Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для горячей объемной штамповки, преимущественно изделий типа дисков автомобильных колес.
Известен штамп для объемной штамповки, содержащий силовую обойму, пуансон, размещенную в посадочном гнезде обоймы разъемную матрицу, секции которой шарнирно связаны с обоймой, и выталкиватель с плитой, контактирующей с матрицей (см. авт.св. СССР N 566667, B 21 J 13/02, опубликованное в 1977 г.).
В указанном штампе выталкивание готового изделия происходит вместе с раскрытием секций матрицы посредством поступательного и одновременного вращательного их перемещения вокруг оси шарниров.
Однако существенным недостатком указанного штампа является невозможность осуществления выталкивания изделий типа дисков автомобильных колес из-за их возможного заклинивания в штампе.
Наиболее близким по технической сущности к предлагаемому устройству является штамп для объемной штамповки, содержащий силовую обойму, пуансон, размещенную в посадочном гнезде обоймы разъемную матрицу и выталкиватель с плитой, контактирующей с матрицей, причем он снабжен тягами для перемещения секций матрицы перпендикулярно к продольной оси пуансона, а плита выталкивателя размещена с охватом поверхности секций матрицы в сомкнутом их положении и без свободы движения при заполненной гравюре и извлеченном пуансоне (см. патент РФ N 2057613, B 21 J 13/02, опубликованный в 1996 г.).
Однако существенным недостатком указанного штампа является то, что при наращивании усилия деформирования из-за возникающей горизонтальной составляющей возможен разъем матрицы и, как результат, искажение геометрии штамповки.
Кроме того, использование указанного штампа возможно только на вертикальных гидравлических прессах, оснащенных боковыми гидравлическими цилиндрами для перемещения секций матриц в горизонтальном направлении.
Технический результат, получаемый при осуществлении предлагаемого изобретения, заключается в исключении искажения геометрии штамповки за счет невозможности сдвига секций матрицы в любом направлении в процессе деформирования, и следовательно, в получении штамповки с минимальными припусками на механическую обработку окончательного изделия.
Поставленный технический результат достигается тем, что в штампе для горячей объемной штамповки изделий типа дисков автомобильных колес, содержащем силовую обойму, пуансон, размещенную в силовой обойме разъемную матрицу, выталкиватель с плитой, контактирующей с матрицей по наклонной плоскости, в сомкнутом состоянии плита выталкивателя и матрица соединены между собой с помощью замкового соединения, угол наклона плоскости контакта плиты выталкивателя и матрицы к горизонтальной плоскости составляет 25-35o, а каждая из четырех секций матрицы выполнена с возможностью перемещения внутри силовой обоймы в направлении, перпендикулярном плоскости контакта плиты выталкивателя и матрицы.
Существенными признаками, отличающими заявляемое техническое решение от прототипа, являются:
- соединение плиты выталкивателя и матрицы в сомкнутом состоянии с помощью замкового соединения;
- выбор величины угла наклона плоскости контакта плиты выталкивателя и матрицы к горизонтальной плоскости в пределах 25-35o;
- выполнение каждой из четырех секций матрицы с возможностью перемещения внутри силовой обоймы в направлении, перпендикулярном плоскости контакта плиты выталкивателя и матрицы.
Таким образом, заявляемое техническое решение соответствует критерию охраноспособности "новизна".
Соединение плиты выталкивателя и матрицы в сомкнутом состоянии с помощью замкового соединения способствует исключению перемещения секций матрицы в процессе деформирования за счет возникающей высокой удельной нагрузки на рабочую гравюру плиты выталкивателя. Усилие, приходящееся на площадь гравюры плиты выталкивателя, намного больше усилия, направленного на подъем секций матрицы.
Выполнение угла наклона плоскости контакта плиты выталкивателя и матрицы 25 - 35o является наиболее оптимальным.
При угле наклона меньше 25o создаются условия увеличения усилия, действующего на направляющую силовой обоймы, жестко закрепленную в последней, что может привести к поломке штампа.
