Область техники
Данное изобретение относится к области технологии сборки микроэлектронной аппаратуры с применением в качестве исходных объектов объемных бескорпусных электронных компонентов, а конкретно - к способу изготовления гибридного электронного модуля.
Уровень техники
Из литературы хорошо известны варианты конструкций гибридных интегральных схем (см., например, "Конструирование и расчет больших гибридных интегральных схем, микросборок и аппаратуры на их основе" под ред. Б.Ф. Высоцкого, Москва, "Радио и связь", 1981 г.).
Бескорпусные электронные компоненты размещаются и закрепляются механически на теплопроводной печатной плате. Контактирование с разводкой печатной платы производится приваркой проволочного вывода к контактной площадке электронного компонента с одной стороны и к контактной площадке печатной платы с другой стороны. Возможно также контактирование припайкой шариковых выводов, сформированных на электронном компоненте, непосредственно к контактным площадкам печатной платы. На печатной плате могут быть нанесены пассивные компоненты методами тонкопленочной или толстопленочной технологии. Межсоединения выполняются тонкопленочной технологией с применением методов фотолитографии. Вся сборка заключена в герметичный корпус с жесткими внешними выводами. Гибридная интегральная схема контролируется и тренируется после окончательной сборки и ремонту не подлежит.
Достоинством этой конструкции является сокращение объема электронной аппаратуры в несколько раз по сравнению с использованием корпусированных компонентов, смонтированных на обычных печатных платах. Недостатками являются низкая производительность и надежность из-за применения сварки и пайки для межсоединений, относительно низкая плотность упаковки, напряженный тепловой режим работы, применение нетренированных электронных компонентов.
Известна конструкция модуля памяти американской фирмы Cubic Memory, в которой исходным компонентом является слой, состоящий из четырех кристаллов динамической памяти. Этот слой скрайбирован из полупроводниковой пластины диаметром 8 дюймов, сошлифованной до толщины 0,2...0,3 мм. Каждый такой слой покрывается изоляционной пленкой полиимида, в которой вскрываются фотолитографией окна в местах контактных площадок кристаллов. На поверхность слоя наносятся проводники, соединяющие кристаллы между собой и формирующие внешние зоны контактирования каждого слоя. Возможно нанесение второй изоляционной пленки, вскрытие окон в ней и вторичное нанесение проводников, так как в схемах памяти необходимо соединить параллельно большое количество контактных площадок, находящихся в одной плоскости. Слои соединяются при помощи токопроводящего состава вертикальными объемными шинами, имеющими выход на нижний слой, образующий выходные контакты модуля, ориентированные на поверхностный монтаж модуля. В конструкции используются слои не только со всеми четырьмя годными кристаллами, но и с тремя. САПР обеспечивает все варианты разводки слоев при любом расположении годных кристаллов. Слои не подвергаются электротермотренировке, а контролируются на подогретом столике.
Недостатками данной конструкции является то, что она ориентирована только на изготовление "чистой" памяти, не предусматривает наличие контроллера, конденсаторов развязки по питанию и других компонентов "обвязки", то есть конструкция не универсальна. Кроме того, стремление сделать модуль более низким по высоте привело к потере более 70% годных кристаллов, не вошедших в "четверки" и "тройки" годных слоев. Конструкция дорога в изготовлении (на уровне бортовой аппаратуры) и обладает низкими показателями надежности из-за отсутствия электротермотренировки слоев перед их сборкой в модуль.
Известно также техническое решение по патенту SU 1753961 А H 01 L 21/50 от 20.07.89 г. "Гибридный многоуровневый электронный модуль".
Контактные площадки бескорпусных микросхем расположены на поверхности каждой из плат и соединены проводниками, которые подключены к соответствующим выводным контактам данной платы, соответствующие выводы каждой из плат являются внешними выводами модуля, коммутация плат между собой выполнена неразъемным электрическим монтажом, при этом теплоотвод выполнен в виде гребенки, между ребрами которой установлены платы, корпус модуля выполнен монолитным из герметизирующего материала. Кроме того, модуль содержит коммутационные платы с планарными выводами, которые являются внешними выводами модуля, выводные контакты плат выполнены в виде жестких балок, коммутационные платы выполнены в виде гибких печатных плат, причем их выводы размещены по периметру жестких рамок, кроме того, платы состоят из отдельных частей, соединенных по их выводным контактам. Коммутационные печатные платы размещены по граням модуля.
