Изобретение относится к способу обработки кристаллических элементов из лантангаллиевого силиката (ЛГС) и может быть использовано в радиоэлектронной промышленности для изготовления высокочастотных резонаторов и широкополосных фильтров.
Известна технология обработки кварцевых пластин [1], включающая в себя поэтапную шлифовку на корундах с разной зернистостью - ЭБ8; М28; М14; М7; М5, последующее химическое травление в растворе HF при комнатной температуре (с целью удаления частиц корундов) и дальнейшую полировку. В данной технологии используется асимптотический метод обработки поверхности кристалла [2, 3]. Сущность асимптотического метода обработки состоит в том, что в процессе механической обработки кварца необходимо полностью удалять нарушенный предшествующей обработкой слой. По данной технологии в настоящее время изготавливается основная масса кристаллических элементов (КЭ) не только из кварца, но и из лангасита. Что касается кварца, то процент выхода годных пластин с толщиной 50-70 мкм при вышеописанном способе изготовления составляет около 90%. Если обрабатывать лангасит до указанной толщины, процент выхода снижается до 50%.
Таким образом, недостатками данной технологии при обработке ЛГС являются:
- низкий процент выхода годных (около 50%);
- большая трудоемкость изготовления КЭ с толщиной 50-70 мкм, что приводит к снижению производительности и увеличению финансовых затрат.
Также существует способ обработки лангаситовых пластин [4], включающий предварительную двустороннюю шлифовку и последующую химико-механическую полировку. Шлифовку проводят с использованием водной суспензии микропорошка карбида кремния зеленого, а химико-механическую полировку проводят с использованием раствора, содержащего дистиллированную воду, суспензию двуокиси кремния и ортофосфорную кислоту. Скорость удаления материала при химико-механической полировке 5-10 мкм/ч.
Недостатком данного способа является низкая производительность изготовления элементов.
Наиболее близким по технической сущности и достигаемому результату к заявленному способу является способ обработки ЛГС [5], при котором пластины поэтапно шлифовались на корундах с размером зерна на финишной стадии 3 мкм, затем очищались и протравливались в течение 1 часа в растворе HCl:HF:H2O=1:50:150 при 70°С. Далее производилась полировка в течение 1 часа с использованием суспензии на основе коллоидного кремнезема Nalco 2360 и полировальника Suba 500, затем полировка в водном растворе коллоидного кремнезема (15:1) 2360 на полиуретане Politex Supreme более 1 часа. Механической полировкой удаляют поверхностный слой 10 мкм. Здесь обеспечивается полировка с уровнем шероховатости Rz ~5 нм, однако в качестве недостатков можно отметить большую трудоемкость изготовления элементов при низкой производительности.
В рамках данной заявки решается задача повышения производительности обработки лангаситовых кристаллических элементов с высоким качеством поверхности.
Поставленная задача решается тем, что способ изготовления лангаситовых КЭ Y-среза, включает поэтапную шлифовку лангаситовых пластин корундами с зернистостью ЭБ8, М28, М14, химическое травление пластин в растворе HCl:HF:Н2О=1:10:30 при температуре 70-90°С на глубину не менее 28 мкм, механическую полировку со снятием приповерхностного слоя на глубину не менее 5 мкм, химическое травление в растворе HCl:HF:H2O=1:50:150 и финишную механическую полировку пластин.
