Предлагаемое изобретение относится к полупроводниковой технике и может быть использовано в микроэлектронике при изготовлении современных ИС на биполярных транзисторах, при изготовлении современных операционных усилителей и ИС на основе комплементарных МОП-транзисторов.
Известен способ получения тонких слоев кремния на изоляторе, включающий ионное легирование протонов или гелия с дозами 5•1016-1•1017 см-2 в поверхность рабочей кремниевой пластины (как правило, эта пластина предварительно окисляется), введение в контакт поверхности имплантированной пластины с пластиной-носителем при комнатной температуре, отжиг соединенных пластин при Т = 500-600oC в течение 30 мин и последующий отжиг при Т = 1100oC в течение 60 мин. Это так называемый в англоязычной литературе SMART-CUT-процесс (Francois J. Henley "Application of Plasma Immersion Ion Implantation (PIII) Technology for SOI Wafer Fabrication". - 4th International Symposium on Semiconductor Cleaning and Surface Characterization, July 3-4, 1998, RIST, Korea (Korea Research Foundation), p. 395-378). К недостаткам этого способа относится, во-первых, необходимость использования дорогостоящего оборудования, в частности? для проведения такого процесса необходимо использование сильноточных специальных импланторов, поскольку для отделения и переноса верхнего слоя кремния на другую пластину необходимо использовать ионную имплантацию с очень большими дозами (6500-10000 мкКл/см). Во-вторых, практика показывает, что необходимо производить процесс дополнительного полирования таких поверхностей, поскольку поверхность, получаемая в результате отрыва верхнего слоя кремния, расположена над слоем пузырей, заполненных водородом или гелием, и имеет микрорельеф, который необходимо сгладить. Поскольку водород легкий элемент, таким способом теоретически возможно получать слои толщиной 2-2,5 мкм (при E=240 кэВ глубина проецированного пробега водорода составляет Rp=2,3 мкм), однако данные о формировании таким образом слоев толщиной 2-3 мкм отсутствуют. Такой метод используется обычно для получения слоев кремния на окисле субмикронных размеров.
Известен способ получения тонких кремниевых слоев на изоляторе, включающий формирование тонкого стопорного слоя в приповерхностной области рабочей пластины путем имплантации большой дозы бора, эпитаксиального наращивания на этой поверхности тонкого кремниевого эпислоя, проведение прямого соединения поверхности эпитаксиального слоя с окисленной поверхностью другой пластины и последующее утонение рабочей пластины сначала механическим путем, а потом травлением до сильнолегированного слоя, на котором скорость травления должна резко упасть и процесс практически остановится. Потом обычно с помощью другого травителя удаляют слой с высокой концентрацией бора (J.B. Jackey, S.R. Stiffer, F. R White and J. R. Abemathey Digest of Techn. Papers IEDM-85(1985), p. 684). Известно несколько разновидностей данного способа (W. P. Maszara, G. Goetz, A. Caviglia and J. B. Mckitteric. J. Appl. Phys. 64., J. Haisma, G.A. C.M. Spierings, U. K.P. Biermann and J. A. Pals- Jpn. J. Appl. Physics, 28,1426,1989).
Преимуществом данного способа является возможность получения слоев толщиной 2-3 мкм (в случае использования эпитаксиального наращивания). Однако данному способу присущ ряд недостатков. Во-первых, он также требует использования сложного оборудования (сильноточных импланторов, так как необходимо использование больших доз при ионном легировании бора, эпитаксиального оборудования). Во-вторых, этот способ предполагает формирование стопорного слоя в непосредственной близости к рабочему кремниевому слою. Безусловно наличие сильнолегированного слоя, сформированного ионной имплантацией и последующим отжигом при эпитаксиальном процессе, может привести к повышенной плотности дефектов непосредственно в рабочем слое. Кроме того, травление для удаления имлантированного слоя, скорее всего, не обеспечит удаление слоя с повышенным содержанием бора на "хвосте" диффузионного размытия, что при работе с высокоомными рабочими слоями отрицательно скажется на параметрах приборов, формируемых в дальнейшем на КНИ-структурах. К недостаткам этого способа относится также то, что в данном случае необходимо проводить низкотемпературную эпитаксию (при 850oC), что связано с необходимостью формирования локализованного сильнолегированного бором слоя (чтобы не было диффузионного размытия пика бора). Проведение такой низкотемпературной эпитаксии возможно далеко не на всех установках эпитаксиального наращивания. Из-за невозможности проведения высокотемпературных процессов высокотемпературный этап процесса прямого соединения пластин приходится проводить при Т= 800-900oC, что не оптимально с позиции получения качественного соединения (повышается вероятность образования "пузырей" на границе раздела).
Наиболее близким к предлагаемому в изобретении решению является способ получения тонких кремниевых слоев на изоляторе, включающий формирование на одной из пластин или на обеих пластинах окисла, отмывку с формированием гидрофильных поверхностей, соединение двух кремниевых пластин через окисел, термическую обработку соединенных пластин и утонение рабочей пластины до толщины 2-3 мкм механическим путем с использованием новой техники полирования: полирование производится специальным маленьким вращающимся инструментом диаметром 1 см, совершающим сканирование по поверхности по заданной программе.
Сканирование производится таким образом, что расстояние между двумя соседними траекториями движения полировального инструмента не более 0,3 мм, т. е. значительно меньше диаметра самого инструмента (метод NCP) (A.Yamada, О. Okabayashi, Т. Nakamura, Е. Kanda and М. Kawashima Extended Abstract 201, 5th International Workshop on Future Eectron Devices-SD Integration, Miyagi-Zao (1988). Преимуществом такого способа является то, что он не требует использования сильноточных импланторов, позволяет получать кремниевые рабочие слои толщиной 2-3 мкм с малым разбросом толщины по диаметру пластины. Однако данный способ имеет ряд недостатков.
