упрощения изготовления штанги вытачка может быть образована соответствующим стачиванием штанги до диаметра, близкого к диаметру ее оконечностей, но в этом случае усложняется конструкция свободной оконечности кулачка 17). Наконечник 7 сварочного кабеля 8, сам сварочный кабель и кабель управления 10 не отличаются от известных элементов, используемых для этих целей, при этом площадь сечения кабеля 8 выбирается из условия исключения его перегрева максимально возможными для устройства токами. Диаметр штанги 3 превышает диаметр электрода 5 в 1,5-2,0 раза. Свободные оконечности штанги 3 и электрода 5 имеют форму полусферы. На рукоятке 1, со стороны, обращенной к электроду 5, размещены два неподвижных, регулируемых по высоте упора 11, также на рукоятке 1 размещены два рычага 13, входящих в зацепление со штоком-траверсой 3 с осями 14. Накидная гайка 16 обеспечивает предварительное усилие затяжки пружины 15. Упор 12 состоит из двух элементов: снабженных резьбой цилиндрического стержня и стакана, скрепленного с рукояткой 1. Конец цилиндрического стержня снабжен опорной пятой и опорной прокладкой 12 из электроизоляционного материала.
Заявленное устройство работает следующим образом.
А) В режиме устранения вогнутых деформаций прямым воздействием.
Один из выходов трансформатора (не показан) соединен через клемный зажим (не показан) с подлежащей ремонту деталью 18. Второй выход трансформатора соединен со штангой 3 устройства посредством сварочного кабеля 8 и наконечника 7.
Исполнитель, удерживая устройство за рукоятку 1, устанавливает стальную штангу 4 сферической оконечностью на предварительно очищенную от лакокрасочного покрытия и окислов поверхность детали 18, подлежащую ремонту. При этом упоры 11, своими опорными прокладками 12 упираются в поверхность детали с обеих сторон вмятины, а пружина 15 плотно поджимает сферическую оконечность 6 электрода 5 к детали 18, причем рычаги 13, увлекаемые этим движением, отходят от поверхности рукояток 1 на некоторый угол. Нажатием на кнопку включения 9 кабеля управления 10 производится подача сварочного тока, при этом происходит контактное приваривание электрода 5. Прижимая усилием кистей рычаги 13 к рукоятке 1, исполнитель подвытягивает вогнутую поверхность, при этом упоры 11 находятся в плотном контакте с поверхностью ремонтируемой детали, локализуя участок, испытывающий вытягивающее усилие.
В зависимости от выполняемой задачи исполнитель вытягивает вогнутую поверхность детали 18 или воздействует на участки детали, находящиеся на периферии относительно места приварки электрода 5 другим инструментом, удерживаемым свободной рукой исполнителя. Поворотом штанги устройства или другим изменением положения оси электрода 5 сварочное соединение легко разрушается. При необходимости все повторяют потребное число раз до полной вытяжки вмятины.
Б) В режиме устранения выпуклых деформаций ("бухтин"), в том числе и образующихся после вытягивания вмятины.
Сварочная цепь для выполнения этой операции аналогична уже описанной. Исполнитель, удерживая устройство за рукоятку 1, устанавливает штангу 3 оконечностью 6 на предварительно очищенный от лакокрасочного покрытия и окислов участок поверхности детали 18. Нажатием на кнопку включения 9 кабеля управления 10 производится подача тока. В месте контакта происходит местный разогрев металла до красного свечения, подача тока прекращается, металл остывает, занимая при этом уже меньшую площадь. Далее операция может быть повторена до полной усадки металла на площади "бухтины". Латунная сферическая поверхность 6 штанги 3 не приваривается к стальному листу, что исключает операцию отрыва инструмента и зачистки его контактов с ремонтируемой поверхностью.
Г) В режиме контактного сваривания изделий из тонколистовой стали.
Подготовленные для сваривания детали размещают на сварочном столе или оправке (не показаны) из меди или латуни. К столу или оправке подключают второй вывод сварочного трансформатора. Плотно прижимают сферической оконечностью 6 штанги 3 предназначенный для сварки участок, кнопкой 10 включают сварочный ток. При этом происходит контактная сварка деталей.