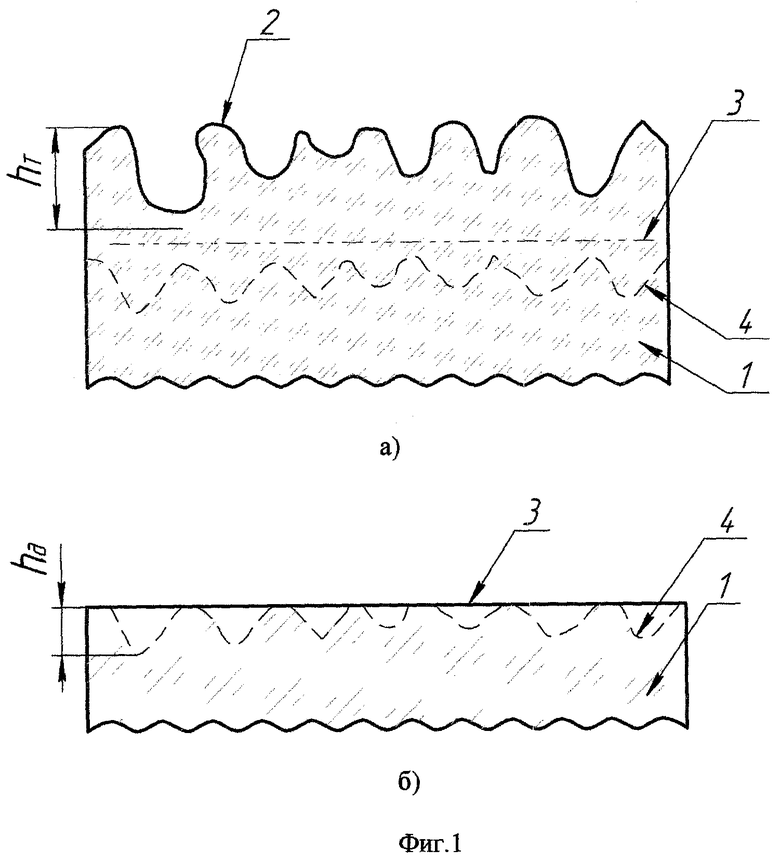
На фиг.1 изображена схема поверхностных нарушений после химического травления шлифованных ЛГС-пластин (а) и последующей полировки (б).
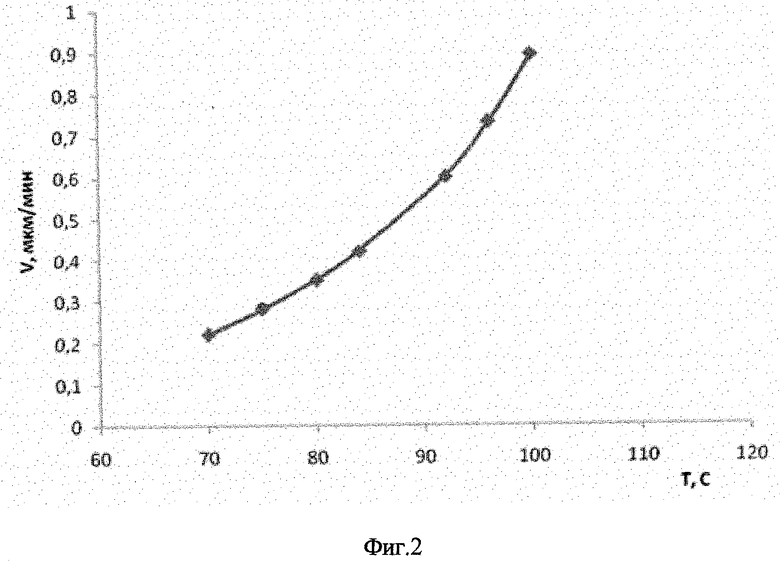
На фиг.2 показана зависимость скорости полирующего травления ЛГС (Y-срез) от температуры в растворе HCl:HF:H2O=1:50:150.
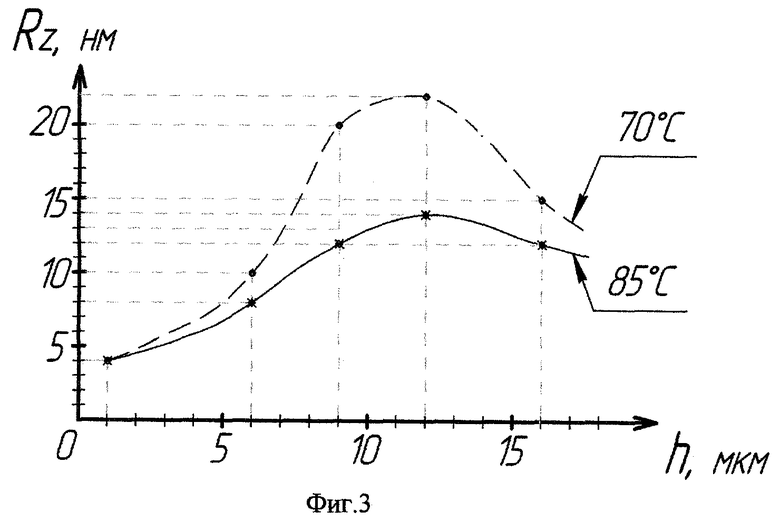
На фиг.3 показана шероховатость поверхности ЛГС-пластин в процессе финишного травления после этапа промежуточной механической полировки.
