Предлагаемое изобретение относится к отрасли производства резинотехнических изделий, преимущественно резинометаллических уплотнений для подшипников качения, в частности изготовления их эластичных элементов штамповкой из кольцевых штучных заготовок сырой или вулканизированной листовой резины, и может быть применено в подшипниковой промышленности и других отраслях народного хозяйства.
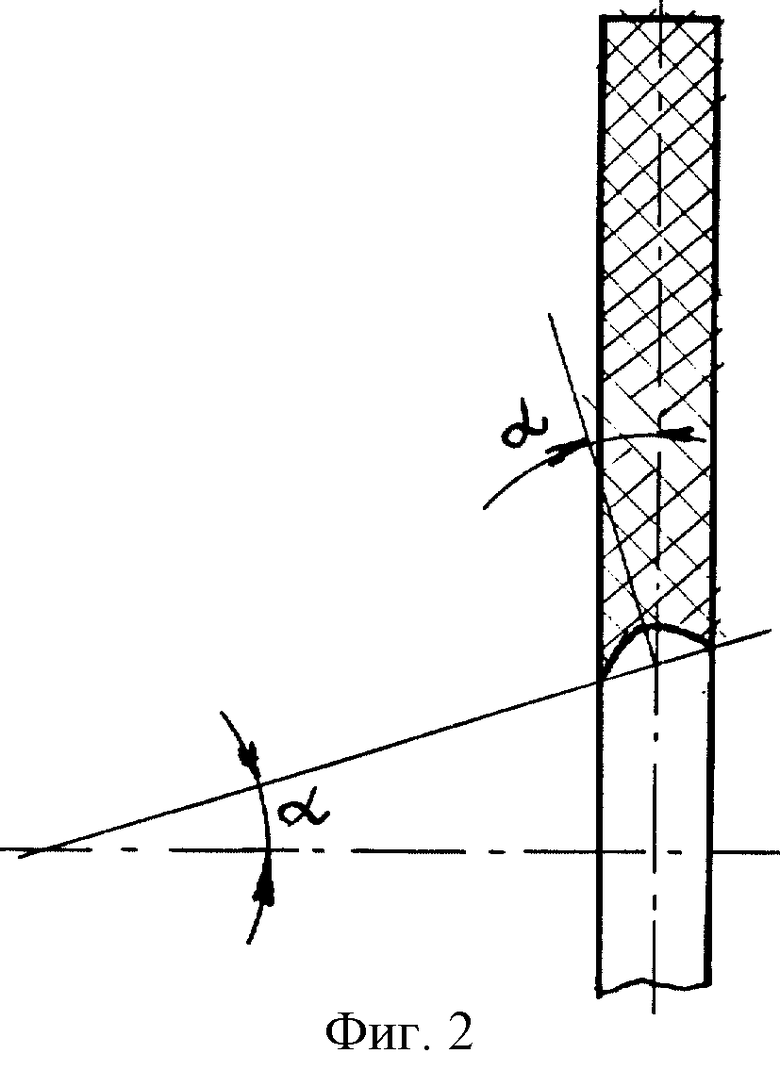
Известен способ изготовления резинометаллических уплотнений для подшипников качения с симметричным и асимметричным профилем поперечного сечения отверстия, представленных на фиг. 1 и 2, при котором в рабочие полости многоместных прессформ устанавливаются на упоры металлические кольца и пуансоны, создающие рабочий профиль эластичной части уплотнения, с последующим заполнением свободных полостей резиновыми смесями под большим давлением, по заполнению которых затем вулканизируются при температурах полимеризации, после чего прессформы с уплотнениями остужаются до температуры 20oC, уплотнения извлекаются из последней и подвергаются доработке вручную для снятия заусениц.
Указанный способ описан в ряде работ [1-28] и пока широко применяется на практике.
К недостаткам указанного способа следует отнести:
- чрезвычайно высокую стоимость прессформ и низкую их стойкость;
- высокую трудоемкость изготовления уплотнений из-за применения больших затрат ручного труда для выполнения цикла операций;
- большой расход тепловой или электрической энергии на производство 1 кг уплотнений.
