Изобретение относится к области обработки металлов давлением, а именно к холодной раскатке колец подшипников качения.
Известен способ изготовления колец, по крайней мере двухрядных подшипников качения [1], включающий предварительное вытачивание кольцевой профильной заготовки и последующее формирование профиля кольца путем открытой раскатки. Недостатком этого способа является невозможность получения колец однорядных подшипников с канавками под уплотнения и недостаточно высокая точность раскатки.
Наиболее близким техническим решением к заявляемому является способ изготовления наружных колец шарикоподшипников [2], включающий вытачивание заготовки с внутренними фасками и ее последующую раскатку. Однако таким способом можно получить кольца только из конструкционных углеродистых сталей при существенных ограничениях на форму профиля канавки - невозможно получение поверхностей перпендикулярно оси раскатника. При использовании для раскатки стали ШХ-15 профиль кольца не выкатывается полностью, в любом случае невозможно получить канавку глубиной более 2,5 мм.
Техническая задача, решаемая с помощью изобретения, - повышение качества раскатки колец путем гарантированного выкатывания профиля кольца при одновременном повышении точности раскатки.
Указанная задача достигается тем, что в известном способе изготовления наружных колец подшипников качения, включающем предварительное вытачивание кольцевой профильной заготовки, холодную раскатку заготовки с получением заданного профиля кольца, при предварительном вытачивании профиль заготовки под раскатку формируют из условия, что коэффициенты раскатки по дорожке качения готового кольца, бортикам и канавкам под уплотнения принимают отличающимися один от другого не более чем на 6%, а усилие раскатки и/или темп подачи раскатного инструмента задают в зависимости от скорости изменения наружного диаметра кольца. Кроме того, в процессе раскатки СОЖ подают в зону выхода заготовки из очага деформации.
Новым является то, что профиль заготовки под раскатку формируют из условия, что коэффициенты раскатки по дорожке качения готового кольца, бортикам и канавкам под уплотнения отличаются один от другого не более чем на 6%, а усилие раскатки и/или темп подачи раскатного инструмента задают в зависимости от скорости изменения наружного диаметра кольца. Кроме того, в процессе раскатки СОЖ подают в зону выхода заготовки из очага деформации.
Используемые в настоящее время раскатные машины работают либо при заданном законе изменения подачи раскатного инструмента (например, 4К046) либо заданном законе изменения усилия раскатки (например, УПВ-63). Из-за различия размеров, механических свойств заготовки, изменения характеристик машины в процессе работы и ряда других факторов скорость увеличения диаметральных размеров заготовки для различных колец неодинакова. При достижении заготовкой необходимого размера поступает сигнал на прекращение цикла раскатки, однако вследствие инерционности привода раскатка продолжается некоторое время после поступления сигнала на отключение. Так как скорость увеличения диаметральных размеров колец различна, различаются и конечные размеры колец. Стабилизация скорости увеличения диаметральных размеров, как предлагается в данном изобретении, позволит повысить точность раскатки. Контроль скорости роста колец может осуществляться, например, путем замера расхода жидкости, вытесняемой из полости гидроцилиндра измерительного ролика, или замера механического перемещения измерительного ролика.
