Изобретение относится к обработке металлов давлением, а именно к объемной штамповке, и может быть использовано в качестве штампа для производства сложноконтурных штампованных поковок без штамповочных уклонов на внешней боковой поверхности поковки, в частности для изготовления изделий из дорогостоящих металлов и сплавов.
Штамповка в закрытых штампах характеризуется тем, что полость штампа в процессе деформирования остается закрытой. Зазор между подвижной и неподвижной частями штампа при этом постоянный и небольшой, так что образование заусенца в нем не предусмотрено. Закрытые штампы характеризуются тем, что гравюра выполняется в одной из половин штампа, а другая половина входит в первую, запирая ее. Сопряжение половин штампов производиться по цилиндрическим поверхностям: у пуансона по наружной, а у матрицы по внутренней (Ю.В.Шевакин и др., Обработка металлов давлением. - М.: Интернет Инжиниринг, 2005 г., стр.452). На прессах, как правило, нижняя половина штампа неподвижная и образует полость (матрица) и подвижная и образует выступ (нуклон).
Основным недостатком этого штампа является необходимость назначения штамповочных уклонов на боковые поверхности детали, параллельные направлению движения частей штампа. Это приводит к снижению коэффициента использования материала (КИМ) при механической обработке детали из штампованной поковки и повышению трудоемкости механической обработки детали. Кроме того, извлечение поковки происходит из глубокой полости, что требует наличия у кузнечной машины системы выталкивания с относительно большим (в сравнении с открытым облоиным штампом) ходом выталкивателя. В случае выполнения штампов с малыми штамповочными уклонами или без них возможно заклинивание поковки в глубокой полости штампа.
Известен штамп для закрытой объемной штамповки, содержащий матрицу и пуансон с выступами, смещенными относительно гравюры штампа и заходящим при опускании пуансона в пазы, выполненный в матрице и пуансоне, при этом плоскость гравюры расположена под углом к выступам матрицы и пуансона (А.С. №657901, МПК B2IJ 13/02, опубл. 06.01.1978 г.).
Поскольку величина проекции основания гравюры больше проекции высоты гравюры, то прижимающие усилия матрицы к пуансону больше силы отталкивающих их в горизонтальном направлении, что полностью устраняет образование зазора между ними, а следовательно, заусенца.
Недостатком штампа является невозможность прессования изделий со значительной высотой и сложной конфигурацией поверхности.
Известен штамп для закрытой объемной штамповки, содержащий верхние и нижние части, на каждой из которых по краям гравюры попарно по взаимно противоположным сторонам выполнены встречно направленные ограничительные выступы, внутренние поверхности выступов являются стенками гравюры, которые при смыкании образуют четырехугольную рабочую полость, со штамповочными уклонами (А.С. №1050800, B21j 13/02, опубл. 11.02.1982 г.) - прототип.
Конструкция штампа является технологичной в исполнении и позволяет обходиться без применения механизмов выталкивания, однако, она не позволяет изготовлять изделия без штамповочных уклонов.
Задачей изобретения является изготовление поковок методом закрытой штамповки без штамповочных уклонов но наружной боковой поверхности поковки, исключение заклинивания поковки при закрытой штамповке, возможность выполнения закрытой штамповки на кузнечных машинах без системы выталкивания или с малым ходом выталкивателя.
Технический результат, достигаемый при осуществлении предлагаемого изобретения, заключается в следующем:
- экономия штампуемого металла за счет повышения точности формообразования боковых поверхностей штамповок: исключение у них штамповочных уклонов;
- повышение производительности процесса штамповки за счет исключения времени извлечения застрявших поковок, а также легкость извлечения поковок из штампа;
- повышение ремонтопригодности инструмента за счет быстрой и дешевой замены вышедшего из строя элемента штампа.