Прежде всего его реализация также требует наличия сложного оборудования с программным управлением, что приводит к значительному удорожанию изделий и к необходимости для заинтересованных фирм разрабатывать данное сложное оборудование из-за его отсутствия на международном рынке. Кроме того, локальная обработка полировальником малых размеров может привести к возникновению макрорельефа на рабочей поверхности кремниевого слоя КНИ-структур, что может отрицательно сказаться при проведении последующих процессов, в частности фотолитографии, особенно при субмикронных размерах элементов активных областей приборов. В этом способе также ничего не предусмотрено для минимизации количества пузырей, которые могут возникнуть на границе раздела Si-SiO2.
Таким образом, данный способ технологически не оптимален, требует использования очень сложного оборудования и не позволяет получать качественные (по минимальному количеству пузырей на границе раздела и по качеству рабочих поверхностей) тонкие рабочие слои кремния на диэлектрике. Кроме того, данный способ вообще не предусматривает возможность использования в качестве диэлектрика каких-нибудь других, кроме окисла кремния, материалов.
Целью настоящего изобретения является упрощение способа получения тонких слоев кремния на диэлектрике, повышение качества самой КНИ-структуры: минимизация количества пузырей и улучшение качества обработки поверхности тонкого рабочего слоя кремния, лежащего на диэлектрике. Кроме того, предлагаемый способ позволяет получать КНИ-структуры не только типа Si-Si3O2, но и Si-Si3N4, Si-алмаз, но и другие, а также возможность отказа от сверхсложного оборудования, что должно приводить к снижению себестоимости изделий.
Указанная цель достигается тем, что в известном способе получения КНИ-структур с тонким слоем кремния, лежащим на диэлектрике, включающем механическую обработку и химико-механическую полировку пластин кремния, формирование по крайней мере на одной пластине слоя диэлектрика, отмывку с формированием гидрофильных поверхностей, введение соединяемых поверхностей пластин в контакт с расположением диэлектрического слоя внутри, термокомпрессию соединенных пластин и последующее утонение механической обработкой и химико-механической полировкой по крайней мере одной из соединенных пластин, после формирования слоя диэлектрика проводят химико-механическую полировку его поверхности, введение в контакт осуществляют путем прокатывания соединяемых пластин, упруго прижимая их друг к другу, утонение по крайней мере одной из пластин, начиная с толщины 10-25 мкм до требуемой толщины проводят химическим травлением в водном 30-35% растворе щелочи при локальном нагреве пластины от 20 до 60oC на участках с большей толщиной слоя кремния для выравнивания толщины слоя за счет увеличения скорости травления в области нагрева, причем дополнительную химико-механическую полировку поверхностей диэлектрика проводят в течение 5-10 мин с постепенным понижением pH полировального состава с 9,8-10 до 7,8-8 и прекращением подачи абразивной составляющей состава на заключительном этапе в течение 0,5-1 минуты.
В предлагаемом способе прежде всего сделан отказ от использования сверхсложного оборудования для получения КНИ-структур с таким тонким слоем кремния на диэлектрике, как 2-4 мкм, при одновременном обеспечении высокого качества формируемых КНИ-структур. Без использования сложного оборудования с программным управлением, с нестандартным маленьким полировальником, совершающим сложное движение по определенной программе, в прототипе принципиально невозможно формировать качественно указанные КНИ-структуры с толщиной слоя кремния менее 4 мкм при разбросе толщины по диаметру структур менее 50% от номинала.
Принципиальным отличием является то, что процесс получения тонких слоев (1-4 мкм) с ликвидацией разброса по толщине слоя по диаметру пластин на финише осуществляется за счет увеличения скорости травления материала путем локального нагрева пластины в областях с большей толщиной кремния, при этом рекомендован простой в реализации щелочной травитель. В отличие от прототипа это процесс не механической полировки с увеличением съема материала за счет увеличения продолжительности обработки на данном участке, а процесс химико-динамического травления с увеличением скорости травления на локальном участке путем локального нагрева травителя.
Принципиально новым является также то, что процесс получения на изоляторе гидрофильной поверхности осуществляется не путем специальной химической обработки этих поверхностей, а за счет кратковременного нестандартного химико-механического полирования, особенностью которого является резкое снижение pH полировального состава с 9,8-10 до 7,8-8 и прекращение подачи абразивной составляющей состава на заключительном этапе процесса. Как показывает практика, получение сильно гидрофильных поверхностей на таких материалах, как двуокись кремния, нитрид кремния, затруднено и обычно принятая химическая подготовка этих поверхностей не дает желаемых результатов. Поэтому предлагается для этих целей использовать такой процесс химико-механической полировки, когда на заключительном этапе процесс химико-механического полирования практически сменяется процессом "выхаживания" поверхностей. Для этого на финише процесс проводится с использованием практически нейтральной полирующей суспензии без механической составляющей. Как показала наша практика, такой процесс обеспечивает стабильное получение сильно гидрофильных поверхностей на указанных материалах. Наличие сильно гидрофильных поверхностей, со своей стороны, обеспечивает качественное проведение процесса прямого соединения: получение монолитного соединения по всей поверхности пластины с минимизацией количества пузырей. Таким образом, данное изобретение позволяет резко улучшить качество формируемых КНИ-структур и позволяет также, помимо структур Si-SiO2, формировать структуры с другим изолятором, например Si3N4, что считается достаточно сложным процессом, в то же время получение таких структур является перспективным, например, для изготовления болометров.