Преимуществом данного решения является размещение соединительных коммутационных плат по граням модуля, а также вариант конструкции составной платы. К недостаткам следует отнести выполнение выводных контактов плат в виде жестких балок, спрессованных в полимер; громоздкость теплоотвода, состоящего из гребенки с расположением ребер между платами; применение пайки для внешних соединений плат, что уменьшает показатели надежности модуля.
Известно также техническое решение по авторскому свидетельству СССР 1266459 A1 H 05 K 7/06 от 15.11.84 г. "Блок электронной аппаратуры и способ его изготовления".
Способ изготовления блока включает выполнение пазов в боковых стенках оснований микроплат, формирование проводников на торцевых сторонах микроплат и в пазах боковых оснований микроплат, сборку микроплат в пакет и электрическое соединение проводников в пазах боковых стенок оснований соответствующих микроплат. Способ также предусматривает формирование проводников на торцевых сторонах микроплат и в пазах боковых стенок оснований микроплат, которое производят одновременно путем вакуумного напыления, а электрическое соединение проводников в пазах боковых стенок оснований соответствующих микроплат осуществляют вакуумным напылением с последующим облуживанием. Вакуумное напыление проводников в пазах боковых стенок оснований микроплат осуществляют по всей поверхности боковых стенок оснований с последующей сошлифовкой напыленного слоя между пазами.
Преимуществом данного способа можно считать образование углубленных проводников, что повышает возможную токовую нагрузку при использовании блока, а также применение вакуумного напыления при изготовлении микроплат. К недостаткам следует отнести сложную и дорогую технологию персонального изготовления микроплат с углубленными фигурными пазами на торцах; уменьшение плотности упаковки за счет применения полимерных микроплат даже для отдельных электронных компонентов; применение пайки для соединения микроплат в блоке.
Известно также техническое решение по авторскому свидетельству СССР 934893 Н 05 К 1/14 от 14.03.80 г. "Блок электронной аппаратуры".
Блок радиоэлектронной аппаратуры, содержащий коммутационную плату, микроплаты с выводами, параллельно закрепленные торцами и электрически соединенные с коммутационной платой, при этом выводы для соединения каждой микроплаты с коммутационной платой размещены на одном из торцов микроплаты, на других торцах которой размещены выводы для соединения микроплат между собой. Показан вариант конструкции блока с сошлифованными гранями для вскрытия балочных выводов и дальнейшим напылением металлических пленочных проводников по граням блока, что является безусловным достоинством данного технического решения.
К недостаткам следует отнести обязательное наличие балочных выводов, спрессованных в полимер, что снижает плотность упаковки и значительно повышает количество межсоединений; не представлен вариант теплоотвода от электронных компонентов, входящих в состав блока.
Известно техническое решение по международной заявке PCT/SU90/00022 (номер международной публикации WO 91/11824) H 01 L 25/04; G 11 C 17/00 от 24.01.90 г. "Трехмерный электронный блок и способ его изготовления".
Способ изготовления трехмерного электронного блока включает размещение электронных элементов в носителе, электрическое присоединение электронных элементов к выводным контактам носителя, размещение носителей в блоке параллельно друг другу, коммутацию носителей по боковым поверхностям блока, а также предварительнную группировку электронных элементов по принципу наименьшего количества выводных контактов у носителя, ориентировку электронных элементов относительно друг друга, предварительную их фиксацию, изготовление носителей с окончательным закреплением в них электронных элементов, электрическое изолирование незащищенных токопроводящих зон электронных элементов, кроме контактных площадок, очистку контактных площадок и выводных контактов носителей от органических загрязнений и окисных пленок, нанесение на поверхности электронных элементов и носителей проводников, электрическое соединение выводных контактов носителей по поверхности блока, герметизацию собранного блока. Предусматривается также размещение носителей в блоке с зазором и перепаивание их с использованием капиллярного эффекта, обеспечивая их механическое и электрическое соединение.
Преимуществами данного решения является комплексный подход к реализации трехмерной конструкции, вариант соединения носителей по граням блока, нанесение проводников методом вакуумного осаждения металлических пленок, а также вариант конструкции, когда один из носителей состоит из отдельных частей, соединенных электрически и механически по контактам, расположенным на их поверхностях. К недостаткам следует отнести отсутствие варианта применения электронных элементов и носителей с расположением контактных площадок непосредственно на их торцевых поверхностях, что могло бы значительно повысить плотность упаковки и уменьшить количество межсоединений. Наличие паяных контактов между носителями уменьшает параметры надежности их соединения. Составной носитель состоит из отдельных частей, соединенных между собой также пайкой.