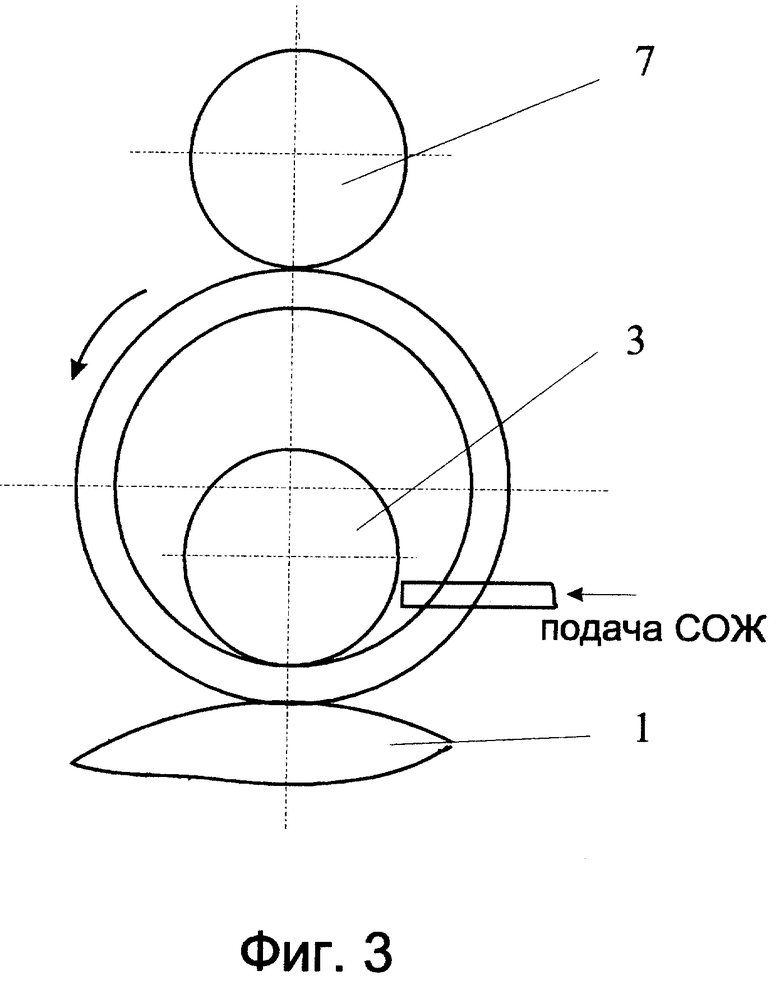
Подача СОЖ в зону выхода заготовки из очага деформации позволяет повысить эффективность охлаждения, снизить температуру заготовки, т.к. увеличивается поверхность охлаждения, кроме того, жидкость подается в зону заготовки с наибольшей температурой.
Сказанное выше поясняется чертежами, на которых изображено:
фиг. 1 - схема раскатки,
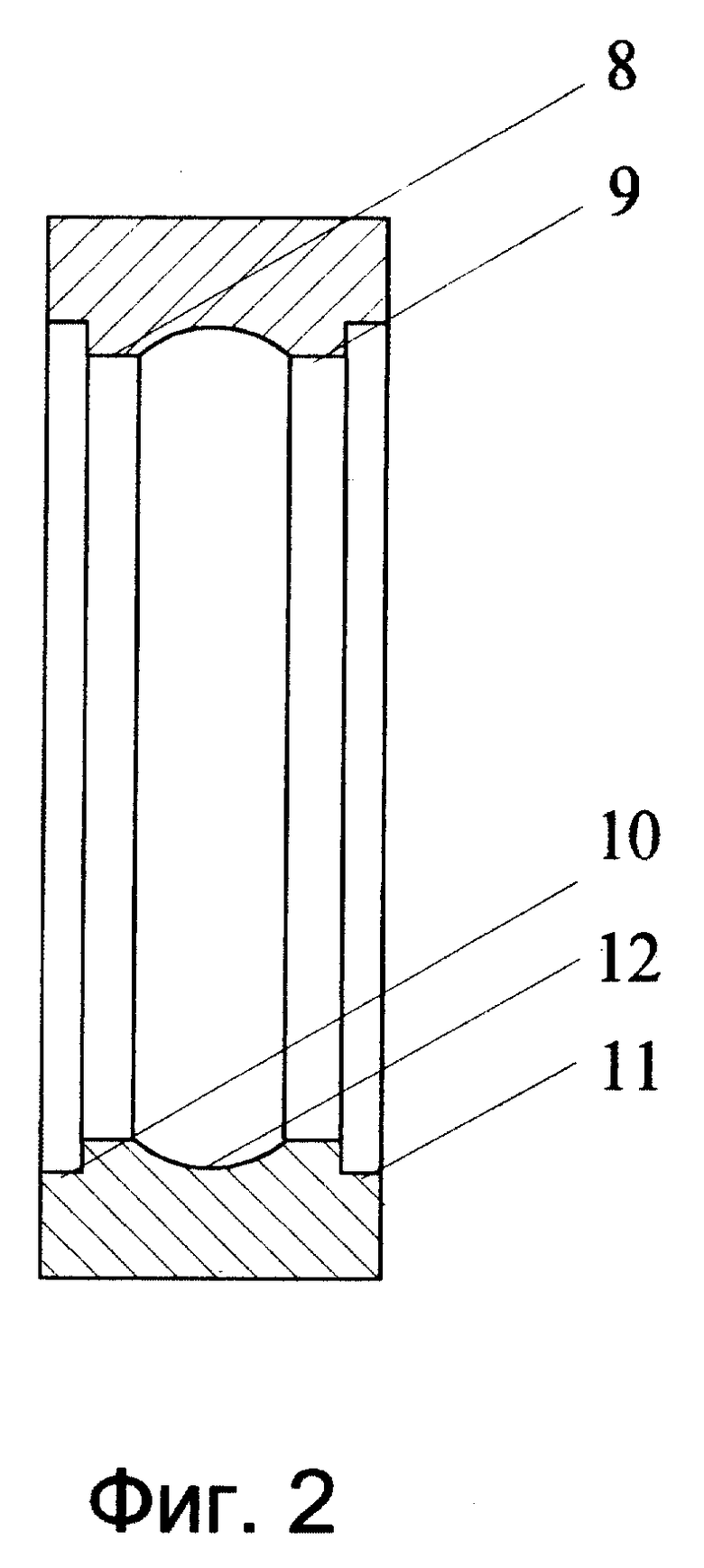
фиг. 2 - профильная заготовка под раскатку наружного кольца шарикового подшипника с уплотнениями,
фиг. 3 - схема подачи СОЖ в зону раскатки.
Примеры осуществления способа.
1. При реализации операций холодной раскатки использовали наружный валок 1 (фиг. 1), имеющий ручей 2 с профилем, предназначенным для формирования монтажных фасок и наружной цилиндрической поверхности кольца, внутренний валок 3, имеющий ручей с профилем, у которого выступы 4 и 5 предназначены для формирования канавок, а выступ 6 в центре предназначен для формирования дорожки качения.
Изготавливали наружные кольца подшипника 6309 ZZ, имеющие после раскатки габариты: наружный диаметр 100,3 мм, ширину 25,8 мм, диаметр бортов 82,75 мм, диаметр дорожки качения 89,45 мм, диаметр канавок 90,05 мм.
Использовали заготовку (фиг. 2), полученную вытачиванием из штучной поковки. Заготовка имеет профильную внутреннюю поверхность, включающую бортики 8,9, торцевые углубления 10, 11 и углубление под дорожку качения 12. Наружный диаметр заготовки составил 81,5 мм, ширина 24,5 мм, диаметр бортиков 61,5 мм, диаметр торцевых углублений 66,3 мм, диаметр углубления под дорожку качения принят равным 61,8; 62,8; 63,8; 64,8; 65,8 мм. Раскатано 5 партий заготовок с указанными размерами, по 20 заготовок в каждой партии. Коэффициент раскатки по диаметру канавки составил 1,35, по диаметру бортов - 1,34, по диаметру дорожки качения 1,46, 1,44; 1,42; 1,40; 1,38. При коэффициентах раскатки свыше 1,44 не выкатывается профиль борта готового кольца, на части заготовок наблюдаются трещины на бортах. Разница в коэффициентах раскатки по поперечному сечению в этом случае составляет Δ = (1,44-1,34)/1,34=7,5%. При коэффициентах раскатки 1,38-1,42 профиль выкатывается полностью Δ = 5,9%.