Кроме того, данное изобретение по сравнению с прототипом позволяет также резко улучшить качество формируемых КНИ-структур, поскольку оно предусматривает новую схему введения соединяемых поверхностей в контакт, что также приводит, как показала наша практика, к минимизации количества пузырей на границе. В изобретении введение в контакт осуществляют путем прокатывания соединяемых пластин, упруго прижимая их друг к другу. Обычно пластины вводят в контакт таким образом, чтобы площадь участка, где произошло первоначальное сцепление поверхностей за счет образования водородных связей, расширялась от центра пластин к периферии, т.е. первоначальное сцепление поверхностей предполагается в центре пластины (принятая схема распространения так называемой контактной волны). В предлагаемом изобретении предложена новая схема введения поверхностей в контакт путем прокатывания соединяемых пластин, при этом контактная волна распространяется не радиально - от центра пластины к периферии, а вдоль диаметра пластин, например, от базового среза к противоположному краю пластины. Использование такой схемы введения поверхностей в контакт, как показала наша практика, позволяет значительно улучшить качество формируемых КНИ-структур.
Таким образом, данное изобретение обладает изобретательским уровнем, так как элементы новизны в данной заявке не предполагают очевидности для специалистов. Необходимо отметить, что именно предполагаемое сочетание элементов новизны: 1) проведение химико-механической полировки поверхности слоя диэлектрика в течение 5-10 мин с постепенным понижением pH полировального состава с 9,8-10 до 7,8-8 и прекращением подачи абразивной составляющей состава на заключительном этапе в течение 0,5-1 минуты; 2) введение в контакт путем прокатывания соединяемых пластин, упруго прижимая их друг к другу; 3) утонение по крайней мере одной из пластин, начиная с толщины 10-25 мкм, до требуемой толщины химическим травлением в водном 30-35% растворе щелочи при локальном нагреве пластины от 20 до 60oC на участках с большой толщиной для выравнивания толщины слоя за счет увеличения скорости травления в области нагрева дает принципиально новое построение технологического процесса получения КНИ-структур с тонкими слоями. Предлагаемое построение технологического процесса позволяет не только формировать структуры с толщиной слоя 2-4 мкм при разбросе по толщине ±30% от номинала, но и значительно улучшить качество формируемых структур за счет минимизации количества пузырей на границе раздела, а также получать структуры, где в качестве изолятора могут выступать такие материалы, как нитрид кремния, алмаз и прочее.
Пример 1. В соответствии с предложенным способом были изготовлены структуры кремния на изоляторе, где в качестве изолятора использовался термический SiO2 с толщиной 0,5 мкм и с толщиной слоя кремния на изоляторе 2±0,6 мкм. С этой целью вначале были подготовлены две партии пластин кремния: 1-я партия из кремния марки КДБ-10 с ориентацией рабочих поверхностей (100), толщиной в среднем 380 мкм, диаметром 76 мм и 2-я партия из кремния марки КДБ 0,005, ориентацией (III), толщиной 385 мкм, диаметром 76 мм. Обе партии пластин проходили полный цикл механической обработки, завершающийся химико-механическим полированием рабочих поверхностей. Максимальный изгиб пластин не превышал 12 мкм. Пластины марки КДБ10 подвергались операции термического окисления в парах воды, при этом формировался окисел толщиной 0,4-0,45 мкм. В соответствии с предложенным способом поверхность сформированного термического окисла подвергалась специальной химико-механической полировке. Для этого пластины по пять штук крепились с помощью приклеечной мастики на дюралевые державки. Процесс проводился на станке ЮМ.1. при числе оборотов шлифовальника 130 об/мин и удельном давлении на обрабатываемую поверхность 500 г/см2, в качестве полировальника использовалось иглопробивное полотно с толщиной 2 мм, закрепленное с помощью клея на стеклянном диске. В качестве полировальной суспензии на начальном этапе обработки использовался состав на основе цеолита с pH = 9,8. Процесс проводился в течение 10 минут, причем согласно заявляемому способу на заключительном этапе процесса в течение 2 минут в мешалку с цеолитной суспензией через каждые 1-1,5 минуты добавлялось по 100 мл деионизованной воды таким образом, чтобы на этом этапе pH раствора довести постепенно до 7,8, причем в течение последних 1-1,5 минут процесса подача суспензии прекращалась совсем и в зону обработки подавалась обильно (100 капель в минуту) деионизованная вода. Полученные таким образом поверхности термического окисла имели сильно гидрофильную поверхность (угол смачивания составлял 1-2o). Далее пластины обеих партий поступали на операцию химической обработки поверхностей (перекисно-аммиачный раствор с pH=10). Для этого пластины устанавливались в стандартные кассеты попарно таким образом, чтобы пары пластин, предназначенные для дальнейшего соединения, стояли в двух ближайших пазах кассеты соединяемыми поверхностями друг к другу, при этом пластины располагались базовыми срезами вверх. Каждую соединяемую пару от другой соединяемой пары отделяло 1-3 свободных паза кассеты. После химической обработки пластины в той же кассете высушивались центрифугированием и проводилась операция введения поверхностей в контакт (расположение пластин в кассете при этом не менялось). Время между химической обработкой поверхностей пластин и введением соединяемых поверхностей в контакт составляло не более 5-7 минут. Введение в контакт соединяемых поверхностей проводилось согласно изобретению следующим образом. После высушивания кассета с пластинами 1 устанавливалась практически вертикально на пьедестал специально разработанного для этих целей устройства и каждая пара пластин 2,3 в районе базового среза захватывалась специальными держателями устройства 4 и протаскивалась ими через прижимные ролики 5 (согласно фиг. 1). Прижимное усилие создавалось специальными пружинами 6, поджимающими ролики друг к другу, при этом удельное давление на пластины составляло 20-30 г/см2. В этом случае происходило адгезионное сцепление поверхностей практически по всей поверхности пластин. На этом заканчивался первый низкотемпературный этап прямого соединения пластин.