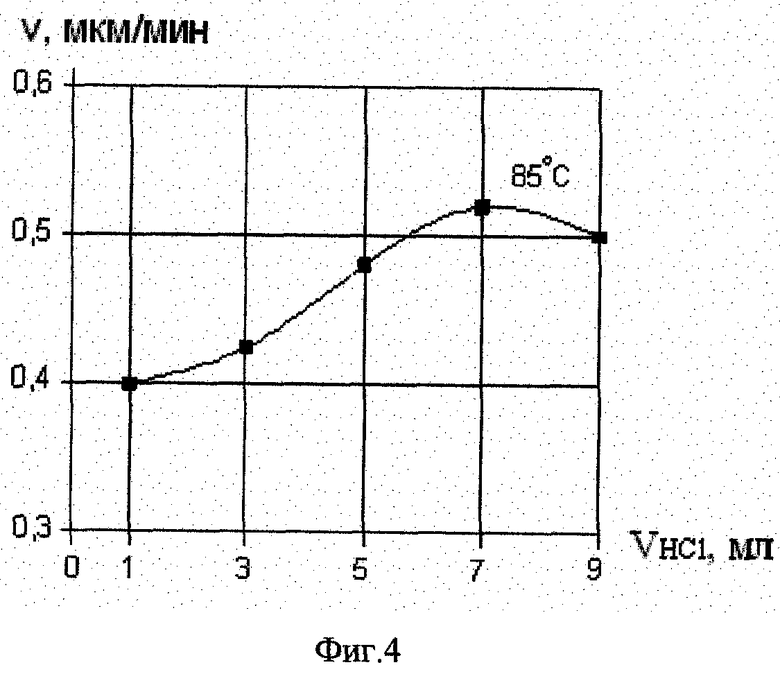
На фиг.4 приведено изменение скорости травления ЛГС при повышении объемного содержания HCl в исходном растворе HCl:HF:H2O=1:50:150.
Заявленный способ реализуется в такой последовательности. Кристалл ЛГС передается на распиловку, где на распиловочном станке К8611 распускается на секции. Затем секции на станках 06ФКМ100 043 распускаются на блочки и далее на пластины. После операций распиловки ЛГС пластины подвергаются механической шлифовке на шлифовальной шайбе на корунде марки ЭБ8. Данным корундом снимается поверхностный слой толщиной 0,5±0,01 мм. Затем пластины обрабатываются на корунде М28, которым снимается 0,2±0,01 мм, и передаются на шлифовку корундом M14, толщина снимаемого слоя на котором составляет 0,06±0,01 мм.
По окончании операций механической шлифовки пластины 1 (фиг.1) передаются на химический участок, где их подвергают химическому травлению на глубину 28 мкм и более в растворе HCl:HF:H2O=1:10:30, в результате получается поверхность 2, представленная на фиг.1(а), с величиной поверхностных нарушений hт≤5 мкм. Затем на участке механической полировки снимается приповерхностный слой 2 на глубину 5 мкм или более; поверхность 3, полученная после полировки, представлена на фиг.1(б). Затем полированные пластины 1 снова подвергаются химическому травлению на глубину 10 мкм в растворе HCl:HF:H2O=1:50:150 для снятия деформированного слоя 4, после чего производится финишная механическая полировка с глубиной съема поверхностного слоя 5 мкм. Данная технология позволяет добиться шероховатости поверхности на уровне 5 нм, на которой после дальнейшего химического травления не выявляются поверхностные дефекты в виде царапин, ямок и т.п. Способ реализуется в полной мере для изготовления лангаситовых КЭ с высоким качеством полировки при толщине 50 мкм и более.