2. Проводили раскатау наружных колец 6309ZZ из заготовки с указанными выше размерами и диаметром углубления под дорожку качения 65,3 мм. Раскатали 2 партии колец по 50 штук. Первая партия - при постоянной подаче, при раскатке второй партии изменяли темп подачи внутреннего валка в конце цикла раскатки с помощью изменения числа оборотов двигателя механизма подачи. Темп подачи выбирали таким образом, чтобы обеспечить увеличение диаметральных размеров кольца равным 0,2 мм на 1 оборот наружного валка. Скорость увеличения диаметральных размеров кольца измеряли путем контроля перемещения измерительного ролика 7 (фиг. 1). В первой партии точность раскатки составила 0,35 мм, во второй - 0,18 мм.
3. Провели раскатку 2 партий колец по 100 штук. В первой партии подачу СОЖ осуществляли на внутреннюю поверхность заготовки 13 (фиг. 3) в зону выхода ее из очага деформации, во втором случае в зону входа при одинаковых расходах в обоих вариантах. В первой партии дефектов на раскатанных кольцах не обнаружено, во второй партии у 28 колец наблюдаются трещины на торцах из-за повышенного разогрева колец при раскатке.
Данный способ позволяет расширить технологические возможности холодной раскатки за счет увеличения номенклатуры колец, получаемых раскаткой, повысить стойкость инструмента путем уменьшения напряжений при деформации и повысить точность раскатки. Обеспечивается возможность получения канавок под уплотнения глубиной до 4-4,5 мм, составляющей 40-50% от толщины стенки кольца.
Список использованных источников:
1. Патент РФ N 2076785, В 21 H 1/12.
2. Патент РФ N 2036744, B 21 H 1/06.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2012 |
|
RU2522996C2 |
| РАСКАТКА ДЛЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2013 |
|
RU2541220C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483858C1 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483857C1 |
| Способ изготовления колец подшипников качения | 1981 |
|
SU965576A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРУЖНЫХ КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 1993 |