Для проведения процесса термокомпрессии полученные на низкотемпературном этапе пары собирались в пакет, который размещался в специальной кварцевой кассете, обеспечивающей сжимающее усилие на соединяемые пластины. Термокомпрессия соединенных пластин проводилась в стандартной диффузионной печи СДОМ-3 при Т= 1150oC в парах воды в течение 1 часа. После проведения процесса кассета с пластинами остывала вместе с установкой до Т=700oC, затем вынималась из зоны нагрева и разбиралась. Полученные структуры Si-SiO2-Si поступали на контроль наличия пузырей на границе раздела.
Контроль полученных многослойных структур, проводившийся на специальном макете путем анализа проходящего ИК-излучения, показал, что почти для всех сформированных структур коэффициент заполнения К, равный отношению площади, по которой произошло образование монолита при соединении, ко всей соединяемой площади, составлял 0,985 - 0,99, т.е. при таком способе соединения для большинства структур характерно практически полное отсутствие пузырей на границе раздела.
Процесс утонения верхнего рабочего слоя кремния, лежащего на диэлектрике, проводился согласно заявляемому способу следующим образом. Вначале проводилась стандартная групповая обработка соединенных пар, включающая одностороннюю обработку на станках СПШ-1, затем алмазную полировку на нетканом полировальнике с использованием алмазной пасты АСМ 3/2 и на заключительном этапе проводилась химико-механическая полировка, причем процесс проводился таким образом, чтобы после такой обработки толщина слоя кремния на изоляторе составляла 15-20 мкм. Отлаженный процесс обработки при этом позволял получать структуры с разбросом по толщине рабочего слоя кремния до 5 мкм.
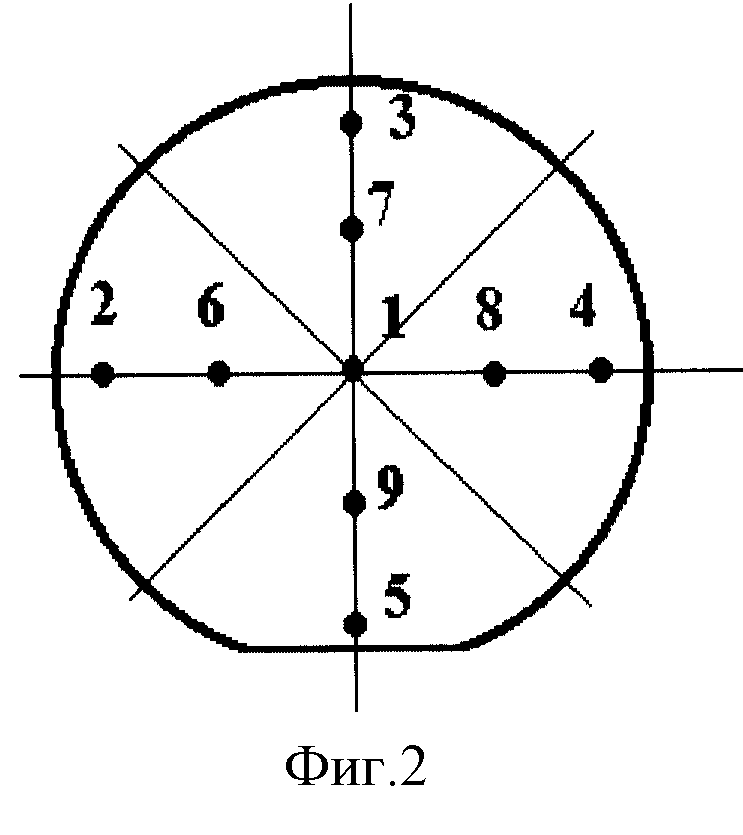
Далее полученные КНИ-структуры поступали на операцию контроля толщины рабочего слоя на диэлектрике. Контроль производился с помощью ИК-измерений на отражение на установке Specord 75 IR, причем измерения проводились в 9 областях: четыре области на периферии пластины, одна в центре и четыре на расстоянии половины радиуса пластины от центра (фиг. 2).
