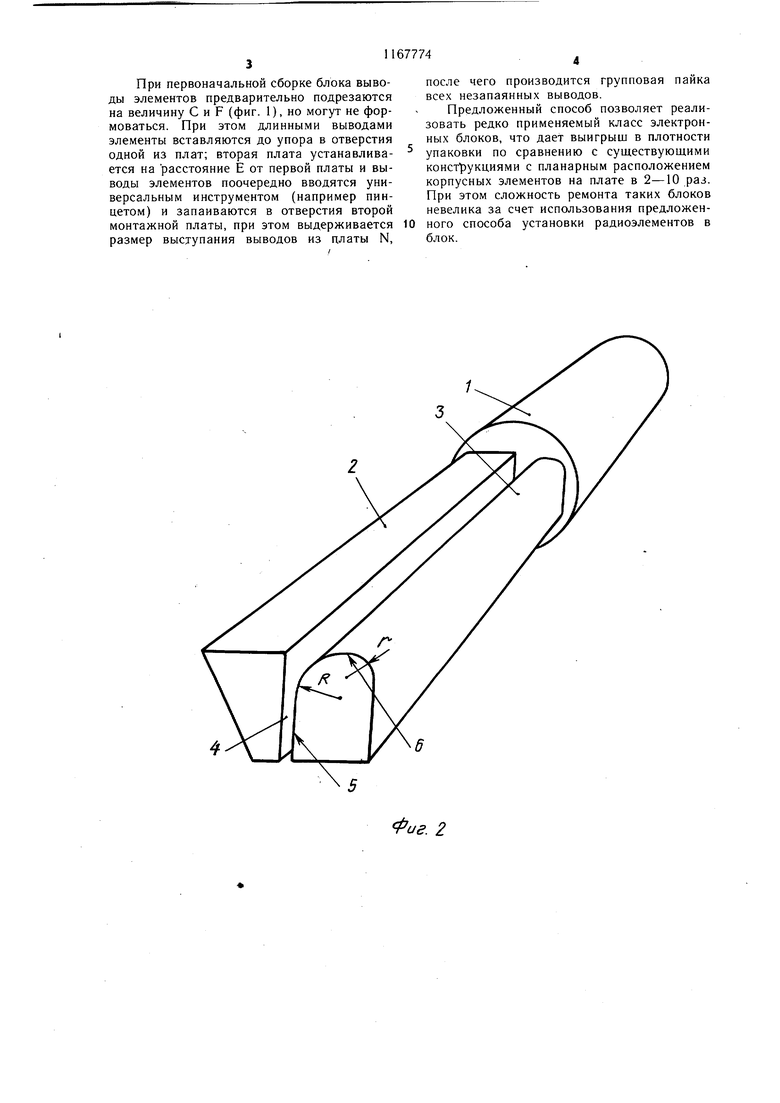
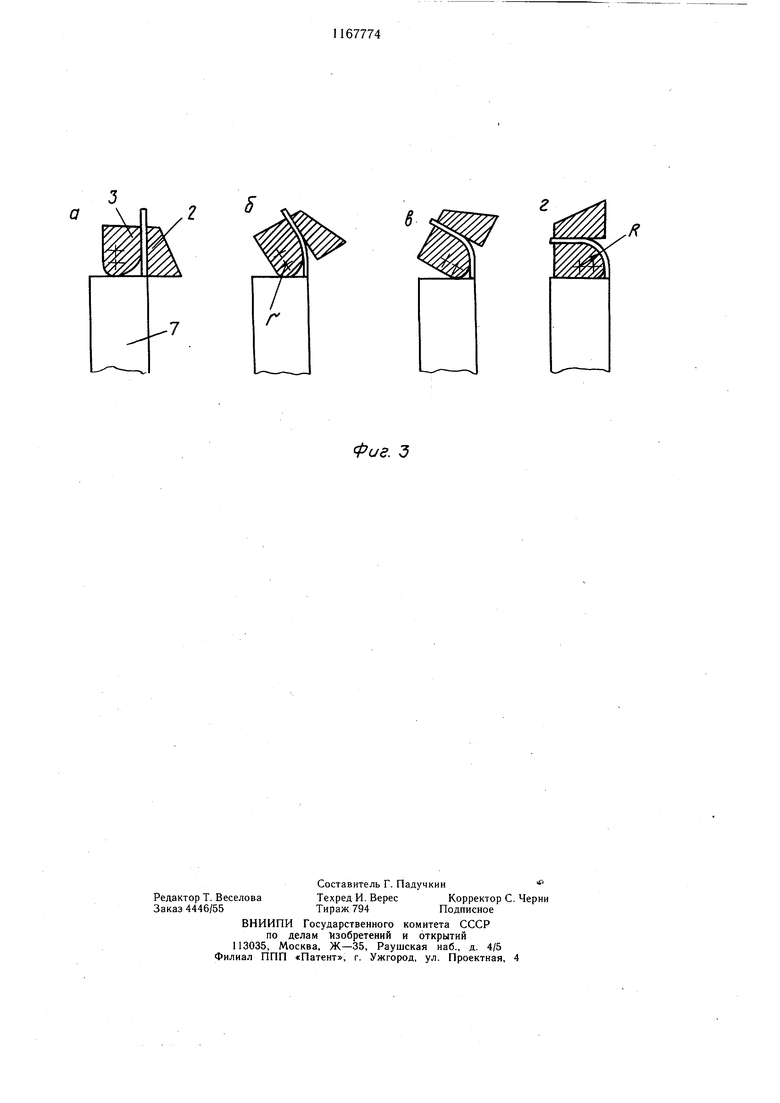
Изобретение относится к технологии производства радиоэлектронной аппаратуры. Цель изобретения - расширение технологических возможностей. На фиг. 1 показана последовательность операций по установке радиоэлемента; на фиг. 2 - инструмент, общий вид; на фиг. 3 последовательность гибки выводов инструментом. Инструмент для осуществления способа содержит рукоятку 1, на которой установлены с зазором два стержня 2 и 3, образующие вилку. Стержни 2 и 3 выполнены с плоскими поверхностями 4 и 5, обращенными одна к другой, а боковая поверхность стержня 3 сопряжена с его плоской поверхностью 5 посредством цилиндрической поверхности 6, кривизна которой переменна - радиус кривизны R поверхности, примыкающей к плоской поверхности 5 больще, чем радиус г кривизны отстоящей от нее поверхности. Способ осуществляется следующим образом. У радиоэлемента 7 (например, микросхемы) выводы 8 и 9 подрезают и изгибают, выводы 8 - под прямым углом к их оси, после чего радиоэлемент 7 размещают между платами 10 и 11 радиоэлектронного блока (фиг. 1а). Затем смещают радиоэлемент 7 к плате 11 с введением выводов 9 в контактные отверстия 12 платы 11 (фиг. 16). После этого производят разгибание выводов 8, разместив их между стержнями 2 и 3 инструмента (фиг. le). После того, как выводы 8 разогнуты в исходное положение, смещают радиоэлемент 7 в сторону платы 10, вводя выводы 8 в монтажные отверстия 13 платы 10 (фиг. 1г). Затем припаивают выводы 8 и 9 к платам 10 и 11. Демонтаж радиоэлементов 7 из блока производится в обратной последовательности. Демонтаж радиоэлементов 7 из блока производится в обратной последовательности. При гибке выводов радиоэлемента 7 инструментом происходит перекатывание цилиндрической поверхности 6 меньщего радиуса (г) по корпусу радиоэлемента 7, что обеспечивает