При угле наклона больше 35o для раскрытия матрицы необходимо увеличение хода выталкивателя, что нежелательно.
Выполнение каждой из четырех секций матрицы с возможностью перемещения внутри силовой обоймы в направлении, перпендикулярном плоскости контакта плиты выталкивателя и матрицы, обеспечивает свободное раскрытие секций матрицы после окончания деформирования, что также способствует исключению искажения геометрии штамповки.
Следовательно, исходя из вышеизложенного, можно сделать вывод, что благодаря действию совокупности существенных признаков, отличающих заявляемое техническое решение от прототипа, достигается технический результат предлагаемого изобретения.
Известны штампы для штамповки изделий с разъемными матрицами. Однако раскрытие секций матриц происходит с помощью дополнительных устройств (например, тягами, см. авт. св. СССР N 349460).
Дополнительный анализ источников по патентной и научно-технической литературе не выявил технических решений, содержащих признаки, отличающие заявляемое техническое решение от прототипа. Следовательно, заявляемое техническое решение соответствует критерию охраноспособности "существенные отличия".
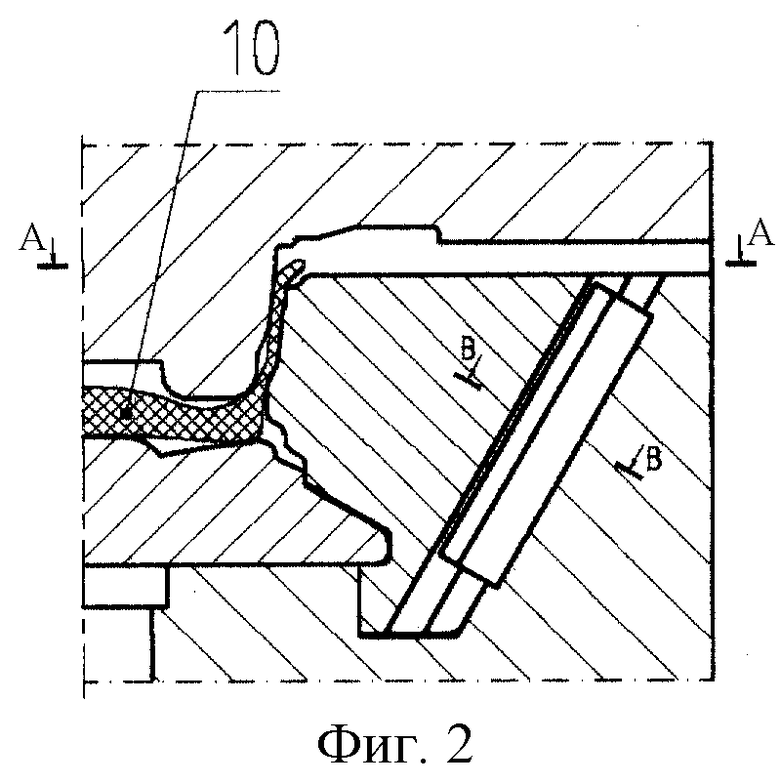
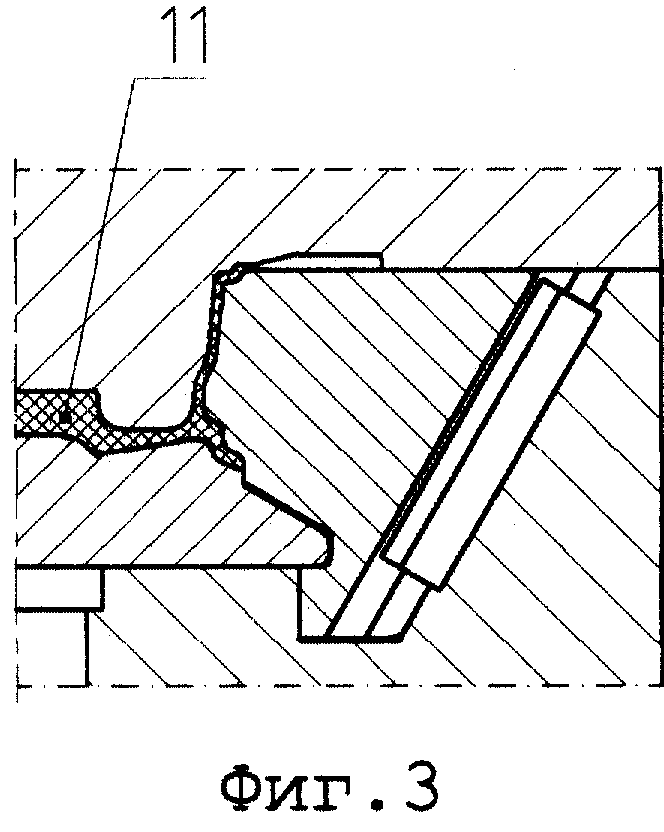
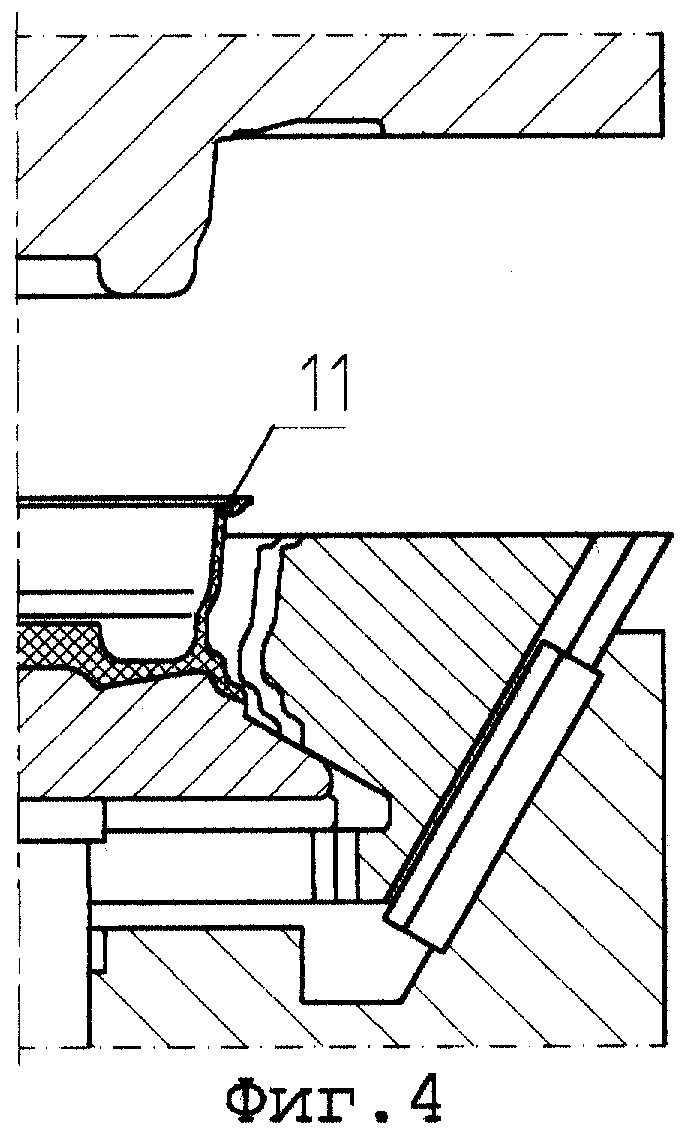
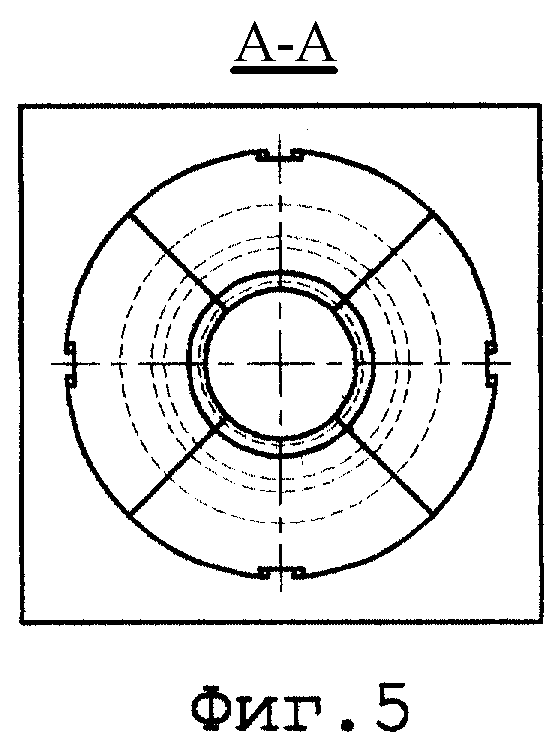
Сущность изобретения поясняется чертежами. На фиг.1 изображен общий вид штампа, осевой разрез, на фиг. 2 - штамп перед началом деформирования, на фиг. 3 штамп в момент окончания деформирования, на фиг. 4 - момент извлечения штамповки из штампа при раскрытых секциях матрицы, на фиг. 5 - вид А-А на фиг. 2, на фиг. 6 - сечение В-В на фиг. 2.
Штамп для горячей объемной штамповки изделий типа дисков автомобильных колес состоит из силовой обоймы 1, внутри которой размещены четыре секции разъемной матрицы 2. Штамп снабжен выталкивателем 3, с которыми жестко связана плита 4 выталкивателя, на которой выполнена рабочая гравюра. Плита 4 выталкивателя контактирует с матрицей по наклонной плоскости 5, угол наклона которой к горизонтальной плоскости составляет 25-35o. В сомкнутом состоянии плита выталкивателя и матрица образуют между собой замковое соединение 6. Каждая из секций матрицы снабжена Т-образным пазом 7, в котором размещена Т-образная направляющая 8, жестко закрепленная в силовой обойме под углом, перпендикулярным к плоскости контакта матрицы и плиты выталкивателя.
Штамп снабжен пуансоном 9. Позициями 10 и 11 обозначены штамповки соответственно после предварительного и окончательного деформирования.
Штамп работает следующим образом.
Штамповку 10, полученную после предварительного деформирования, подогревают и укладывают в штамп для окончательного деформирования. Секции матрицы 2 находятся в сомкнутом состоянии. С помощью пуансона 9 производят деформирование. Благодаря замковому соединению 6 секции матрицы находятся в неподвижном положении, в результате чего происходит полное, без искажения, оформление геометрии штамповки.
Далее пуансон 9 возвращается в исходное положение. Выталкиватель 3 с плитой 4 поднимаются вверх. При этом за счет контакта плиты выталкивателя и матрицы секции последней начинают скользить по направляющим 8, образуя свободное пространство для удаления штамповки 11.
После удаления штамповки 11 процесс деформирования повторяется вновь.
