Изобретение относится к переработке полимерных материалов, в частности к оборудованию для производства слоистых труб и полых комбинированных изделий из пластмасс.
Целью изобретения является повышение качества изделий при экструзии трехслойных труб за счет введения в средний слой стенки трубы другого полимера и улучшения сваривания слоев.
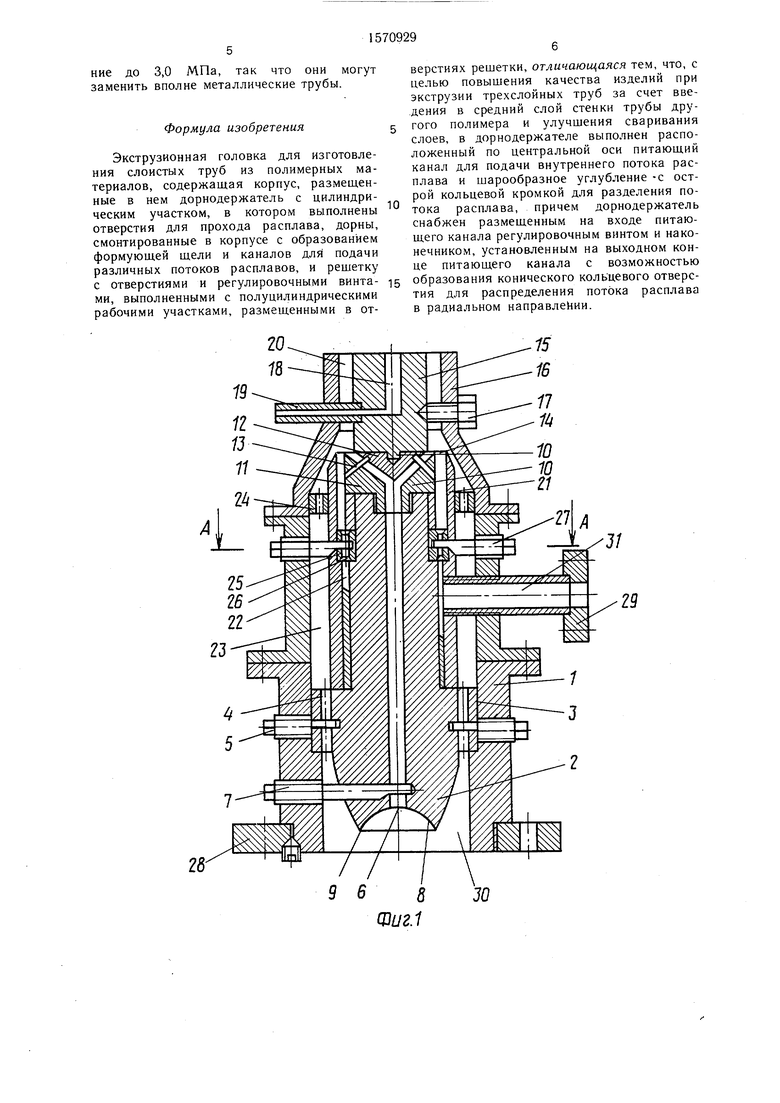
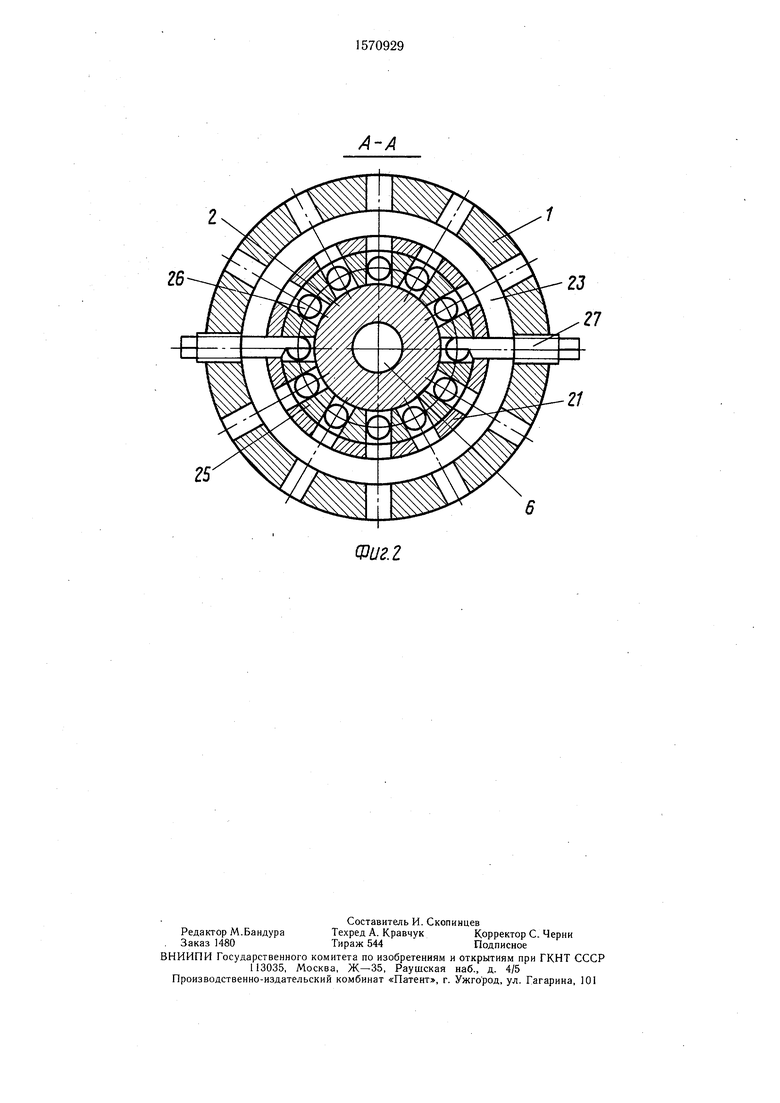
На фиг. 1 показана экструзионная головка, продольный разрез; на фиг. 2 - сечение А-А на фиг. 1.
Экструзионная головка содержит разъем- ный корпус 1, в котором расположен
дорнодержатель 2 с цилиндрическим участком 3 с выполненными в нем отверстиями 4 для прохода внешнего потока расплава и регулировочными винтами 5. В дорнодержателе 2 выполнен расположенный по центральной оси питающий канал 6 для подачи внутреннего расплава с регулировочным винтом 7 на входе и шарообразное углубление 8 с острой кольцевой кромкой 9 для разделения потока расплава.
На выходе питающего канала 6 установлен наконечник 10, состоящий из конфу- зора 11 и конуса 12, соединенных жестко- резьбовыми шпильками 13 и установленных
ел 1
о
СО
ю
СО
1570929
34
с возможностью образования коническогодержателя 2 поступает в канал 22 и далее
кольцевого отверстия 14 для распределениячерез отверстия дополнительной решетки 24
потока расплава в радиальном направлении.в коническую часть формующей втулки 16
На конусе 12 наконечника 10 закреп-и накладывается в качестве внешнего слоя
лен дорн 15. На корпусе 1 установлена5 трубы на два уже слитых слоя. Регуформующая втулка 16. Дорн 15 смонтиро-лировка расхода расплава- полимера для
ван с возможностью его центрированиявнешнего слоя трубы осуществляется с попосредством винтов 17 и в нем выполненмощью перекрытия отверстий 4 в дорноканал 18 для охлаждающей среды, связан-держателе 2 регулировочными винтами 5.