|
RU2036744C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ПАРАМЕТРОВ КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 2014 |
|
RU2583510C2 |
| СПОСОБ ШЛИФОВАНИЯ НАРУЖНЫХ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК КОЛЕЦ | 1992 |
|
RU2041046C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ ПО КРАЙНЕЙ МЕРЕ ДВУХРЯДНЫХ ПОДШИПНИКОВ КАЧЕНИЯ | 1993 |
|
RU2076785C1 |
| ПОДШИПНИК КАЧЕНИЯ С УПЛОТНЕНИЕМ | 1998 |
|
RU2154756C2 |
Изобретение относится к области обработки металлов давлением, а именно к холодной раскатке колец подшипников качения. Сущность: способ включает предварительное вытачивание кольцевой профильной заготовки, холодную раскатку заготовки с получением заданного профиля кольца. При предварительном вытачивании профиль заготовки под раскатку формируют из условия, что коэффициенты раскатки по дорожке качения готового кольца, бортикам и канавкам под уплотнения принимают отличающимися один от другого не более чем на 6%, а усилие раскатки и/или темп подачи раскатного инструмента задают в зависимости от скорости изменения наружного диаметра кольца. Кроме того, в процессе раскатки СОЖ подают в зону выхода заготовки из очага деформации. Данный способ позволяет расширить технологические возможности холодной раскатки за счет увеличения номенклатуры колец, получаемых раскаткой, повысить стойкость инструмента путем уменьшения напряжений при деформации и повысить точность раскатки. Обеспечивается возможность получения канавок под уплотнения глубиной до 4 - 4,5 мм, составляющей 40 - 50% толщины стенки кольца. 1 з.п.ф-лы, 3 ил.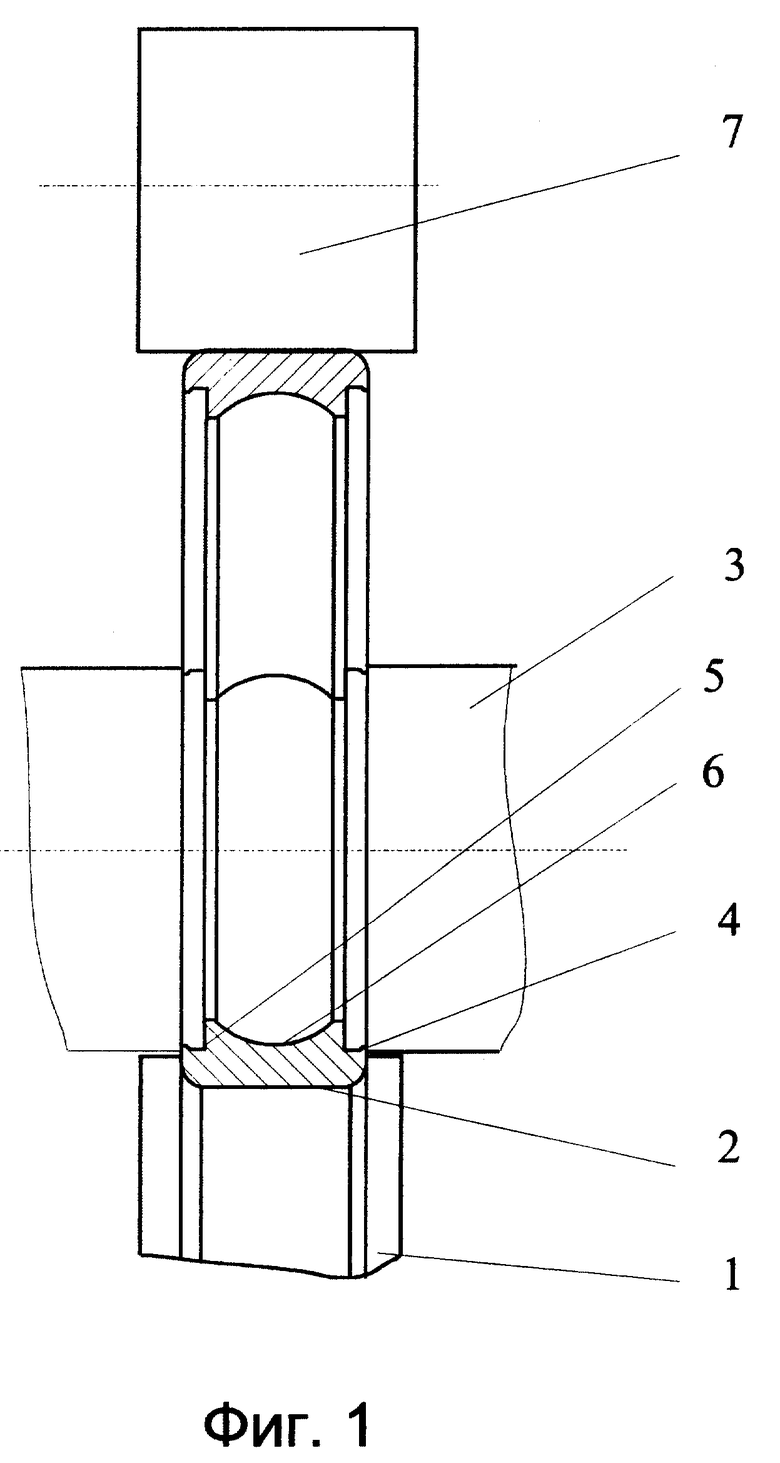
| СПОСОБ ИЗГОТОВЛЕНИЯ НАРУЖНЫХ КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 1993 |
|
RU2036744C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ ПО КРАЙНЕЙ МЕРЕ ДВУХРЯДНЫХ ПОДШИПНИКОВ КАЧЕНИЯ | 1993 |
|
RU2076785C1 |
| СПОСОБ РАСКАТКИ КОЛЕЦ | 1994 |
|
RU2122482C1 |
| RU 95110551 A, 10.06.1997 | |||
| Способ изготовления резьбовых муфт | 1984 |
|
SU1216227A1 |
| DE 4454739, 13.06.1984. | |||