Таким образом, заявленное устройство обеспечивает высокопроизводительную и безопасную работу по устранению деформации изделий из листовой стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2001 |
|
RU2247636C2 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2001 |
|
RU2245768C2 |
| СОЕДИНИТЕЛЬ ЭЛЕКТРИЧЕСКИХ ПРОВОДОВ | 2006 |
|
RU2317617C9 |
| СВАРОЧНЫЙ АППАРАТ | 2020 |
|
RU2820144C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1991 |
|
RU2025245C1 |
| Электрододержатель | 2018 |
|
RU2689459C1 |
| Горелка для сварки неплавящимся электродом | 1991 |
|
SU1814602A3 |
| Машина для многоточечной контактной сварки | 1974 |
|
SU515611A1 |
| Устройство для электроискрового формирования покрытий с вращающимся электродом | 2022 |
|
RU2778132C1 |
| УСТРОЙСТВО ДЛЯ ТРЕНИРОВКИ МЫШЦ | 2010 |
|
RU2425704C1 |
Изобретение может быть использовано при правке вмятин и ремонте корпусов транспортных средств. Технический результат - расширение функциональных возможностей устройства и повышение производительности труда при его использовании. Устройство для устранения деформаций изделий из листовой стали содержит штангу, электрически связанную с клеммным зажимом выходного участка сварочной цепи, снабженную тяговым узлом, рукояткой и выключателем сварочной цепи. Штанга выполнена из материала с небольшим удельным сопротивлением, например латуни, диаметр средней ее части превышает диаметр остальной части штанги, при этом один конец штанги снабжен электродом из малоуглеродистой стали, предпочтительно соосным с продольной осью штанги, причем средняя часть штанги снабжена выточкой, предпочтительно в виде сквозного отверстия. Штанга размещена с возможностью возвратно-поступательного движения в стакане, дно которого разъемно, скреплено со стенками и снабжено отверстием, обеспечивающим свободный проход конца штанги, подпружиненной относительно дна стакана, при этом стенки стакана снабжены двумя сквозными прорезями, ориентированными вдоль образующей корпуса стакана и симметричными относительно ее продольной оси. Рукоятка ортогонально размещена относительно стакана, сориентирована вдоль линии, проходящей через прорези, и выполнена из двух элементов, жестко скрепленных с корпусом стакана. Тяговый узел выполнен в виде рычагов, установленных с возможностью поворота на горизонтальных осях, закрепленных на рукоятках, при этом концы рычагов пропущены через прорези корпуса стакана и размещены в выточке штанги. На рукоятке, со стороны электрода, с обеих его сторон, размещены упоры. 9 з.п. ф-лы, 1 ил.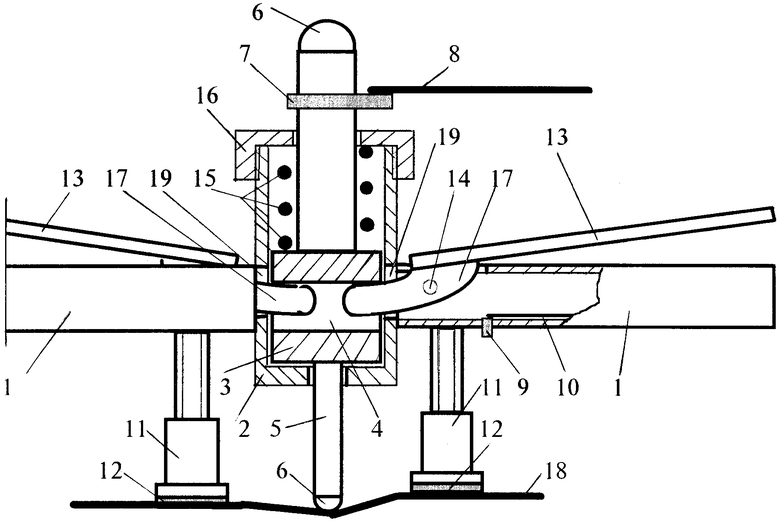
| Складная и разборная кровать | 1927 |
|
SU7628A1 |
| 1972 |
|
SU414027A1 | |
| Устройство для правки деформированных листовых конструкций | 1973 |
|
SU460956A1 |
| Устройство для правки вогнутости изделий со сферической поверхностью | 1982 |
|
SU1031558A1 |
| Устройство для термической правки дисков | 1986 |
|
SU1375376A1 |