ный с патрубком 19. Между дорном 15При наслаивании внутреннего среднего
и втулкой 16 образована формующая щель 201° и внешнего потоков расплава друг на
В корпусе 1 смонтирован дорн 21друга происходит их сварка,
с образованием каналов 22 для средне-Далее при совместном течении двух
го потока расплава и канал 23 для внеш-комбинированных расплавов в виде кольценего потока. Каналы 22 и 23 сооб-вого составного потока с тремя концентрищены с формующей щелью 20. Для цент-15 ческими слоями на выходе образуется
ровки дорна 21 в цилиндрической частитрехслойное изделие трубчатой формы,
раструба формующей щели 20 установленаВ качестве цервого и третьего слоя необдополнительная решетка 24 на пути внеш-ходимо использовать более мягкий полинего потока расплава в канале 23.мер типа полиэтилена, а средний слой
(сердцевину) можно формовать из более
В канале 22 установлена решетка 2520 жесткого полимера типа полистирола и смос отверстиями 26 и регулировочными вин-листых материалов. Каждый слой не завитами 27 с полуцилиндрическими рабо-сим друг От друга и его толщину и
чими участками, размещенными в отверс-радиальную неравномерность, а также
тиях 26 решетки 25 (фиг. 2).скорость и давление можно регулировать
Корпус 1 головки соединен с экстру-25 посредством регулировочных винтов 5, 7 и 27.
дерами (не показаны) посредством фланцевПредлагаемое изобретение наиболее по28 и 29. Для подачи расплава от экстру-лезно в производстве самонесущих толстодеров предназначены каналы 30 и 31.стенных трубчатых изделий.
Экструзионная головка работает еле-Экспериментальные исследования проводующим образом.дились на опытной установке, состоящей
Расплавы полимеров, нагнетаемые экструзо из двух экструдеров и формующей головдерами, проходят в каналы 30 и 31. Рас-Ки. Получали с помощью соэкструзии
плав первого материала для внутреннеготрехслойные комбинированные трубы (внути внешнего слоев трубы в канале 30ренний первый и наружный третий слои
разделяется острой кольцевой кромкой 9 наформировались из полиэтилена низкого даввнутренний и внешний потоки.ления марки 277-73 ГОСТ 16338-85,
Внутренний поток расплава продавли-35 а второй средний слой (сердцевина) из
вается далее через шарообразное углублениеполистирола марки ГОСТа 20282-
8, в котором образуется подпорная зона,74) наружным диаметром 50 мм, толщиполимер поступает в питающий канал 6,нои 4 мм.
а затем через наконечник 10 в результатев качестве второго среднего -слоя мож- прохода через коническое кольцевое от-но использовать полимерные отходы, а верстие 14 внутренний поток распределяет,4и также утилизировать смолистые и другие ся в радиальном направлении, образуявязкотекучие материалы, внутренний слой трубы. Регулировка расхо-Внутренний и внешний слои нагнета- да внутреннего потока расплава полимерались экструдером марки АТЛ-45-П с червя- производится с помощью изменения про-ком диаметром 45 мм и длиной 1125 мм, ходного сечения подающего канала 6 регу-45 а средний слой подавался экструдером с лировочным винтом 7.червяком диаметром 40 мм и длиной 640 мм. Расплав второго материала для сред-Экспериментальные исследования экстру- него слоя трубы поступает по каналу 31знойной головки для изготовления слоис- перпендикулярно каналу 22, затем, меняятых труб из полимерных материалов no- направление в канале 22, поток распла-казали, что она обеспечивает повышение ва проходит через отверстие 26 решетки 2550 качества и механической прочности комби- и далее наслаивается на расплав полиме-нированных трехслойных труб, а также ра внутреннего слоя трубы, образуя сред-улучшение равномерности распределения ний ее слой.толщины слоев и сваривание различных Регулировка расхода расплава полиме-слоев потоков расплавов полимеров между ра для среднего слоя производится с по-собой. За счет такого сочетания жест- мощью изменения проходного сечения отверс- 55 кого и МЯГКОго полимеров в трехслойной тий 26 регулировочными винтами 27.трубе ликвйдируются сколы и растрески- Внешний поток расплава через отверс-вания поверХности труб. Такие трубы при тия 4 цилиндрического участка 3 дорно-испытании выдерживали внутреннее давление до 3,0 МПа, так что они могут заменить вполне металлические трубы.