Это техническое решение является наиболее близким аналогом настоящего изобретения.
Вопросам выбора оптимального размера электронного компонента, в частности, посвящена статья "Технология" в сборнике "Электроника: прошлое, настоящее и будущеее" под редакцией Б.Ф. Высоцкого, Москва, "Мир", 1980 г., с. 253.
В данной статье приводятся данные о том, что площадь, занимаемая внутренними межсоединениями в полупроводниковом кристалле, превышает площадь, занимаемую логическими элементами, и растет непропорционально с возрастанием общей площади кристалла. Так, у монолитного кристалла площадью 2 см2 площадь, занимаемая межсоединениями в процентном отношении, в 3 раза больше, чем у кристалла площадью 0,5 см2. В абсолютных величинах площадь, занимаемая межсоединениями в большом кристалле в 4 раза, а в малом кристалле - в 1,3 раза превышает площадь, занимаемую логическими элементами. Из этого можно сделать вывод, что большой кристалл, составленный из четырех малых, будет иметь даже меньшую площадь, чем единый монолитный кристалл.
Ввиду того, что степень интеграции, достигнутая в настоящее время при производстве ИС, достигла своего технологического предела (технологическая норма составляет доли микрометра) и дальнейшее уменьшение этой нормы приведет к отказу от традиционной фотолитографии, что неизбежно вызовет переоснащение технологическим оборудованием всей микроэлектронной индустрии, многие разработчики идут по пути простого увеличения площади полупроводникового кристалла. Но при этом резко (в несколько раз) падает процент выхода годных кристаллов на пластине ввиду того, что вероятность попадания дефекта в большой кристалл во много раз больше вероятности попадания дефекта в малый кристалл. Расчеты и проведенные эксперименты показали, что при уменьшении площади кристалла в 4 раза процент выхода годных на полупроводниковой пластине увеличивается в 8,2 раза, при этом стоимость сборки гибридного модуля, заменяющего большой кристалл, не превышает всего 15% от стоимости составляющих его электронных компонентов. Может оказаться целесообразным введение в состав гибридного модуля электронных компонентов, которые не могут быть выполнены в монолитном исполнении с остальными компонентами (например, мощные резисторы или конденсаторы большой емкости). В большинстве случаев удается получить наилучшие характеристики гибридного модуля при применении электронных компонентов, выполненных по различным технологиям с применением различных материалов (кремний, сапфир, арсенид галлия, феррогранат, керамика и пр.), что принципиально невозможно в монолитном исполнении.
Сущность изобретения
Основой данного изобретения является следующее. При новом проектировании и изготовлении интегральных схем или при их модернизации вместо малонадежных и дорогих больших (БИС) и сверхбольших (СБИС) интегральных схем, выполняемых в настоящее время на монолитных полупроводниковых подложках, предлагается проектировать и изготавливать гибридные модули, состоящие из существующих высоконадежных и дешевых малогабаритных объемных бескорпусных компонентов, а также из изготовленных недостающих гарантированно годных объемных бескорпусных компонентов. В качестве активных компонентов применяют кристаллы, вычлененные из полупроводниковых пластин, а в качестве пассивных компонентов - бескорпусные объемные компоненты. При этом применяют традиционные технологии изготовления компонентов, а также известные способы межсоединений, не уступающие по параметрам надежности способам, примененным в заменяемых аналогичных монолитных схемах. Таким образом, представляется возможным изготовление гибридных модулей, по технико-экономическим показателям и параметрам надежности превышающим параметры аналогичных монолитных БИС и СБИС.
Основной задачей данного изобретения является разработка технологического процесса сборки электронной аппаратуры, позволяющей осуществить переход от проектирования и производства сложных БИС и СБИС, выполненных на монолитной подложке, к методам сборки их гибридных аналогов со значительным улучшением технико-экономических характеристик электронной аппаратуры.
Поставленная задача решается тем, что способ изготовления гибридного электронного модуля (далее - модуля), включающий изготовление исходных малогабаритных бескорпусных электронных компонентов, их ориентированное размещение друг относительно друга, электрическое соединение компонентов между собой и с внешними выводами, герметизацию полученной сборки, функциональный контроль ее и упаковку, согласно изобретению предусматривает осуществление предварительного полного входного контроля применяемых существующих компонентов и изготовление недостающих гарантированно годных компонентов (далее - компонентов). Под гарантированно годными компонентами следует понимать компоненты, прошедшие электротермотренировку (ЭТТ) или диагностику с последующим функциональным контролем и признанные годными.