Указанный технический результат достигается тем, что штамп для закрытой объемной штамповки сложноконтурных поковок, содержащий верхнюю и нижнюю части с ограничительными выступами по краям гравюр, отличается тем, что верхняя и нижняя гравюры частей штампа, а также гравюры, выполненные на внутренних поверхностях ограничительных выступов, образуют единую замкнутую поверхность по конфигурации штампованной поковки, при этом верхняя и нижние части могут сопрягаться по боковым поверхностям выступов таким образом, что контур боковой проекции штамповки, находящейся в гравюре штампа после окончания процесса штамповки не пересекает контур боковой проекции плоскости разъема штампа в том же направлении.
Для предотвращения образования зазора между верхней и нижней частями штампа плоскости верхней и нижней гравюр расположены под углом к горизонтальной плоскости.
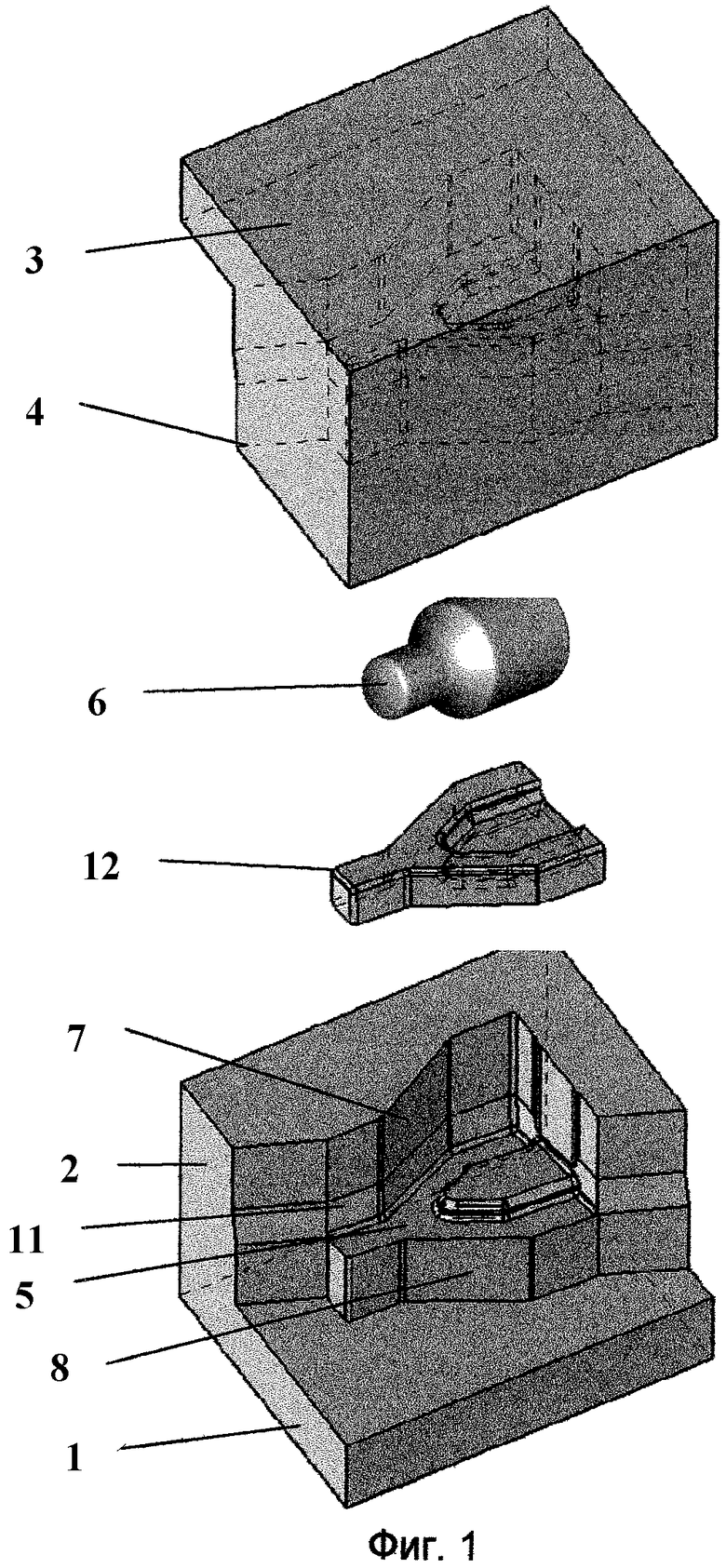
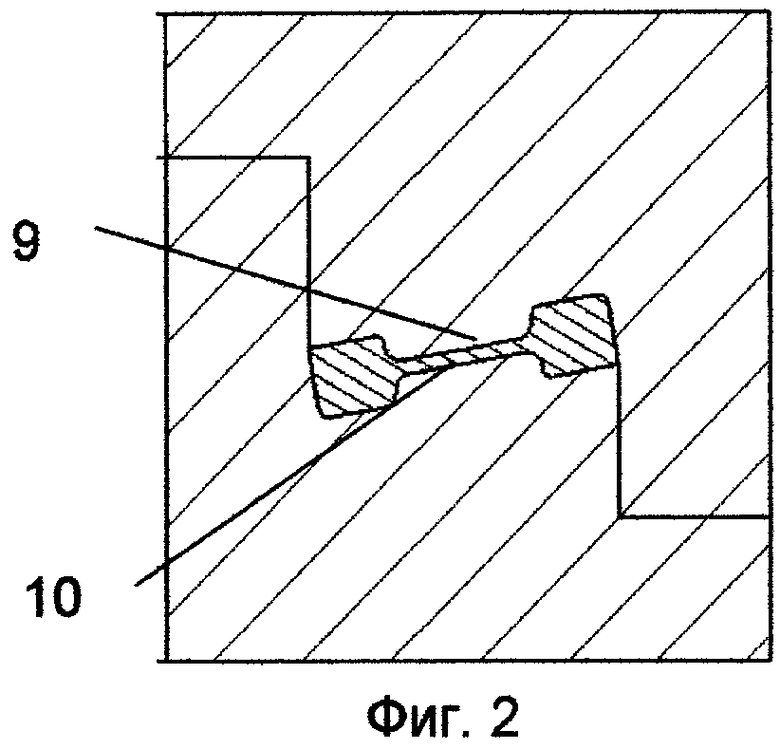
Сущность изобретения поясняется чертежами, на которых показано: на фигуре 1 - верхняя и нижняя части штампа и одно из возможных штампованных изделий, на фигуре 2- сечение штампа.
Штамп содержит (фиг.1) нижнюю половину штампа 1 (далее нижний штамп) с ограничительным выступом 2, которая крепится к нижнему штамподержателю (не показан), а верхняя половина 3 штампа (далее верхний штамп) с ограничительным выступом 4 - к верхнему штамподержателю (не показан).
Штамп работает следующим образом.
Верхний штамподержатель вместе с верхним штампом 3 отводится в крайнее верхнее положение для обеспечения доступа к гравюре 10 нижнего штампа (фиг.2), на которую устанавливается заготовка 6. Далее производиться рабочий ход, во время которого сначала происходит касание нижнего и верхнего штампов по плоскости разъема 7 и 8, а затем происходит касание заготовки и горизонтальной гравюры 9 верхнего штампа. Под действием усилия кузнечной машины производится деформация заготовки. Боковые поверхности заготовки формируются гравюрами 11, которые расположены на поверхности ограничительных выступов 2 и 4. Нормальные напряжения, распределенные по горизонтальной гравюре 9 (фиг.2) верхнего и горизонтальной гравюре 10 нижнего штампа, благодаря наклону гравюры с самого начала деформации заготовки вызывают появление прижимающей горизонтальной силы, пропорциональной развиваемому усилию пресса, что предотвращает образование зазора между верхним и нижним штампом по поверхности разъема и выдавливание в него заусенца. Наклон гравюр, выполненный для создания прижимной силы, предотвращает также выпадение заготовки из нижнего штампа и обеспечивает стабильную укладку.
