Изобретение относится к производству трубчатых контейнеров инжекционным формованием с дутьевой вытяжкой. В частности, изобретение относится к производству тонкостенных трубчатых контейнеров инжекционным формованием с дутьевой вытяжкой, с обеспечением высокой прочности и хороших барьерных свойств получаемых контейнеров.
Трубчатые контейнеры используют для распределения множества различных продуктов. Трубчатые контейнеры являются контейнерами, которые не стоят на донной поверхности, являются полужесткими и имеют ограниченную упругую деформацию. Эти контейнеры предназначены для выдачи продукта сжатием, и поэтому обычно являются сминаемыми или сминающимися. Сминающимися называют трубчатый контейнер, остающийся деформированным после приложения и удаления деформирующего усилия. Этот трубчатый контейнер не всасывает обратно воздух и не восстанавливает первоначальную форму.
Эти контейнеры используют для содержания продовольственных продуктов, продуктов ухода за полостью рта и продуктов личного ухода. Они особенно часто используются для продуктов ухода за полостью рта и продуктов личного ухода. Эти продукты являются вязкими материалами типа лосьонов, паст или гелей. Трубчатые контейнеры, которые используются в настоящее время, охватывают ряд материалов и несколько технологий их изготовления. Эти контейнеры включают металлические тюбики, многослойные ламинированные тюбики, экструдированные тюбики и тюбики, полученные экструдированием с дутьевым формованием. Металлические тюбики обычно являются сминающимися алюминиевыми тюбиками. Многослойные ламинированные тюбики могут включать только слои полимера или могут содержать слои бумаги и/или металлической фольги. Бумажный слой может быть слоем, на который наносится печать, а слой фольги может быть барьерным слоем, а также тем слоем, который обеспечивает сминаемость тюбика. Экструдированные тюбики изготавливают из сплошного экструдированного тюбика, разрезаемого на желательную длину. Он может иметь единственный слой или многослойную пластмассовую конструкцию.
У большинства ламинированных тюбиков или экструдированных тюбиков корпус производят отдельно от заплечика и сопла тюбика. Заплечик тюбика и сопло производят инжекционным формованием, и в большинстве случаев затем соединяют с корпусом тюбика. Если их не присоединяют к корпусу тюбика, то их приформовывают к корпусу тюбика давлением. По этой технологии сопло и заплечик формуют одновременно с их присоединением к корпусу тюбика.
Тюбики, формованные дутьем, сейчас производят экструдированием с дутьевым формованием. В этом способе материал экструдируют в виде трубы, помещаемую в формующую полость, имеющую форму желательного тюбика, и газ, такой как воздух, вдувают в процессе экструзии, чтобы придать экструдируемому изделию соответствующую форму. Тюбик, когда предмет примет форму, имеет полностью сформированные заплечик и сопло, также как боковую стенку. Донный конец также будет заделан. Трубчатый контейнер может заполняться через верхнее отверстие, если оно имеет достаточный диаметр. Если нет, то донный конец может быть тогда разрезан так, чтобы заполнить тюбик через дно. Когда тюбик заполнен через дно, дно герметизируют загибанием, а на другой конец устанавливают крышку. Однако, предпочтительно иметь достаточно широкое отверстие для заполнения сверху и заполнять контейнеры сверху.
В отличие от многослойных ламинированных тюбиков и экструдированных тюбиков, лишь похожих на тюбики, полученные экструдированием с дутьевым формованием, тюбики, полученные инжекционным формованием с дутьевой вытяжкой по изобретению, изготавливают в готовом виде. Никакое дополнительное формование типа присоединения к заплечику и соплу не требуется. Однако тюбики, полученные дутьевым формованием по изобретению, также усовершенствованы и по отношению к известному экструдированию тюбиков с дутьевым формованием. Тюбики, полученные инжекционным формованием с дутьевой вытяжкой по изобретению, могут подвергаться продольной вытяжке при дутьевом формовании тюбика. Это создает биаксиально ориентированную структуру тюбика с новыми и улучшенными барьерными и прочностными свойствами.
Этот тюбик может быть монослойной или многослойной конструкцией. Он также может содержать одну камеру или быть многокамерным тюбиком. Его материалом может быть любой полимер, который можно подвергнуть инжекционному формованию с дутьевой вытяжкой. Тюбики могут иметь тонкие, но все же прочные стенки, могут легко производиться в той форме, в которой они сминаются и имеют хорошие барьерные свойства.
В настоящем изобретении трубчатый контейнер может быть произведен по существу любой формы. Форма его будет определяться конфигурацией формовочного средства. Так, их можно производить с круглой, эллиптической или по существу любой многоугольной формы. Для многих применений их будут производить с круглой или эллиптической формой. Также они могут производиться для заполнения сверху, чтобы сохранить и использовать преимущества усиленной прочности, достигаемой при инжекционном формовании с дутьевой вытяжкой. Если трубчатый контейнер модифицируют для заполнения через дно по средством отрезания части дна, заполнения и затем закрывания дна загибанием, то слабым местом будет загнутая часть. Обеспеченное загибанием запечатывание будет нарушаться легче других частей трубчатого контейнера. Хотя этот вариант заполнения трубчатого контейнера не является предпочтительным, это все же один из возможных вариантов.