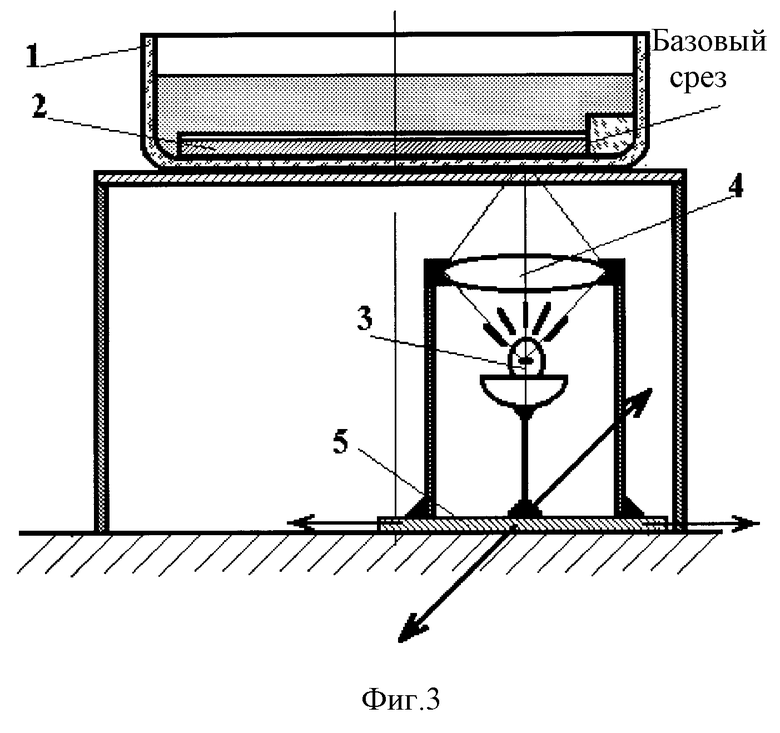
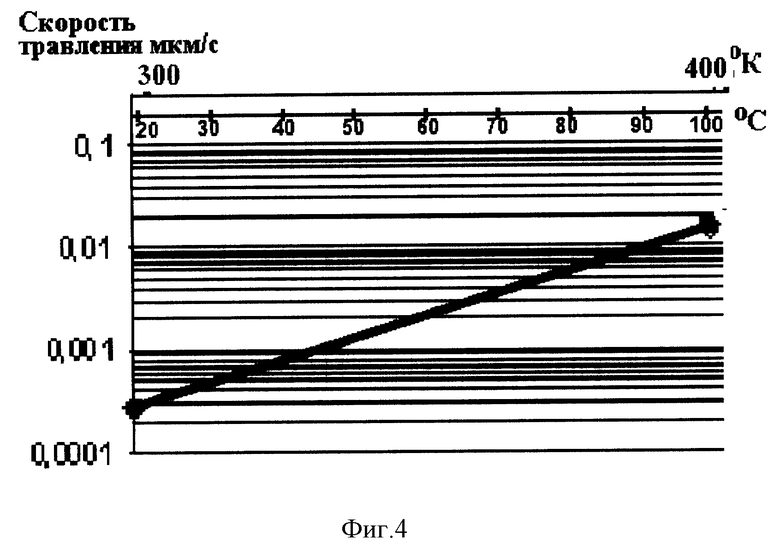
Дальнейшее утонение структур согласно заявляемому способу и в соответствии с полученными результатами измерений толщины проводилось химическим травлением в 30%-водном растворе КОН на специально разработанной для этого установке (фиг. 3). Раствор щелочи заливался в кварцевую емкость 1. Диаметр емкости должен быть на 1,2 мм больше диаметра пластины с выступами, соответствующими базовым срезам для фиксации пластины. КНИ-структура 2 помещается на дно емкости рабочей поверхностью вверх. Количество заливаемого раствора щелочи приблизительно на 1 см выше рабочей поверхности структуры. Под дном емкости расположена осветительная газоразрядная лампа 3, над которой находится специальная линза 4, фокусирующая световой луч на нижней поверхности структуры, причем линза и лампа закреплены на одном держателе 5, который может перемещаться относительно дна емкости, а следовательно, и относительно лежащей в нем структуры по двум координатам. На дне емкости в разных местах закреплены четыре термопары с выводом измерений на специальное табло. В соответствии с результатами измерений лампа помещается таким образом, чтобы луч фокусировался на участке структуры с более толстым верхним слоем кремния. Скорость травления в указанном составе при Т=20oC составляет 1 мкм в час, скорость травления при температурах выше комнатной определяется по графику (фиг. 4). В соответствии с результатами измерения толщины слоя кремния и с учетом скоростей травления при нагреве проводится процесс травления и в случае необходимости держатель с лампой и линзой перемещается на новый участок, причем время травления выбирается таким образом, чтобы удалялась лишь часть слоя кремния. Затем структура извлекается из травителя, промывается, высушивается центрифугированием и проводится повторный контроль толщины кремниевого слоя в 9 точках. В соответствии с полученными при повторном измерении результатами проводится повторное травление в растворе КОН с новым расположением сфокусированного луча в области с большей толщиной. С учетом скоростей травления определяется общее время травления. Затем пластины вынимаются из травителя, промываются, высушиваются центрифугированием и проводится окончательный контроль толщины слоя кремния. В результате были получены 5 структур с толщиной слоя 2 ± 0,5 мкм и одна структура с толщиной слоя 3 ± 1 мкм. Эта структура поступала на повторное травление с разной скоростью нагрева.