Первоначально на все электрически незащищенные поверхности существующих и изготовленных компонентов, кроме контактных площадок, локально наносят изоляционный слой. Существующие активные компоненты, как правило, уже имеют изоляционный слой двуокиси кремния толщиной 0,5...1 мкм, нанесенный на лицевую поверхность компонента (поверхность, содержащую активную зону), за исключением контактных площадок. В этом случае является обязательным дополнительное покрытие изоляционным слоем сколов, образованных на лицевой поверхности компонента, покрытие торцевых и обратных поверхностей компонентов.
Далее на лицевые, обратные и торцевые поверхности компонентов наносят проводники, необходимые в дальнейшем для электрического соединения компонентов между собой и организации внешних контактных площадок. Толщина наносимых проводников обычно составляет от 2 до 4 мкм, а ширина проводника зависит от его токовой нагрузки, при этом плотность тока не должна превышать 10 А/см2. Проводники наносят преимущественно методом вакуумного напыления через "свободные" маски на серийно выпускаемых вакуумных установках непрерывного или полунепрерывного действия с планетарным вращением компонентов. "Свободную" маску (инструмент) изготавливают преимущественно из магнитомягкого материала толщиной 50...100 мкм методом химического фрезерования или лазерным методом. Материал проводников - медь с подслоем хрома или алюминий с подслоем ванадия. Перед нанесением проводников производят очистку мест напыления от загрязнений и окисных пленок преимущественно методом ионной бомбардировки в едином вакуумном цикле с напылением проводников.
Затем при помощи связующего состава производят механическое соединение компонентов в сборку. Для изготовления плоской сборки механическое соединение производят путем непосредственной стыковки сопрягаемых торцевых поверхностей компонентов с их приклейкой друг к другу клеящим связующим составом. При этом применяют приспособление, обеспечивающее образование, по меньшей мере, одной общей плоскости расположения лицевых поверхностей сопрягаемых компонентов. В случае, когда необходимо обеспечить некоторый зазор между сопрягаемыми компонентами, применяют в качестве связующего состава полимер, спрессовывающий компоненты. Опрессовку производят на любых прессах двойного действия или на установках герметизации пластмассой. При механическом соединении компонентов в этом варианте в связующем составе формируют сквозные отверстия и пазы для последующей их металлизации во время нанесения проводников на поверхности плоской сборки и соединения проводников, расположенных на противоположных поверхностях плоской сборки. Возможен также вариант, когда механическое соединение компонентов производят по сопрягаемым лицевым и обратным поверхностям компонентов и/или плоских сборок, образуя объемную гибридную сборку. В этом случае при помощи приспособления обеспечивают ориентацию компонентов по проводникам, расположенным на торцевых поверхностях компонентов. Но в любом случае связующий состав должен обладать высокими теплопроводными и электроизоляционными свойствами.
Далее на все поверхности сборки вторично локально наносят изоляционный слой кроме мест будущих электрических соединений компонентов между собой и мест будущих соединений с внешними выводами. Селективное изолирование поверхностей компонентов и сборки можно производить путем распыления органического диэлектрика через "свободные" маски на серийных установках нанесения диэлектрика распылением с последующей термообработкой. Если в качестве диэлектрика применяют фоторезист, то его в последующем термически задубливают. Толщина изоляционного слоя в этом случае составляет 5...10 мкм, что является достаточным для исключения появления проколов в изоляционном слое. Изолирование также можно производить путем нанесения неорганического диэлектрика типа нитрида кремния методом пиролитического осаждения через "свободные" маски на серийных установках пиролиза. В этом случае достаточна толщина изоляционного слоя в 1 мкм. Возможен также вариант сплошного нанесения органического диэлектрика с последующим его локальным удалением плазмой через "свободные" маски с использованием установок плазмохимического травления. Существует вариант сплошного нанесения изоляционного слоя с последующим его локальным удалением традиционными методами фотолитографии.