Бутылки также изготавливают инжекционным формованием с раздувом. Они включают однокамерные и многокамерные бутылки. Бутылки из полиэтилентерефталата (PET) типа тех, что используют для газированных напитков, производят инжекционным формованием с раздувом (дутьевой вытяжкой). Они варьируют в размере от менее одного литра до более двух литров. Дутьевое формование многокамерных бутылок раскрыто в патенте США 5232108. В этом патенте описано дутьевое формование многокамерной бутылки из многокамерной заготовки со штоком для вытягивания каждой камеры. Однако, трубчатые контейнеры этим способом не производили. Такие трубчатые контейнеры производили экструдированием с дутьевым формованием, но без вытяжки. Трубчатые контейнеры, изготавливаемые такими способами, не имеют желательных барьерных и прочностных свойств, и не могут использовать некоторые пластмассовые материалы, которые могут использоваться в процессах инжекционного формования с дутьевой вытяжкой.
Способ по изобретению решает проблемы производства трубчатых контейнеров, имеющих улучшенные барьерные свойства, повышенную прочность, относительно тонкие стенки, и которые могут быть сминающимися, с уменьшенным всасыванием воздуха и изделия обратно в тюбик после выдачи продукта.
Обнаружено, что сминаемый, тонкостенный, высокопрочный трубчатый контейнер, включая многокамерные трубчатые контейнеры, может быть произведен с использованием технологии инжекционного формования с дутьевой вытяжкой. В этом процессе заготовка формуется под давлением. Эта заготовка будет иметь такое же количество камер, что и готовый трубчатый контейнер. Заготовку нагревают приблизительно до температуры стеклования и помещают в формовочное средство, имеющее желательную форму трубчатого контейнера. Вытяжные штоки помещают в каждую камеру и инжектируют газ или жидкость по мере того, как вытяжные штоки продвигаются вниз для продольного вытягивания заготовки тюбика, тогда как раздув заготовки тюбика вытягивает заготовку в стороны. Конечной формой тюбика будет форма средства формования. Трубчатый контейнер формируется с заплечиком и соплом полностью и на месте. Заплечик и сопло формуются во время инжекционного формования заготовки. Дно может быть отрезано от трубчатого контейнера, чтобы обеспечить большое отверстие для заполнения тюбика через дно. Однако предпочтительнее, чтобы имелось достаточно большое верхнее отверстие для верхнего заполнения трубчатого контейнера. Это сохраняет высокую прочность достигаемого в результате инжекционного формования с дутьевой вытяжкой.
Трубчатые контейнеры, полученные инжекционным формованием с дутьевой вытяжкой, должны иметь полную ориентацию больше приблизительно 6, предпочтительно больше приблизительно 10 и наиболее предпочтительно больше приблизительно 14. Толщина стенок в месте наименьшей толщины трубчатого контейнера составляет менее приблизительно 250 микрон, предпочтительно менее приблизительно 200 микрон и наиболее предпочтительно менее приблизительно 150 микрон. Прочность на разрыв у такого трубчатого контейнера будет более приблизительно 7 кг/см2, предпочтительно более приблизительно 8,5 кг/см2 и наиболее предпочтительно более приблизительно 10 кг/см2. Эта прочность приблизительно в 3-5 раз и более таковой у других трубчатых контейнеров.
Процесс инжекционного формования с дутьевой вытяжкой имеет преимущества перед другими технологиями образования трубчатых контейнеров, включая технологии дутьевого формования, которые не предусматривают продольное вытягивающее действие как при экструдировании с дутьевым формованием. По изобретению получают более прочный трубчатый контейнер с уменьшенной толщиной стенок, лучшими барьерными свойствами, с обеспечением возможности производства многокамерных трубчатых контейнеров с уменьшенной стоимостью. Трубчатые контейнеры также могут производиться сминающимися. В этом сминающемся виде они будут повторять форму хорошо известных ламинированных и алюминиевых трубчатых контейнеров.
Фиг. 1 - вид сбоку трубчатого контейнера, полученного инжекционным формованием с дутьевой вытяжкой, имеющего круглое поперечное сечение.