Проведенными исследованиями патентной и др. технической документации, в т.ч. технической литературы, по имеющимся в Волгоградской патентной и научно-технической библиотеке материалам аналогов, используемых в качестве прототипа, не выявлено.
Целью предлагаемого изобретения является повышени экономичности и снижение затрат на производство резинометаллических уплотнений штамповкой эластичных элементов из штучных кольцевых заготовок, полученных вырубкой из сырой или вулканизированной листовой резины.
Эта цель достигается тем, что
- для получения эластичного элемента с двухкромочным симметричным рабочим профилем поперечного сечения отверстия заготовку сначала сжимают осевым усилием Pсж до 0,3 - 0,8 ее первоначальной толщины, а затем деформированный выпуклый контур на отверстии обрубают в штампе пуансоном - Pо;
- а для получения элементов с двухкромочным асимметричным профилем поперечного сечения, кромки которого расположены под некоторым углом к оси элемента, заготовку сначала изгибают в осевом направлении, затем сжимают осевым усилием Pсж до 0,3 - 0,8 ее первоначальной толщины, после чего производят обрубку выпуклого контура под требуемыми углами.
Полученные по предлагаемому техническому решению эластичные элементы соединяются с металлическим элементом уплотнения последующими или вулканизацией или наклеиванием, что дает возможность помимо прочих достоинств автоматизировать процессы изготовления резинометаллических уплотнений и повысить производительность.
На фиг. 1 и 2 представлены поперечные разрезы эластичных элементов резинометаллических уплотнений подшипников качения соответственно симметричного и асимметричного профилей.
На фиг. 3 и 4 представлены в диаметральных разрезах схемы изготовления эластичных элементов уплотнений с двухкромочным профилем отверстия соответственно симметричного и асимметричного сечений.
Способ осуществляют следующим образом.
Для эластичных элементов с симметричным профилем предварительно вырубленные кольцевые заготовки 1 из сырой или вулканизированной листовой резины кладут в кольцевую полость матрицы 2 комбинированного штампа, сжимают ее осевым усилием Pсж с помощью прижима 3, а по достижении толщины элемента, равной 0,3 - 0,8 от первоначальной, деформированный выпуклый контур на отверстии обрубают пуансоном 4, после чего эластичный элемент удаляют из полости штампа.
Для получения эластичных элементов с асимметричным профилем поперечного сечения отверстия поступают аналогично изготовлению эластичного элемента симметричного профиля с той лишь разницей, что после укладки кольцевой заготовки в полость матрицы ее сначала изгибают в осевом направлении с помощью специального углового фасонного прижима 3, затем сжимают их осевым усилием до 0,3 - 0,8 ее первоначальной толщины, после чего обрубают деформированный выпуклый контур пуансоном 4.
По данному способу также изготавливают эластичные элементы резинометаллических уплотнений с размещением кромочных профилей на наружном диаметре, при этом в обоих случаях глубина вогнутого профиля зависит от степени сжатия заготовки в осевом направлении - чем больше заготовка подвергается сжатию осевым усилием, тем больше глубина вогнутого профиля.
Пример конкретного исполнения.
Разработаны рабочие чертежи штампов для изготовления эластичных элементов для резинометаллических уплотнений с симметричным и асимметричным профилями отверстий, по ним изготовлены и опробованы штампы на опытной партии эластичных элементов из сырой и вулканизированной резины. Проведенные опытные работы подтвердили положения патентуемого технического решения и высокое качество полученных эластичных элементов.
Внедрение способа предполагается в 2002 году по окончании опытных работ по определению величин глубины вогнутости профиля в зависимости от толщины исходной заготовки и проведения стойкостных испытаний уплотнений в собранных подшипниках.
Внедрение в производство способа изготовления эластичных элементов позволит:
- снизить затраты на изготовление резинометаллических уплотнений для подшипников качения ориентировочно в 5-10 раз;
- сократить расход тепловой или электрической энергии на их изготовление ориентировочно в 20 раз;
- автоматизировать процессы изготовления эластичных элементов, сборки и соединения их с металлическим элементом уплотнения;
- полностью устранить ручные работы по снятию заусениц, отказаться от применения дорогостоящих прессформ.
Источники информации
1. Справочник "Подшипники качения" под ред.Спицына Н.А. и Спришевского А.Н. - М.: Госнаучтехиздат машиностроительной литературы, 1961, с.175.