Затем на поверхности сборки наносят внешние проводники, соединяющие электрически компоненты между собой и совместно с контактными площадками компонентов, образующими внешние контактные площадки сборки. При этом очень важным фактором является то, что нанесение проводников на поверхности компонентов и сборки производят любым известным способом, не уступающим по показателям надежности способу соединений, примененному в заменяемой монолитной БИС или СБИС. При напылении проводников через "свободные" маски последние могут иметь рельефную форму, повторяющую профиль напыляемой поверхности. Проводники на поверхности компонентов и сборки можно наносить вакуумным напылением сплошного металлического слоя с последующей фотолитографией и применением, например, метода лазерного экспонирования. Существует вариант, когда проводники на поверхности компонентов и сборки наносят методом вакуумного напыления сплошного металлического слоя с последующим удалением пробельных участков металлизации преимущественно лазерным методом на установках лазерной обработки материалов до размыкания соседних проводников. Внешние проводники наносят теми же способами и на том же оборудовании, что и проводники на компонентах.
В случае, когда разводка проводников на сборке достаточно проста и может быть расположена полностью на поверхностях сборки, нанесение изоляционного слоя и проводников на поверхности компонентов не производят.
Далее осуществляют тепловой контакт сборки с заранее изготовленным теплорастекателем через теплопроводящий состав. Теплорастекатель, изготовленный из теплопроводного материала (например, из медных или алюминиевых сплавов), должен иметь профиль, соответствующий профилю сопрягаемой с ним сборки. В качестве материала теплопроводящего состава можно применить стандартную пасту КПТ-8, при этом зазор между сборкой и теплорастекателем должен быть минимальным (практически не более 0,1 мм).
После чего электрически соединяют внешние контактные площадки сборки с внешними выводами. Электрическое соединение внешних контактных площадок сборки с внешними выводами модуля осуществляют преимущественно методом вакуумного напыления проводников, что обеспечивает также высокие надежностные характеристики модуля.
Далее производят герметизацию модуля опрессовкой теплопроводным электроизоляционным полимером. При этом возможна первоначальная опрессовка со вскрытием внешних контактных площадок сборки и внешних выводов модуля, их электрическое соединение, а затем вторичная опрессовка с полной герметизацией модуля. Применяют то же оборудование, что и при нанесении проводников на плоские сборки. Возможно также производить герметизацию модуля вакуумной заливкой теплопроводным электроизоляционным компаундом с предварительным его вакуумированием на стендах вакуумной заливки.
Финишный контроль модуля производят при помощи специализированных или универсальных стендов на соответствие с техническими условиями на модуль.
Упаковку модуля производят в тару, исключающую механическое повреждение модуля и защищающую его от статического электричества.
Перечень фигур и чертежей
В дальнейшем предлагаемое изобретение поясняется конкретными примерами его выполнения, на которых:
фиг.1 изображает укрупненный технологический маршрут изготовления гибридного электронного модуля;
фиг.2 изображает вариант локального нанесения изоляционного слоя на компоненты с применением "свободной" маски;
фиг. 3 изображает вариант нанесения проводников на поверхности компонента;
фиг.4 изображает вариант изготовления плоской сборки с механическим соединением компонентов по торцевым поверхностям через значительный слой связующего состава после вторичного локального нанесения изоляционного слоя и нанесения внешних проводников на сборку;
фиг. 5 изображает вариант изготовления плоской сборки с непосредственным механическим соединением компонентов по торцевым поверхностям после вторичного локального нанесения изоляционного слоя и нанесения внешних проводников на сборку;
фиг.6 изображает вариант изготовления объемной сборки с непосредственным механическим соединением компонентов и плоских сборок по лицевым и обратным поверхностям после вторичного локального нанесения изоляционного слоя и нанесения внешних проводников на сборку;
фиг. 7 изображает вариант изготовления модуля с использованием сборки по фиг.4;
фиг. 8 изображает вариант изготовления модуля с использованием сборки по фиг.5;
фиг. 9 изображает вариант изготовления модуля с использованием сборки по фиг.6.
Сведения, подтверждающие возможность осуществления изобретения
Для реализации предлагаемого изобретения разработан технологический процесс, укрупненный маршрут которого приведен на фиг.1.
Первоначально проводят полный входной контроль существующих компонентов, предназначенных для применения в гибридном модуле. Недостающие компоненты изготавливают по традиционным технологиям, принятым в электронной промышленности (операция 01). На сборку допускают только гарантировано годные компоненты. Под гарантировано годными компонентами следует понимать компоненты, прошедшие электротермотренировку или диагностику с последующим функциональным контролем и признанные годными.