изгиб вывода с заданным радиусом по цилиндрической поверхности 6 большего радиуса (R) без осевых нагрузок на вывод.. Предлагаемый способ налагает определенные требования на конструкцию блока (размер между платами, толщина плат, шаг расположения элементов, размер предварительной подрезки выводов элементов и т.д.). Из фиг. 1в и г следует, что B L4-K-fN,(1), где В -расстояние от корпуса элемента до нижней монтажной платы; L - технологический зазор; К -толщина монтажной платы; N -величина выступания вывода над платой. Из фиг. 1г можно определить C B-fK-fN L + 2K + 2N, (2) де С - длина нижнего (неформированного) вывода. Из фиг. 1а и г следует Е A-f C + D + R + + R + 2L+ 2K-f2N(3) де Е -расстояние между монтажными платами; А - длина корпуса электрорадиоэлемента;-расстояние от корпуса элемента до начала изгиба вывода; -внёщний радиус изгиба (формовки) вывода. Из фиг. г можно определить F Е-f К-f N-A-B D + R-f-L-ь 2К +2N, (4) где F - длина верхнего вывода после выпрямления (до формовки). Из фиг. 1 и а определяется необходимый щаг расположения элементов в блоке G: - - + R + l или - D - D 0,57R-fL. Подставляя в формулу (5) значения F по формуле (4): ,43R + 2K + 2N + 2L. Из этой формулы (6) получаем значение толщины .монтажной платы К: - 0,21 R - N - L. Из приведенных формул для каждого конкретного случая можно определить основные конструктивные размеры блока, который будет пригоден для ремонта с использованием данного способа. Для правильной работы инструмента необходимо, чтобы D4R. В этом случае при формовке (фиг. 3) не возникает растягивающих усилий на вывод элемента. Например, если наибольшую длину в сборке блока имеет корпус интегральной схемы типа 4108 по ГОСТ 17467-79, то А 11,25 мм и G 2,5 мм (толщина кор„уса). Примем 1 0,2 мм, а R D 1,0 мм по ГОСТ 18725-73 и N 0,5 мм по ГОСТ 11.010.004-79. Тогда по формуле (7) определяется толщина