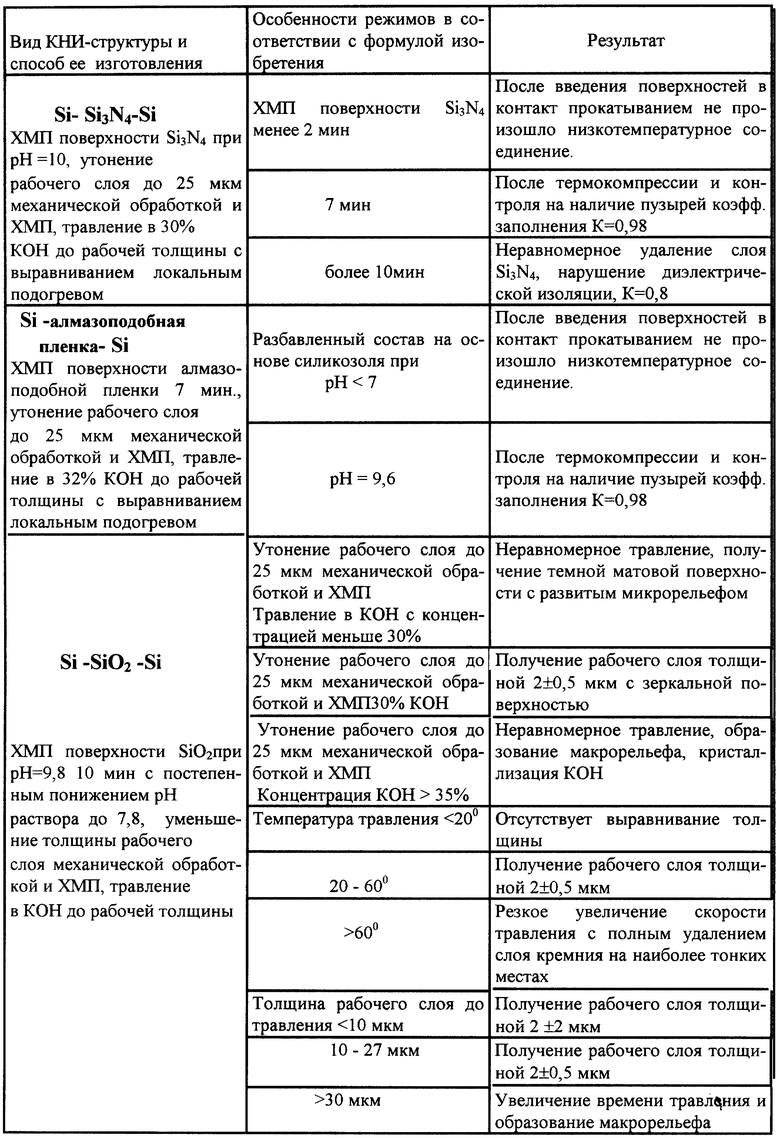
Параллельно были запущены в производство две партии пластин, где толщина рабочего слоя после механической и химико-механической обработки отличалась от указанной в формуле изобретения: на партии 1 оставшийся слой перед травлением превышал 30 мкм, на партии 2 был меньше 10 мкм. Полученные результаты отражены в таблице.
Пример 2. В соответствии с предложенным способом были изготовлены структуры кремния на изоляторе, где в качестве изолятора использовался нитрид кремния толщиной 0,2 мкм и с толщиной слоя кремния на изоляторе 4 ± 0,8 мкм. С этой целью были подготовлены две партии пластин кремния: 1-я партия из кремния марки КДБ 20 с ориентацией рабочих поверхностей (100), толщиной в среднем 420 мкм, диаметром 100 мм и 2-я партия из кремния марки КДБ 0,01 с ориентацией (100), толщиной 450 мкм, диаметром 100 мм. Обе партии пластин проходили полный цикл механической обработки, завершающийся химико-механическим полированием рабочих поверхностей. Максимальный изгиб пластин не превышал 15 мкм. На рабочих поверхностях пластин марки КДБ20 магнетронным распылением формировался слой нитрида кремния таким образом, чтобы изгиб пластин после нанесения этого слоя не превышал 20 мкм. В соответствии с предложенным способом поверхность нитридной пленки подвергалась специальной химико-механической полировке. Для этого пластины по пять штук крепились с помощью приклеечной мастики на дюралевые державки. Процесс проводился на станке ЮМ.1. при числе оборотов шлифовальника 150 об/мин и удельном давлении на обрабатываемую поверхность 700 г/см2, в качестве полировальника использовалось нетканое полотно, закрепленное на стеклянном диске. В качестве полировальной суспензии на начальном этапе обработки использовался состав на основе аэросила и этилендиамина с pH = 10. Процесс проводился в течение 7 минут, причем согласно заявляемому способу на заключительном этапе процесса в течение 2 минут в мешалку с суспензией через каждую минуту добавлялось по 50 мл деионизованной воды таким образом, чтобы на этом этапе pH раствора снизить постепенно до 8-8,5, причем в течение последних 1-1,5 минут процесса подача суспензии прекращалась совсем и в зону обработки подавалась обильно (50 капель в минуту) деионизованная вода. Полученные таким образом поверхности нитрида кремния были гидрофильными (угол смачивания составлял 2-3o). Далее пластины обеих партий поступали на операцию химической обработки поверхностей (перекисно-аммиачный раствор с pH=9,8). Процесс химической обработки, высушивания поверхностей, низкотемпературное введение поверхностей в контакт проводилось аналогично проведению этих операций в примере 1. Процесс сборки соединенных пар в пакет, проведение операции термокомпрессии проводились также аналогично проведению этих операций в примере 1, только температура при проведении термокомпрессии составляла Т= 1050oC. После разборки пакета проводился контроль наличия пузырей на границе раздела аналогично контролю в примере 1. Контроль показал, что все структуры имеют коэффициент заполнения К= 0,98-0,985.
Процесс утонения верхнего рабочего слоя кремния, лежащего на диэлектрике, проводился согласно заявляемому способу следующим образом. Вначале проводилась стандартная групповая обработка соединенных пар, включающая одностороннюю обработку на станках СПШ-1, затем алмазную полировку на нетканом полировальнике с использованием алмазной пасты АСМ 3/2 и на заключительном этапе проводилась химико-механическая полировка, причем процесс проводился таким образом, чтобы после такой обработки толщина слоя кремния на изоляторе составляла 20-25 мкм. Отлаженный процесс обработки при этом позволял получать структуры с разбросом по толщине рабочего слоя кремния до 5 мкм.