Затем производят локальное нанесение изоляционного слоя на компоненты (операция 02). В одном из вариантов выполнения данной операции (фиг.2) компоненты 1 закрепляют на фигурном основании 2 при помощи, например, воско-канифольного состава. Все поверхности компонентов 1, не подлежащие покрытию изоляционным слоем 3, в том числе контактные площадки 4, закрывают "свободной" маской 5, удерживаемой магнитной доской 6. Изоляционный состав 7, находящийся в распыленном состоянии, под действием вакуума засасывается в отверстия, выполненные в основании 2, и через пазы 8 благодаря эффекту завихрения оседает на торцевые и частично на лицевые и обратные поверхности компонентов 1, образуя изоляционный слой 3. При необходимости аналогично (но без применения "свободной" маски 5) покрывают изоляционным слоем 3 и обратные поверхности компонентов 1.
Нанесение проводников на поверхности компонентов 1 (операция 03) производят методом вакуумного напыления (фиг.3). Для этого компоненты 1 механически закрепляют в приспособлении, состоящем из корпуса 9 и подвижных зажимов 10. При этом обеспечивают единую плоскость расположения лицевой поверхности компонентов 1 с поверхностями корпуса 9 и зажимов 10. На эту единую плоскость помещают "свободную" маску 5, в которой предусмотрены отверстия в местах расположения контактных площадок 4 и в других местах будущего расположения проводников. "Свободная" маска 5 удерживается магнитной доской 6. В корпусе 9 и в зажимах 10 имеются сквозные пазы для формирования проводников на торцевых поверхностях компонентов 1. В процессе напыления образуется металлическое покрытие 11 на всех открытых поверхностях приспособления, в том числе на незащищенных "свободной" маской 5 поверхностях компонентов 1. В случае необходимости компоненты 1 переворачивают и аналогично наносят проводники на обратные и вторично - на торцевые поверхности компонентов 1. Для более эффективного нанесения проводников на торцевые поверхности компонентов 1 целесообразно во время напыления обеспечить планетарное вращение компонентов 1 совместно с приспособлением. Изоляционный слой 3 на фиг.3 условно не показан.
Далее производят механическое соединение компонентов 1 в сборку (операция 04). По одному из вариантов изготавливают плоскую сборку 12 (фиг. 4) при помощи соединения компонентов 1 связующим составом 13 с расположением компонентов 1 с некоторым зазором между собой. Компоненты 1 могут иметь на своих поверхностях проводники 14, выполненные по способу, указанному на фиг. 3. В местах плоской сборки 12, свободной от компонентов 1, располагают сквозные отверстия 15, необходимые для дальнейшего электрического соединения проводников, расположенных на противоположных поверхностях плоской сборки 12. Далее на поверхности плоской сборки 12 наносят изоляционный слой 3 (операция 05) за исключением контактных площадок 4, необходимых для контактирования с впоследствии наносимыми проводниками. Поверх изоляционного слоя 3 наносят внешние проводники 16 (операция 06) по способу, показанному на фиг. 3. При этом на одной из поверхностей плоской сборки 12 формируют внешние контактные площадки 17.
По другому варианту изготовления плоской сборки 12 (фиг.5) компоненты 1 механически соединены между собой (операция 04) непосредственно (с минимальным зазором) связующим составом 13 по своим торцевым поверхностям. В этом варианте наличие сквозных отверстий 15 непредусмотрено, а все соединения между противоположными поверхностями плоской сборки 12 производят только через ее торцевые поверхности. Аналогично с предыдущим вариантом локально наносят изоляционный слой 3 на плоскую сборку 12 (операция 05) и внешние проводники 16 (операция 06), а также формируют внешние контактные площадки 17. Изоляционный слой 3, нанесенный на компоненты 1, на фиг.4 и 5 условно не показан.
Объемная сборка 18 (фиг.6) может содержать как компоненты 1, так и плоские сборки 12 с расположенными на них проводниками 14 и 16. Компоненты 1 и/или плоские сборки 12 механически соединяют (операция 04) по лицевым и обратным поверхностям связующим составом 13 с минимальным зазором. Далее локально наносят изоляционный слой 3 на грани объемной сборки 18 (операция 05) за исключением мест последующего контакта внешних проводников 16 с компонентами 1 и/или с плоскими сборками 12, а также зон, предназначенных для последующего соединения с внешними выводами модуля. Далее наносят на грани объемной сборки 18 внешние проводники 16 (операция 06) с образованием внешних контактных площадок 17. Изоляционный слой 3 на фиг.6 условно не показан.