монтажных плат: К4 0,34 мм. Примем К 0,3 мм. Тогда по формулам (2) и (4) определяется длина выводов элемента: С 1,8 мм; Р 3,8 мм. Расстояние между платами определяется по формуле (3): Е 15,25 мм. Размер В, определяемый по формуле (1), не должен быть меньше установленного по техническим условиям на элемент. При первоначальной сборке блока выводы элементов предварительно подрезаются на величину Сир (фиг. 1), но могут не формоваться. При этом длинными выводами элементы вставляются до упора в отверстия одной из плат; вторая плата устанавливается на расстояние Е от первой платы и выводы элементов поочередно вводятся универсальным инструментом (например пинцетом) и запаиваются в отверстия второй монтажной платы, при этом выдерживается размер выступания выводов из платы N, после чего производится групповая пайка всех незапаянных выводов. Предложенный способ позволяет реализовать редко применяемый класс электронных блоков, что дает выигрыш в плотности упаковки по сравнению с существующими конструкциями с планарным расположением корпусных элементов на плате в 2-10 раз. При этом сложность ремонта таких блоков невелика за счет использования предложенного способа установки радиоэлементов в блок.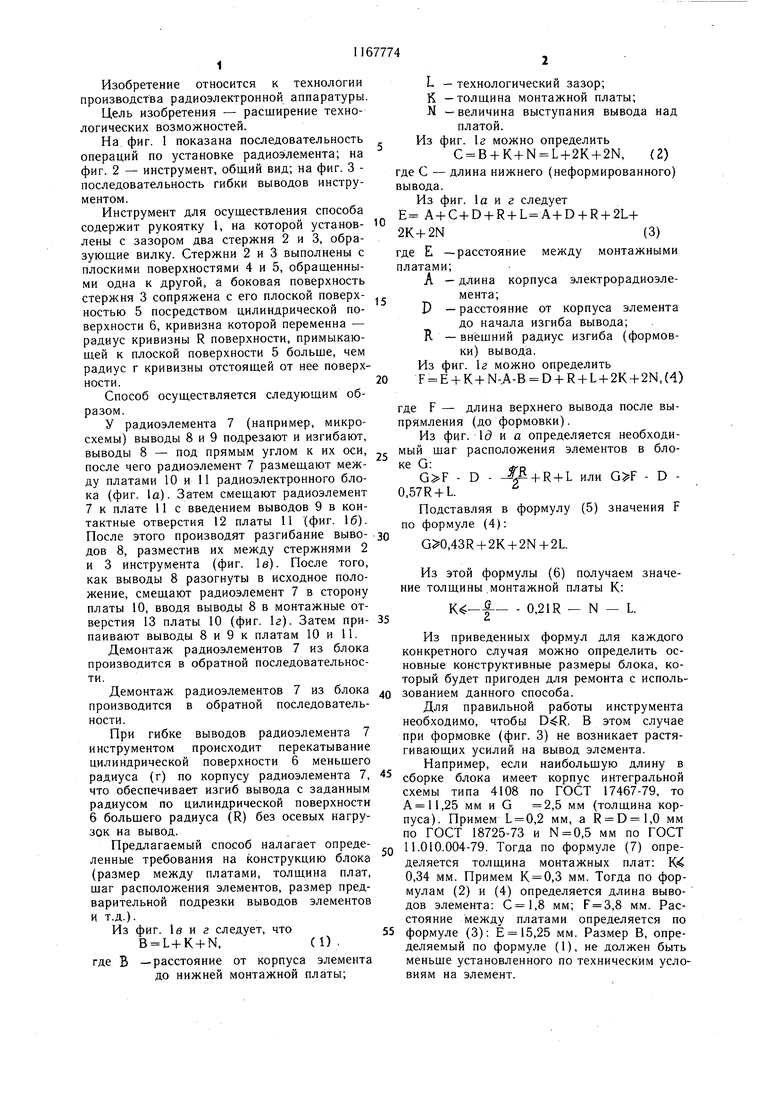
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХМЕРНЫЙ ЭЛЕКТРОННЫЙ МОДУЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2176134C2 |
| Устройство для формовки выводов радиодеталей | 1987 |
|
SU1499539A1 |
| РАДИОЭЛЕКТРОННЫЙ БЛОК | 2001 |
|
RU2216885C2 |
| МОНТАЖНЫЙ УЗЕЛ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ | 1986 |
|
RU2091993C1 |
| Устройство для навивки выводов радиоэлементов на контактные штыри монтажных плат | 1978 |
|
SU752841A1 |
| ЭЛЕКТРОННЫЙ БЛОК | 2003 |
|
RU2234205C1 |
| РАДИОЭЛЕКТРОННЫЙ БЛОК | 2003 |
|
RU2257021C1 |
| РАДИОЭЛЕКТРОННЫЙ БЛОК | 2002 |
|
RU2233566C2 |