Формула изобретения
Экструзионная головка для изготовления слоистых труб из полимерных материалов, содержащая корпус, размещенные в нем дорнодержатель с цилиндрическим участком, в котором выполнены отверстия для прохода расплава, дорны, смонтированные в корпусе с образованием формующей щели и каналов для подачи различных потоков расплавов, и решетку
10
верстиях решетки, отличающаяся тем, что, с целью повышения качества изделий при экструзии трехслойных труб за счет введения в средний слой стенки трубы другого полимера и улучшения сваривания слоев, в дорнодержателе выполнен расположенный по центральной оси питающий канал для подачи внутреннего потока расплава и шарообразное углубление -с острой кольцевой кромкой для разделения потока расплава, причем дорнодержатель снабжен размещенным на входе питающего канала регулировочным винтом и наконечником, установленным на выходном конце питающего канала с возможностью
с отверстиями и регулировочными винта- 15 образования конического кольцевого отверс- ми, выполненными с полуцилиндрическими тия для распределения потока расплава рабочими участками, размещенными в от-в радиальном направлении.
верстиях решетки, отличающаяся тем, что, с целью повышения качества изделий при экструзии трехслойных труб за счет введения в средний слой стенки трубы другого полимера и улучшения сваривания слоев, в дорнодержателе выполнен расположенный по центральной оси питающий канал для подачи внутреннего потока расплава и шарообразное углубление -с острой кольцевой кромкой для разделения потока расплава, причем дорнодержатель снабжен размещенным на входе питающего канала регулировочным винтом и наконечником, установленным на выходном конце питающего канала с возможностью
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ДВУХСЛОЙНЫХ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2433913C1 |
| Эструзионная головка для изготовления двухслойных труб из полимерных материалов | 1983 |
|
SU1118537A1 |
| Экструзионная кабельная головка | 1987 |
|
SU1407825A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБОЛОЧЕК ОБРАМЛЕНИЯ ТРУБ | 1998 |
|
RU2134640C1 |
| Экструзионная головка для изготовления полимерной рукавной пленки | 1989 |
|
SU1763227A1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНО-ПОГОНАЖНЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 1998 |
|
RU2147989C1 |
| Экструзионная головка для формования многослойных изделий из термопластов | 1987 |
|
SU1502383A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| ФОРМУЮЩАЯ ГОЛОВКА ДЛЯ ЭКСТРУЗИИ ПОЛИМЕРНЫХИЗДЕЛИЙ | 1971 |
|
SU288994A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА И УСТРОЙСТВО ДЛЯ СМЕЩЕНИЯ И ФИКСАЦИИ ДОРНА | 2000 |
|
RU2197383C2 |
Изобретение относится к оборудованию для производства слоистых труб и полых комбинированных изделий из пластмасс. Цель изобретения - повышение качества изделий при экструзии трехслойных труб за счет введения в средний слой стенки трубы другого полимера и улучшения сваривания слоев. Экструзионная головка содержит корпус, в котором расположен дорнодержатель с цилиндрическим участком. В цилиндрическом участке выполнены отверстия для прохода расплава. Дорны смонтированы с образованием формующей щели и каналов для подачи различных потоков расплава. В дорнодержателе выполнены питающий канал для подачи внутреннего потока расплава и шарообразное углубление с острой кольцевой кромкой. На входе питающего канала установлен регулировочный винт. На выходе питающего канала установлен наконечник с образованием конического кольцевого отверстия. При работе головки внутренний, средний и внешний потоки расплава проходят по соответствующим каналам. В формующей щели происходит наложение потоков друг на друга, их сварка и образование трехслойной трубы. Для среднего слоя трубы используют более жесткий материал, чем для внешнего и внутреннего слоев. Это позволяет повысить качество труб и использовать их в производстве самонесущих конструкций. 2 ил.
19
30
шиг.1
г
25
21
Фиг. 2
| Экструзионная головка для многослойных изделий | 1977 |
|
SU651974A1 |
| Солесос | 1922 |
|
SU29A1 |
| Эструзионная головка для изготовления двухслойных труб из полимерных материалов | 1983 |
|
SU1118537A1 |
| Солесос | 1922 |
|
SU29A1 |