Чтобы определить граничные значения признаков изобретения, были проведены следующие опыты на партии КЭ из лангасита Y-среза. Пластины закончили шлифовать на корунде М14, затем скруглили до диаметра 5 мм. Далее производили химическое травление в водных растворах HCl и HF при температурах 70-100°С. На фиг.2 изображен график, который показывает зависимость скорости двухстороннего травления v от температуры Т раствора. Для технологии выбран предел 70-90°С, в этом диапазоне получается хорошее качество поверхности. При температуре выше 90°С наблюдается сильное испарение раствора, что приводит к изменению его концентрации, а это в свою очередь нарушает повторяемость технологического режима.
Также были проведены измерения шероховатости поверхности КЭ на разных этапах обработки. На фиг.1 показана схема поверхности шлифованной пластины 1 после травления (на схеме травление показано с одной стороны, верхней). Установлено, что на глубине травления 28 мкм величина поверхностных нарушений hт находится в пределах 5 мкм, поверхность имеет вид 2 (фиг.1(a)). Дальнейшее травление приводит к медленному снижению hт.
Следующей операцией является промежуточная механическая полировка, при осуществлении которой поверхность 2 выравнивается до уровня 3 (фиг.1(а, б)). Очевидно, внутри пластины 1 остается деформационный слой 4 (фиг.2(б)), глубиной hд.
В дальнейшем пластины поступают на химический участок для осуществления операции финишного химического травления. На фиг.3 показаны графики зависимости шероховатости Rz от глубины снятия поверхностного слоя h. Травление проводилось в растворах HCl:HF:H2O=1:50:150 при температурах 70 и 85°С. Из графиков видно, что предпочтительным является раствор с температурой 85°С. Опытным путем установлено, что максимальная шероховатость наблюдается при глубине травления 11-14 мкм. Из анализа графиков можно предположить, что глубина деформированного слоя hд (фиг.1(б)) составляет 8-10 мкм, когда замедляется процесс растравливания поверхности, что согласуется с выводами [2, 5].
При длительном травлении в растворе HCl:HF:H2O=1:50:150 на поверхности пластин наблюдается образование нерастворимой пленки из фторида лантана. Чтобы избежать этого, увеличивали концентрацию HCl в растворе. Пленка фторида лантана в новом растворе приобретает пористую структуру, не влияет на качество травления и легко удаляется при промывке КЭ. При увеличении концентрации также увеличилась скорость травления v (фиг.4). Из графика видно, что оптимальная скорость съема поверхностного слоя достигается при добавлении в раствор HCl:HF:H2O=1:50:150 соляной кислоты до концентрации HCl:HF:H2O=1:10:30. Следует отметить, что во вновь выбранном растворе скорость травления превышает 0,5 мкм/мин (30 мкм/ч), а шероховатость поверхности остается на уровне 10-15 нм при травлении 1, 2,…4 часа.
Далее пластины передаются на механическую финишную полировку, где снимается приповерхностный слой на глубину 5 мкм. В итоге после полировки мы получаем пластины с шероховатостью поверхности ~5 нм.
Таким образом, в опытах установлено, что известный полирующий раствор [5] можно использовать на этапе финишного травления, а выбранный раствор HCl:HF:H2O=1:10:30 - на этапе промежуточного травления ЛГС при температурах 70-90°С.
Кроме того, на этапах механической полировки использован отечественный микропорошок «Фторопол» в виде водной суспензии 1:2. «Фторопол» имеет зернистость 0,8 мкм и состоит из окиси церия с добавкой оксифторидов металлов, широко используется в производстве кварцевых КЭ.
Замечено, что при финишной механической полировке уже на глубине 2-3 мкм Rz≈5 нм, и обеспечивается допустимая плоскопараллельность КЭ.
Выбрана оптимальная глубина химического травления. На промежуточном этапе нижняя граница 28 мкм. Верхнюю границу можно задавать из практики производства. На промежуточном этапе механической полировки удаляется поверхностный слой 5 мкм и более.
Для сравнения, в прототипе при операциях механической шлифовки на корундах М10, М7, М5, М3 затрачивается не менее трех смен (24 часа) с выходом годных КЭ около 50%. При двухсторонней шлифовке здесь удаляется ~100 мкм толщины КЭ. В заявленном техническом решении сравнимая толщина удаляется в течение одной смены (8 часов). Это очевидно, поскольку при двухстороннем химическом травлении со скоростью 0,5 мкм/мин за 3 часа можно удалить 90 мкм ЛГС. Остального времени до конца смены достаточно для снятия 10 мкм на операции промежуточной механической полировки. Выход годных КЭ с толщиной 50-70 мкм превышает 97%.