2. Шац Я.Ю. Уплотнения подшипниковых узлов. - М. - Киев: Машгиз, 1963.
3. Кокичев В.Н. Уплотняющие устройства в машиностроении. - Л.: Судпромгиз, 1962.
4. Спицын Н. А. Основы проектирования уплотнений для высокоскоростных подшипников качения, журнал "Вестник машиностроения", 9-1959.
5. Уплотнения. Сборник статей. Перевод с английского под.ред. Житомирского В.К. - М.: Машиностроение, 1964.
6. Раздолин М.В. Уплотнения авиационных гидравлических агрегатов. - М.: Машиностроение, 1965.
7. Голубев А. Н. Современные уплотнения вращающихся валов. - М.: Машиностроение, 1963.
8. Голубев А. Н. Торцовые уплотнения вращающихся валов. - М.: Наука, 1966.
9. Голубев Г.А. и Кукин Г.М. Уплотнения вращающихся валов. - М.: Наука, 1966.
10. Проблемы современной уплотнительной техники. Сборник статей под. ред. Прокофьева В.Н. и др. - М.: Мир, 1967.
11. Сбеев С.Г., Дренчев З.П. Уплотнения. - София: Техника, 1969.
12. Макаров Г.В. Уплотнительные устройства. - Л.: Машиностроение, 1973.
13. Мясковский Е. Г. Динамические и стояночные уплотнения вращающихся валов. - М.: ЦИНТИхимнефтемаш, 1973.
14. Васильцов Е.А. Бесконтактные уплотнения. - Л.: Машиностроение, 1974.
15. Голубев Г. А. и др. Контактные уплотнения вращающихся валов. - М.: Машиностроение, 1976.
16. Краев М. В. и др. Гидродинамические радиальные уплотнения высокооборотных валов. - М.: Машиностроение, 1976.
17. Чуб Е. Ф. Крупногабаритные подшипники качения. М.: Машиностроение, 1976.
18. Бейзельмап В.Д. и др. Подшипники качения. Справочник. - М.: Машиностроение, 1975.
19. ГОСТ 8882-75 Подшипники шариковые радиальные с уплотнениями; технические требования. - М.: Изд. стандартов, 1976.
20. Потураев В. Н. и др. Резиновые детали машин. - М.: Машиностроение, 1977.
21. Проспект фирмы НПП "Экопроект", Уплотнения, профили SEAL-JET.
22. Ромаповский В.П. Справочник по холодной штамповке, изд. 6-е, - Л.: Машиностроение. 1979.
23. Материалы симпозиума - изделия фирмы INA в автостроении, М.
24. Комиссар А.Г. Уплотнительные устройства опор качения. - М., 1980.
25. Григорьев В.Н. и др. Транспортные машины для подземных разработок. - М.: Недра, 1984.
26. Технические условия ТУ 38.105.1789-87 "Уплотнители резинометаллические теплостойкие для подшипников". Разработаны НИИРП Миннефтехимпрома СССР, г. Москва, утв. Гл. инж. ВПО Союзрезинотехника Харламовым Е.Т. 15.09.87 (Прототип).
27. Перель Л.Я., Филатов А.А. Подшипники качения, расчет, проектирование и обслуживание опор. Справочник, изд.2-е, - М.: Машиностроение: 1992, с. 318-339.