Технико-экономические преимущества предлагаемого технического решения в сравнении с прототипом обусловлены получением штамповок с минимальными припусками на окончательную механическую обработку.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1992 |
|
RU2057613C1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 2000 |
|
RU2184635C2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН | 1999 |
|
RU2165329C2 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2045369C1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2010 |
|
RU2447966C2 |
| ШТАМПОВЫЙ БЛОК ДЛЯ ИЗОТЕРМИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2011 |
|
RU2475329C1 |
| ПРАВОЧНЫЙ ШТАМП ДЛЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 1994 |
|
RU2090294C1 |
| ПРАВОЧНЫЙ ШТАМП КОНТАКТНОГО ДЕЙСТВИЯ | 1994 |
|
RU2090295C1 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ШТАМПОВКОЙ ПОЛЫХ ИЗДЕЛИЙ СО СФЕРИЧЕСКИМ ДНОМ ИЗ ЛИСТОВОГО МАТЕРИАЛА ТОЛЩИНОЙ НЕ БОЛЕЕ 4 ММ, НАГРЕТОГО ДО НЕОБХОДИМОЙ ТЕМПЕРАТУРЫ ДЕФОРМАЦИИ | 2007 |
|
RU2360758C1 |
Изобретение относится к обработке металлов давлением и может использоваться при изготовлении дисков автомобильных колес. Техническим результатом заявленного изобретения является исключение искажения геометрии штамповки за счет невозможности сдвига секций матрицы во время деформирования. Штамп для горячей объемной штамповки содержит силовую обойму, пуансон, выталкиватель с плитой. В силовой обойме размещена матрица, контактирующая с выталкивателем по наклонной плоскости, угол наклона составляет 25-35°. В сомкнутом состоянии плита выталкивателя и матрица соединены между собой с помощью замкового соединения. Каждая из четырех секций матрицы выполнена с возможностью перемещения внутри силовой обоймы в направлении, перпендикулярном плоскости контакта плиты выталкивателя. 6 ил.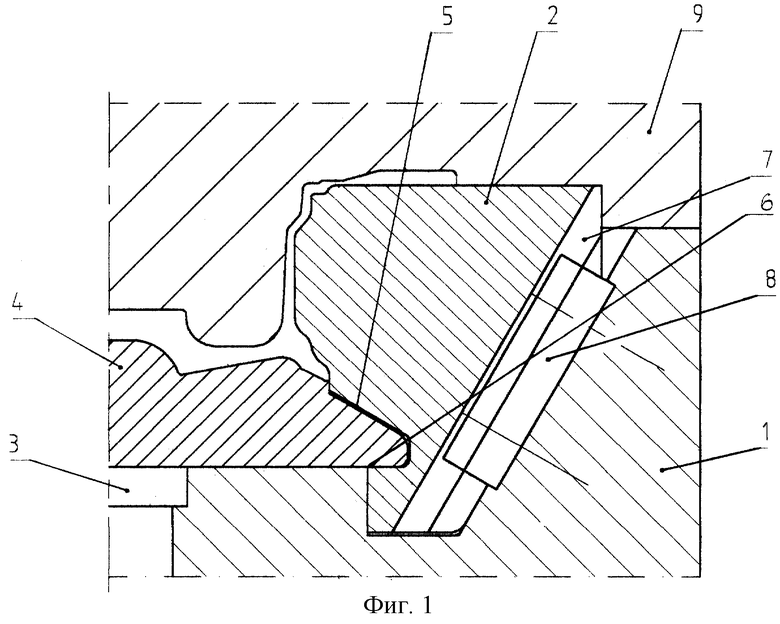
Штамп для горячей объемной штамповки изделий типа дисков автомобильных колес, содержащий силовую обойму, пуансон, размещенную в силовой обойме разъемную матрицу, выталкиватель с плитой, контактирующей с матрицей по наклонной плоскости, отличающийся тем, что в сомкнутом состоянии плита выталкивателя и матрица соединены между собой с помощью замкового соединения, угол наклона плоскости контакта плиты выталкивателя и матрицы к горизонтальной плоскости составляет 25 - 35o, а каждая из четырех секций матрицы выполнена с возможностью перемещения внутри силовой обоймы в направлении, перпендикулярном плоскости контакта плиты выталкивателя и матрицы.
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1992 |
|
RU2057613C1 |
| ЗАГРУЗОЧНАЯ ВОРОНКА К ЧЕРВЯЧНОЙ ОТЖИМНОЙ МАШИНЕ | 1992 |
|
RU2007298C1 |
| SU 228499 08.10.1968 | |||
| US 4294101 А 13.10.1981. | |||