В случае, когда разводка проводников 16 на плоской 12 или объемной 18 сборке достаточно проста и может быть расположена полностью на поверхностях сборки, локальное нанесение изоляционного слоя (операция 02) и проводников на поверхности компонентов (операция 03) не производят.
Соединение плоской сборки 12 (операция 08), изготовленной по варианту, показанному на фиг.4, с теплорастекателем 19 (фиг.7) производят через теплопроводящий электроизоляционный состав 20, который обеспечивает не только хороший тепловой контакт плоской сборки 12 с теплорастекателем 19, но и предохраняет внешние проводники 16 плоской сборки от электрического замыкания на теплорастекатель 19. Далее электрически присоединяют плоскую сборку 12 к внешним выводам 21 преимущественно методом вакуумного напыления внешних проводников 16. При этом внешние проводники 16 могут иметь контакт с контактными площадками 4 компонентов 1. Далее производят герметизацию полимерным материалом 22 (операция 09) с образованием стандартного полимерного корпуса.
На фиг. 8 показаны аналогичные операции, выполняемые с плоской сборкой, изготовленной в соответствии с фиг.5. Отличительной особенностью является изготовление теплорастекателя 19 ступенчатой формы, повторяющей форму сопрягаемой плоской сборки 12.
На фиг.9 показаны операции, выполняемые с объемной сборкой 18. При этом электрическое контактирование объемной сборки 18 с внешними выводами 21 производят соединением с внешними проводниками 16, расположенными по граням объемной сборки 18. Теплорастекатель 19 имеет также ступенчатую форму в соответствии с конфигурацией сопрягаемой объемной сборки 18.
Финишный контроль модуля (операцию 10) производят при помощи специализированных или универсальных стендов на соответствие с техническими условиями на модуль.
Упаковку модуля (операцию 11) производят в тару, исключающую механическое повреждение модуля и защищающую его от статического электричества.
Данное изобретение может быть широко использовано при сборке электронной аппаратуры преимущественно из существующих высоконадежных и дешевых электронных компонентов с ограниченным изготовлением недостающих компонентов по традиционным технологиям.
Реализация данного изобретения дает дополнительный большой экономический эффект за счет многократного повышения процента выхода годных на пластине при переходе с применения больших кристаллов на кристаллы меньших размеров.
Пример промышленного применения