Контроль толщины слоя кремния на изоляторе проводился аналогично контролю в примере 1. Дальнейшее утонение структур согласно заявляемому способу и в соответствии с полученными результатами измерений толщины проводилось химическим травлением в 35%-водном растворе КОН. Для этого структура помещалась в фигурном кварцевом стакане рабочей поверхностью вверх при строго фиксированном расположении базового среза структуры. Под дном кварцевого стакана размещался лазер ЛГ-38 с длиной волны λ=0,63 мкм, мощностью 100 кВт, луч которого также с помощью лупы фокусировался на дне кварцевого стакана. Утонение структур до нужной толщины проводилось аналогично этой операции в примере 1.
В результате были получены 5 структур с толщиной слоя 4 мкм ± 0,8 мкм. На партиях, проводившихся параллельно, были использованы разные времена полирования слоя Si3N4. Полученные результаты отражены в таблице.
Пример 3. В соответствии с предложенным способом были изготовлены структуры кремния на изоляторе, где в качестве изолятора использовалась алмазоподобная пленка с толщиной 0,3 мкм и толщиной слоя кремния на изоляторе 3 мкм. С этой целью вначале были подготовлены две партии пластин кремния: 1-я партия из кремния марки КЭФ 4,5 с ориентацией рабочих поверхностей (100), толщиной в среднем 380 мкм, диаметром 76 мм и 2-ая партия из кремния марки КЭС 0,01, ориентацией (III), толщиной 385 мкм, диаметром 76 мм. Обе партии пластин проходили полный цикл механической обработки, завершающийся химико-механическим полированием рабочих поверхностей. Максимальный изгиб пластин не превышал 12 мкм. Алмазоподобная пленка наносилась на пластины марки КЭФ 4,5 осаждением из ионных пучков (использовалась установка с холодным катодом). В соответствии с предложенным способом поверхности алмазоподобных пленок подвергались специальной химико-механической полировке. Для этого каждая пластина с помощью приклеечной мастики крепилась на специальном керамическом спутнике. Процесс проводился на станке фирмы Buehler, спутник вместе со структурой фиксировался на поверхности шлифовальника с помощью специального дюралевого держателя. Число оборотов шлифовальника составляло 100 об/мин при удельном давлении на обрабатываемую поверхность 50 г/см2, в качестве полировальника использовалась искусственная замша типа Microcloth (Catalog No 40-7218), наклеенная на чугунный диск. Спутник с наклеенной структурой вращался вместе с верхней головкой станка. В качестве полировальной суспензии на начальном этапе обработки использовался состав на основе силикозоля с pH = 9,6. Процесс проводился в течение 7 минут, причем согласно заявляемому способу на заключительном этапе процесса в течение 3 минут в мешалку с суспензией через каждые 1,5 минуты добавлялась деионизованная вода таким образом, чтобы на этом этапе pH раствора довести постепенно до 7,8, причем в течение последних 1-1,5 минут процесса подача суспензии прекращалась совсем и в зону обработки подавалась деионизованная вода (20 капель в минуту). Полученные таким образом поверхности алмазоподобных пленок имели сильно гидрофильную поверхность (угол смачивания составлял 0-10o).
Дальнейшие операции проводились аналогично таким же операциям в Примере 1, только термокомпрессия проводилась при Т= 500oC в течение 30 минут в нейтральной среде, а на операции утонения слоя кремния в щелочном растворе использовался 32% водный раствор щелочи. В результате были получены КНИ-структуры с алмазоподобной пленкой в качестве диэлектрика, толщиной рабочего слоя кремния на диэлектрике 3± 0,6 мкм и коэффициентом заполнения К= 0,99. Изменение концентрации КОН за пределами значений, указанных в формуле изобретения, приводило к нарушению процесса травления, что отражено в таблице.
Таким образом, как видно из примеров, использование заявляемого способа позволяет стабильно получать КНИ-структуры с окислом кремния, нитридом кремния и другими материалами в качестве изолятора с толщиной рабочего слоя кремния на изоляторе от 2 и более микрон с разбросом по толщине этого слоя менее ± 20% от номинала толщины при минимизированном количестве пузырей на границе раздела (К = 0,985-0,99 и более).