| РАДИОЭЛЕКТРОННЫЙ БЛОК | 2003 |
|
RU2257022C1 |
| Устройство для подготовки радиоэлементов с осевыми выводами к монтажу | 1986 |
|
SU1372637A1 |
1. Способ установки радиоэлементов между смежными платами радиоэлектронного блока, включающий формовку выводов с одной стороны радиоэлемента и введение выводов радиоэлемента в монтажные отверстия плат, отличающийся тем, что, с целью расширения технологических возмож ностей, формовку выводов с одной стороны радиоэлемента производят изгибанием их под прямым углом к оси выводов, а при введении выводов радиоэлемента в монтажные отверстия плат осуществляют последовательное размещение радиоэлемента между платами, смещение радиоэлемента к одной из плат с введением неформованных выводов радиоэлемента в монтажные отверстия, разгибание ф.ормованных выводов радиоэлемента и смещение радиоэлемента к другой плате с введением разогнутых выводов в монтажные отверстия платы. 2. Инструмент для установки радиоэлементов между смежными платами радиоi электронных блоков, по п. 1, выполненный ko в виде вилки, образованной двумя стержнями, установленными с зазором на рукоятке, отличающийся тем, что стержни выполнены с плоскими поверхностями, обращенными одна к другой, а боковая поверхность одного из стержней сопряжена с его плоской поверхностью посредством цилиндрической поверхности с переменной кривизной. О5 1 4
Фиг. 2
Фиг. J
| Белевцев А | |||
| Т | |||
| и др | |||
| Печатные схемы в приборостроении, вычислительной технике и автоматике | |||
| М., «Машиностроение 1973, с | |||
| Шкив для канатной передачи | 1920 |
|
SU109A1 |
| Вайнштен Д | |||
| Н | |||
| Монтаж приборов контроля и автоматического регулирования | |||
| ГОНТИ, М | |||
| Водоотводчик | 1925 |
|
SU1962A1 |
| Кровля из глиняных обожженных плит с арматурой из проволочной сетки | 1921 |
|
SU120A1 |
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