В 1998 г. стоимость одной микросхемы динамической памяти фирмы Samsung Electronics емкостью 256 Мбит составляла 496 долл. Используя патентуемое решение, гибридный модуль с лучшими технико-экономическими характеристиками, чем у монолитной интегральной схемы, можно было бы изготовить из 4 кристаллов емкостью 64 Мбита, имевшихся тогда в продаже по цене 25 долл. за кристалл. При этом можно было бы получить с одного гибридного модуля (с учетом стоимости его сборки) прибыль в 337 долл., а только с одной технологической линии, состоящей из оборудования, имеющегося на любом предприятии радиоэлектронного профиля, - ежегодную прибыль в размере 185,7 млн долл.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОКОМПОНЕНТНОГО ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193260C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ПОЛИМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193259C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2006 |
|
RU2314598C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2011 |
|
RU2475885C1 |
| СПОСОБ ИСПЫТАНИЙ И КОНТРОЛЯ ЭЛЕКТРОННЫХ КОМПОНЕНТОВ | 2003 |
|
RU2272335C2 |
| ТРЕХМЕРНЫЙ ЭЛЕКТРОННЫЙ МОДУЛЬ С ШАРИКОВЫМИ ВЫВОДАМИ | 2006 |
|
RU2312425C1 |
| СПОСОБ НАНЕСЕНИЯ ПРОВОДНИКОВ НА ПОВЕРХНОСТИ ЭЛЕКТРОННЫХ КОМПОНЕНТОВ | 2006 |
|
RU2312423C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЧ ТРЕХМЕРНОГО МОДУЛЯ | 2012 |
|
RU2498454C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2002 |
|
RU2221312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО ПРИБОРА | 2012 |
|
RU2498453C1 |








Использование: в области технологии сборки микроэлектронной аппаратуры с применением в качестве исходных объектов объемных бескорпусных электронных компонентов. Сущность изобретения: использование при сборке электронной аппаратуры высоконадежных и дешевых электронных компонентов с ограниченным изготовлением недостающих компонентов по традиционным технологиям. При этом используют высоконадежные методы межсоединений, а также механизацию и автоматизацию технологических процессов с применением стандартного технологического оборудования. Техническим результатом изобретения является повышение процента выхода годных модулей при переходе на кристаллы меньших размеров при значительном улучшении технико-экономических характеристик. 14 з.п. ф-лы, 9 ил.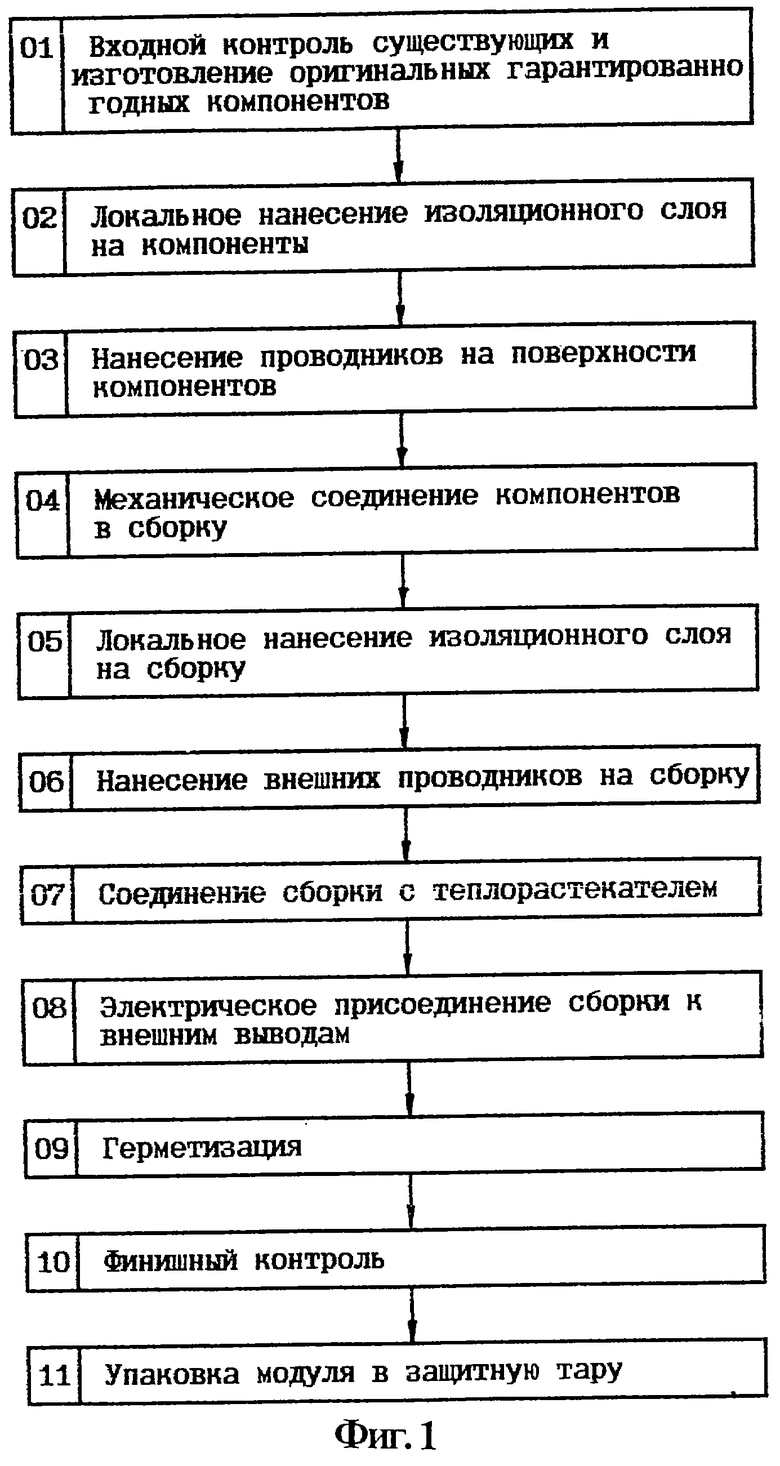
| Огнетушитель | 0 |
|
SU91A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОКОМПОНЕНТНОГО ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193260C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ПОЛИМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193259C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И КОНТРОЛЯ ЭЛЕКТРОННЫХ КОМПОНЕНТОВ | 1997 |
|
RU2133522C1 |
| ГИБРИДНЫЙ МНОГОУРОВНЕВЫЙ ЭЛЕКТРОННЫЙ МОДУЛЬ | 2000 |
|
RU2183884C1 |