Плоскости разъема штампов 7 и 8 служат одновременно и направляющими штампа. После окончания рабочего хода верхний штамп 3 отводится в крайнее верхнее положение, открывая доступ к штампованной поковке 12, находящейся в гравюре нижнего штампа 1. При наличии системы выталкивания штампованная поковка 12 выталкивается вверх, после чего может быть легко извлечена вверх или вбок (на себя). При штамповке на кузнечной машине без системы выталкивания извлечение поковки производится также вверх и вбок, удерживая поковку за выступающие сверху элементы штамповки (ребра, бобышки и т.п.).
Предлагаемая конструкция закрытого штампа нивелирует большинство недостатков, присущих закрытой штамповке, и поэтому может применяться взамен открытых облойных штампов в тех случаях, когда применение закрытых штампов известных конструкций невозможно.
Предложенный штамп был апробирован при изготовлении штамповок из титановых сплавов сложной геометрической формы. Например, для детали шасси пассажирского самолета типа вилки массой 74 кг из сплава Ti-10V-2Fe-3Al при замене открытых облойных штампов на закрытый штамп данной конструкции достигнуто увеличение коэффициента использования материала кузнечной заготовки (КИМ) на 20% за счет исключения потери металла в облой. Кроме того, сокращено количество штамповых переходов с 3 до 2, а благодаря исключению штамповочных уклонов на внешних боковых поверхностях на 2% снижена масса самой штампованной поковки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Открытый штамп для объемной штамповки | 1976 |
|
SU588053A1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ШТАМПОВКИ | 2005 |
|
RU2294812C1 |
| Штамп для безоблойной штамповки поковок | 1980 |
|
SU969406A1 |
| ШТАМП ДЛЯ МНОГОШТУЧНОЙ ШТАМПОВКИ | 1991 |
|
RU2011467C1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2521929C1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2582843C2 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| Штамп обратного выдавливания для закрытой объемной штамповки | 1977 |
|
SU645746A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| Закрытый штамп для объемной штамповки | 1981 |
|
SU942856A1 |
Изобретение относится к обработке металлов давлением, в частности к объемной штамповке, и может быть использовано в штампах для производства сложноконтурных штампованных поковок без штамповочных уклонов на внешней боковой поверхности. Штамп содержит верхнюю и нижнюю части, выполненные, соответственно, с верхней и нижней гравюрами и ограничительными выступами по краям гравюр. На внутренних поверхностях выступов также выполнены гравюры, которые образуют с верхней и нижней гравюрами единую замкнутую поверхность по конфигурации штампованной поковки. Верхняя и нижняя части штампа имеют возможность сопряжения по боковым поверхностям выступов. При этом контур боковой проекции штампованной поковки не пересекает контур боковой проекции плоскости разъема штампа в том же направлении. Плоскости верхней и нижней гравюр могут быть расположены под углом к горизонтальной плоскости. В результате обеспечивается повышение точности полученных поковок, исключение у них штамповочных уклонов, упрощение извлечения поковок из штампа. 1 з.п. ф-лы, 2 ил.
1. Штамп для закрытой объемной штамповки сложноконтурных поковок, содержащий верхнюю и нижнюю части, выполненные с гравюрами и ограничительными выступами по краям гравюр, отличающийся тем, что верхняя и нижняя части выполнены соответственно с верхней и нижней гравюрами, а ограничительные выступы - с гравюрами на внутренних поверхностях, образующими с упомянутыми верхней и нижней гравюрами единую замкнутая поверхность по конфигурации штампованной поковки, при этом верхняя и нижняя части имеют возможность сопряжения по боковым поверхностям выступов таким образом, что контур боковой проекции штампованной поковки не пересекает контур боковой проекции плоскости разъема штампа в том же направлении.
2. Штамп по п.1, отличающийся тем, что плоскости верхней и нижней гравюр расположены под углом к горизонтальной плоскости.
| Штамп для закрытой объемной штамповки | 1982 |
|
SU1050800A1 |
| Штамп для закрытой объемной штамповки | 1978 |
|
SU657901A1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2019357C1 |
| WO 2008095272 А1, 14.08.2008 | |||
| US 4305273 А, 15.12.1981. | |||