По сравнению с прототипом в заявленном способе производительность изготовления тонких КЭ из ЛГС Y-среза увеличивается в 2-3 раза.
Источники информации
1. Технологический процесс изготовления кварцевых резонаторов УИЯД 01200.00004, НИИ приборостроения, 05.12.2003, г.Омск.
2. Смагин А.Г. Фундаментальное поглощение упругих волн в кристаллах. М.: «Воентехиниздат», 2002, с.9-12.
3. Смагин А.Г., Ярославский М.И. Пьезоэлектричество кварца и кварцевые резонаторы. М.: «Энергия», 1970, с.156-168.
4. Патент России 2301141 С1 от 30.11.2005 «Способ обработки подложек монокристаллического лантангаллиевого силиката, фирма ОАО «Фомос Материалс».
5. Laffey S., Heridrickson М. and Vig J.R. Polishing and Etching Langasite Quartz Crystals // IEEE International Frequency Control Symposium. - 1994. - p.245-250.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ СТЕКЛА | 2014 |
|
RU2595283C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ | 1989 |
|
RU1739826C |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ АТ-СРЕЗА | 1995 |
|
RU2117382C1 |
| Способ изготовления тонких кристаллических пластин и тонких кристаллических элементов | 2019 |
|
RU2712426C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЬЕЗОЭЛЕМЕНТОВ ДЛЯ ВЫСОКОЧАСТОТНЫХ РЕЗОНАТОРОВ | 2010 |
|
RU2458458C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ РЕЗОНАТОРОВ БТ-СРЕЗА | 1999 |
|
RU2169986C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТОЧНЫХ ЦИЛИНДРИЧЕСКИХ МИКРОЛИНЗ С РАЗЛИЧНЫМ ПРОФИЛЕМ СЕЧЕНИЯ | 2007 |
|
RU2355652C2 |
| СПОСОБ ОБРАБОТКИ ПОДЛОЖЕК МОНОКРИСТАЛЛИЧЕСКОГО ЛАНТАНГАЛЛИЕВОГО СИЛИКАТА | 2005 |
|
RU2301141C1 |
| Способ обработки поверхности пластин антимонида индия (100) | 2023 |
|
RU2818690C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ Z-СРЕЗА | 2012 |
|
RU2475950C1 |
Изобретение относится к способу обработки кристаллических элементов из лангаситового силиката (ЛГС) и может быть использовано в радиоэлектронной промышленности для изготовления высокочастотных резонаторов и широкополосных фильтров. Способ включает поэтапную шлифовку лангаситовых пластин корундами с зернистостью ЭБ8, М28, M14, химическое травление пластин в растворе HCl:HF:H2O=1:10:30 при температуре 70-90°С, механическую полировку со снятием приповерхностного слоя на глубину 5 мкм, химическое травление в растворе HCl:HF:H2O=1:50:150 и финишную механическую полировку пластин. Технический результат: повышение производительности обработки лангаситовых кристаллических элементов с высоким качеством поверхности. 4 ил.
Способ изготовления лангаситовых кристаллических элементов Y-среза, включающий поэтапную шлифовку лангаситовых пластин корундами с зернистостью ЭБ8, М28, М14, химическое травление пластин в растворе HCl:HF:H2O=1:10:30 при температуре 70-90°С, механическую полировку со снятием приповерхностного слоя на глубину 5 мкм, химическое травление в растворе HCl:HF:H2O=1:50:150 и финишную механическую полировку пластин.
| US 5605490 А, 25.02.1997 | |||
| СПОСОБ ОБРАБОТКИ ПОДЛОЖЕК МОНОКРИСТАЛЛИЧЕСКОГО ЛАНТАНГАЛЛИЕВОГО СИЛИКАТА | 2005 |
|
RU2301141C1 |
| RU 2052546 С, 20.01.1996 | |||
| JP 3873775 В2, 24.01.2007. | |||