28. ГОСТ 8752-79. Манжеты резиновые армированные для валов, технические условия. - М.: Госстандарт, 1979.9
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДШИПНИК КАЧЕНИЯ С УПЛОТНЕНИЕМ | 1998 |
|
RU2154756C2 |
| РОЛИКОВЫЙ СФЕРИЧЕСКИЙ ОДНОРЯДНЫЙ ПОДШИПНИК | 2001 |
|
RU2215205C2 |
| РОЛИКОВЫЙ СФЕРИЧЕСКИЙ ОДНОРЯДНЫЙ ПОДШИПНИК | 2000 |
|
RU2199039C2 |
| КОНИЧЕСКИЙ РОЛИКОВЫЙ ПОДШИПНИК | 2005 |
|
RU2296251C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРУЖНЫХ КОЛЕЦ ПОДШИПНИКОВ КАЧЕНИЯ | 1998 |
|
RU2148461C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 1999 |
|
RU2154556C1 |
| СПОСОБ КОНТРОЛЯ РАЗМЕРОВ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ ДВУХРЯДНЫХ И ОДНОРЯДНЫХ РАДИАЛЬНО-УПОРНЫХ ШАРИКОПОДШИПНИКОВ | 1999 |
|
RU2170373C2 |
| СПОСОБ ОБЕСПЕЧЕНИЯ ЗАДАННОГО ДОПУСКА УГЛА КОНТАКТА В ДВУХРЯДНЫХ РАДИАЛЬНО-УПОРНЫХ ШАРИКОПОДШИПНИКАХ | 2001 |
|
RU2244857C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ ДВУХРЯДНЫХ РАДИАЛЬНО-УПОРНЫХ ПОДШИПНИКОВ | 1996 |
|
RU2124150C1 |
| УСТРОЙСТВО ДЛЯ КЛЕПКИ ИЗДЕЛИЙ ТИПА ЗМЕЙКОВЫХ СЕПАРАТОРОВ ПОДШИПНИКОВ КАЧЕНИЯ | 2000 |
|
RU2202435C2 |


Изобретение относится к отрасли производства резинотехнических изделий и может быть использовано в подшипниковой промышленности и других отраслях народного хозяйства. В способе изготовления эластичных элементов резинометаллических уплотнений подшипников качения штамповкой из кольцевой штучной заготовки для получения элементов с двухкромочным симметричным рабочим профилем поперечного сечения отверстия заготовку сначала сжимают осевыми усилиями до 0,3 - 0,8 ее первоначальной толщины, а затем деформированный выпуклый контур на отверстии обрубают. Для получения элементов с двухкромочным асимметричным профилем поперечного сечения отверстия заготовку сначала изгибают в осевом направлении, затем сжимают осевым усилием до 0,3 - 0,8 ее первоначальной толщины, после чего обрубают деформированный выпуклый контур. Использование данного изобретения позволяет снизить затраты на изготовление резинометаллических уплотнений для подшипников качения. 1 з.п.ф-лы, 4 ил.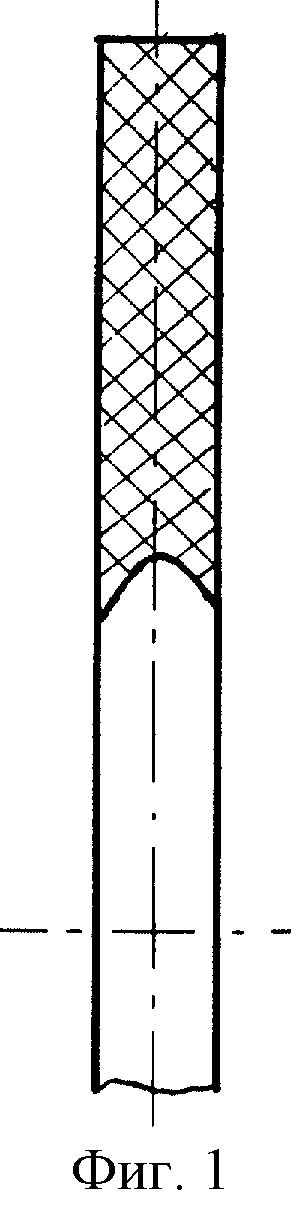
| МУРАТОВ Э.О | |||
| и др | |||
| Оборудование для производства формовых резиновых изделий | |||
| -М.: Машиностроение, 1978, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| 0 |
|
SU213477A1 | |
| Уплотнение подшипника качения | 1989 |
|
SU1677392A1 |
| Способ определения собственных частот колебаний вала и устройство для его осуществления | 1982 |
|
SU1239521A1 |
| Трубоволочильный барабан | 1984 |
|
SU1232314A2 |
| ГИБРИДНЫЙ ЭЛЕКТРОПРОВОДЯЩИЙ МАТЕРИАЛ НА ОСНОВЕ ПОЛИМЕРА И УГЛЕРОДНЫХ НАНОТРУБОК И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2017 |
|
RU2665394C1 |