Эффективность предложенного изобретения позволяет без использования дорогостоящего сложнейшего оборудования получать КНИ-структуры с тонким слоем кремния (2- 5 мкм) при разбросе толщины по диаметру менее ± 20%. Простота предлагаемого технологического решения позволяет таким образом снизить себестоимость формируемых КНИ-структур при обеспечении высокого качества этих структур, а также формировать структуры: Si-Si-O2, Si3N4, Si-алмаз, что, в частности, способом-прототипом и аналогами получить невозможно.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСТРАИВАЕМАЯ С СБИС ТЕХНОЛОГИИ КМОП/КНИ ПАМЯТЬ "MRAM" И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2012 |
|
RU2532589C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЕМНИЕВЫХ ПЛЕНОК | 2003 |
|
RU2240630C1 |
| Способ изготовления быстродействующего кремниевого МОП-транзистора | 2024 |
|
RU2822006C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЕМНИЕВЫХ СТРУКТУР СО СКРЫТЫМ ДИЭЛЕКТРИЧЕСКИМ СЛОЕМ | 1998 |
|
RU2151446C1 |
| Способ изготовления транзистора с зависимым контактом к подложке | 2021 |
|
RU2758413C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАНЗИСТОРА С НЕЗАВИСИМЫМ КОНТАКТОМ К ПОДЛОЖКЕ | 2020 |
|
RU2739861C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАНГАСИТОВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ Y-СРЕЗА | 2009 |
|
RU2430824C2 |
| Способ изготовления латерального ДМОП - транзистора с увеличенным значением напряжения пробоя | 2023 |
|
RU2803252C1 |
| Способ утоньшения фоточувствительного слоя матричного фотоприемника | 2022 |
|
RU2840324C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЕМНИЙ НА ИЗОЛЯТОРЕ СТРУКТУР | 1995 |
|
RU2096865C1 |
Использование: в полупроводниковой технике. Сущность изобретения: способ получения КНИ-структур с тонким слоем кремния, лежащим на диэлектрике, включает механическую обработку и химико-механическую полировку пластин кремния, формирование по крайней мере на одной пластине слоя диэлектрика, отмывку с формированием гидрофильных поверхностей, введение соединяемых поверхностей пластин в контакт с расположением диэлектрического слоя внутри, термокомпрессию соединенных пластин и последующее утонение механической обработкой и химико-механической полировкой по крайней мере одной из соединенных пластин. После формирования слоя диэлектрика проводят химико-механическую полировку его поверхности. Введение в контакт осуществляют путем прокатывания соединяемых пластин, упруго прижимая их друг к другу. Утонение по крайней мере одной из пластин, начиная с толщины 10-25 мкм до требуемой толщины проводят химическим травлением в водном 30-35%-ном растворе щелочи при локальном нагреве пластины от 20 до 60°С на участках с большей толщиной слоя кремния для выравнивания толщины слоя за счет увеличения скорости травления в области нагрева, причем дополнительную химико-механическую полировку поверхностей диэлектрика проводят в течение 5-10 мин с постепенным понижением рН полировального состава с 9,8-10 до 7,8-8 и прекращением подачи абразивной составляющей состава на заключительном этапе в течение 0,5-1 мин. Техническим результатом изобретения является упрощение способа получения тонких слоев кремния на диэлектрике, повышение качества структуры, минимизация количества пузырей и улучшение качества обработки поверхности тонкого рабочего слоя кремния, лежащего на диэлектрике. 4 ил., 1 табл.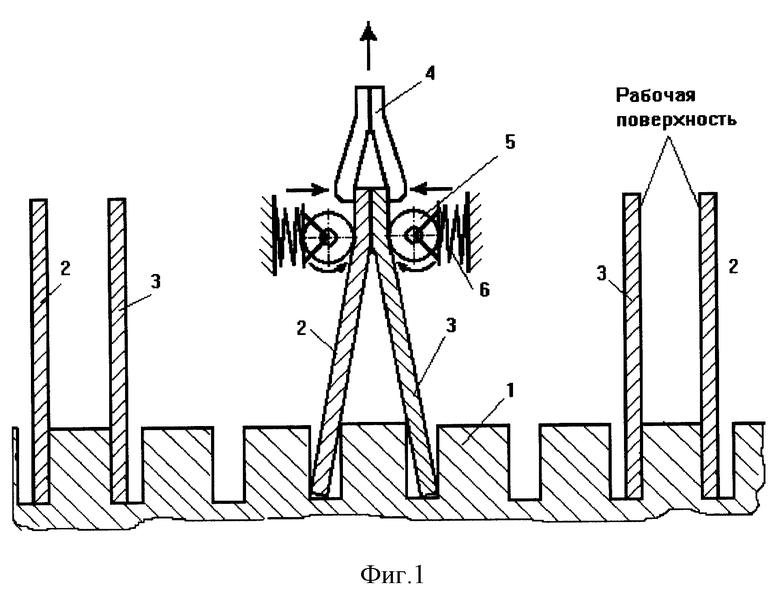
Способ изготовления структур кремний-на-изоляторе, включающий механическую обработку и химико-механическую полировку пластин кремния, формирование по крайней мере на одной пластине слоя диэлектрика, отмывку с формированием гидрофильных поверхностей, введение соединяемых поверхностей пластин в контакт с расположением диэлектрического слоя внутри, термокомпрессию соединенных пластин и последующее утонение механической обработкой и химико-механической полировкой по крайней мере одной из соединенных пластин и контроль толщины рабочего слоя, отличающийся тем, что после формирования слоя диэлектрика проводят химико-механическую полировку его поверхности в течение 2 - 10 мин с постепенным пониженным рН полировального состава с 9,8 - 10 до 7,8 - 8 и прекращением подачи абразивной составляющей состава на заключительном этапе в течение 0,5 - 2 мин, введение в контакт осуществляют путем прокатывания соединяемых пластин, упруго прижимая их друг к другу, утонение по крайней мере одной из пластин, начиная с толщины, на 10 - 25 мкм превышающей рабочую толщину, проводят химическим травлением в водном 30 - 35%-ном растворе щелочи при локальном нагреве пластины от 20 до 60°С на участках с большей толщиной.
| A | |||
| Yamada et all | |||
| Питательное приспособление к трепальным машинам для лубовых растений | 1922 |
|
SU201A1 |
| RU 2071145 C1, 27.12.1996 | |||
| СПОСОБ ФОРМИРОВАНИЯ СТРУКТУР "КРЕМНИЙ НА ИЗОЛЯТОРЕ" | 1998 |
|
RU2139595C1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| US 5286670 A, 15.02.1994 | |||
| Установка для изготовления ориентированных материалов их стекловолокна | 1968 |
|
SU504714A1 |