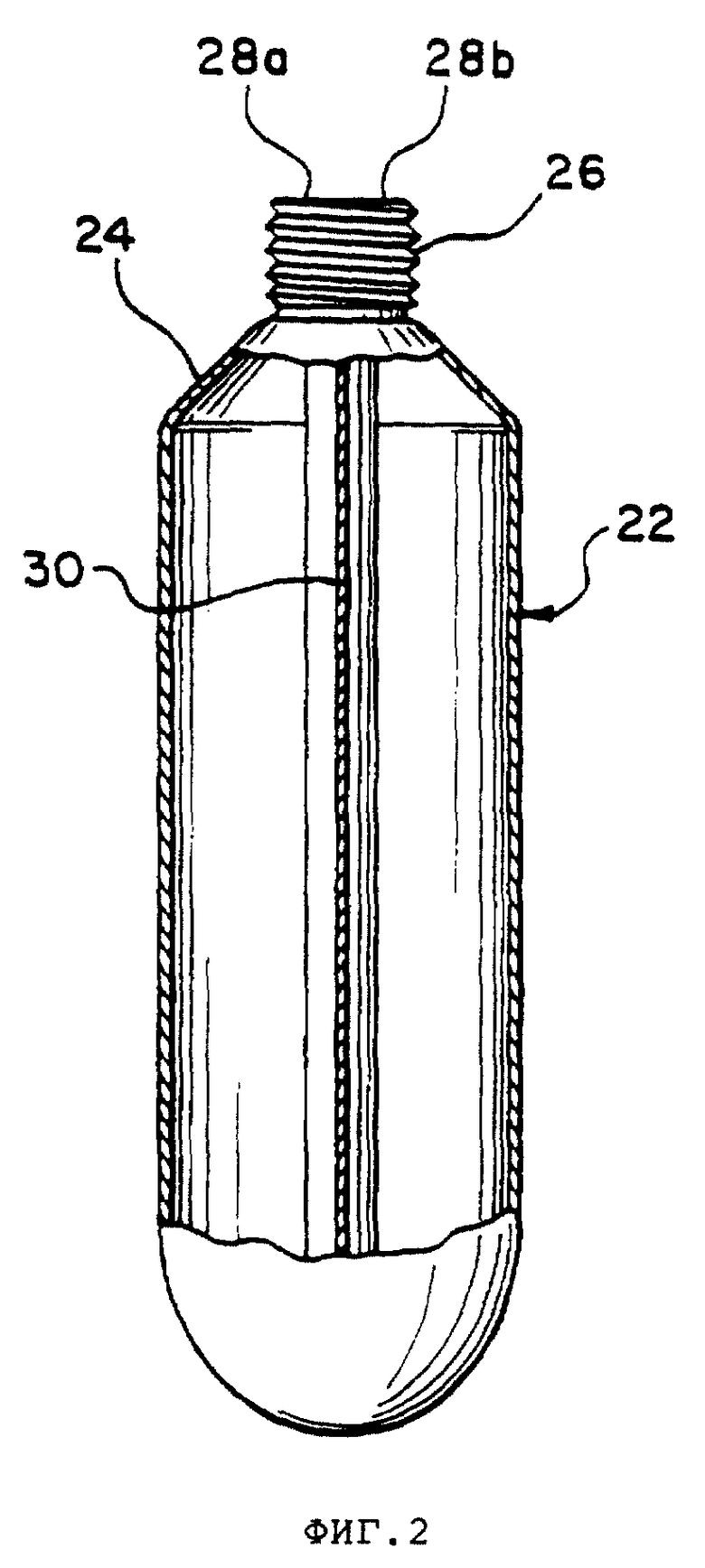
Фиг. 2 - вид сбоку трубчатого контейнера, состоящего из двух камер, полученного инжекционным формованием с дутьевой вытяжкой.
Фиг. 3 - сечение трубчатого контейнера по фиг. 1, полученного инжекционным формованием с дутьевой вытяжкой.
Фиг. 4 - сечение трубчатого контейнера по фиг. 2, состоящего из двух камер, полученного инжекционным формованием с дутьевой вытяжкой.
Настоящее изобретение касается способа производства трубчатых контейнеров инжекционным формованием с дутьевой вытяжкой. Такие трубчатые контейнеры имеют значительно улучшенные барьерные свойства и повышенную прочность по сравнению с трубчатыми контейнерами дутьевого формования, трубчатыми контейнерами из ламинированной фольги и целиком пластиковыми ламинированными тюбиками. Инжекционное формование с дутьевой вытяжкой ориентирует пластик в двух направлениях, т. е. биаксиально. Биаксиальная ориентация значительно увеличивает прочность пластмассы. Прочность на разрыв биаксиально ориентированного трубчатого контейнера приблизительно в 3-5 раз и более превышает таковую контейнера из ламинированной фольги или целиком пластиковых ламинированных трубчатых контейнеров.
Испытание на разрыв проводили на различных трубчатых контейнерах. Испытание проводили пневматически или гидростатически, в зависимости от проектируемого разрывного давления. Разрывное давление до приблизительно 4 кг/см2 создавали пневматически. Выше этого значения давление создавали гидростатически. В пневматическом испытании выдачной конец тюбика прочно прикрепляли к соплу подачи газа, снабженному контрольным газовым датчиком давления для определения самого высокого достигнутого давления. Такой газ, как воздух, подают в трубчатый контейнер до его разрыва. Тогда регистрируют максимальное достигнутое давление.
Гидростатическое испытание предусматривает заполнение тюбика жидкостью, такой как вода, и размещение его в держателе, который способен герметично охватывать горловину тюбика и имеет трубопровод, который посредством ступенчатого повышения давления газа увеличивает давление на жидкость в трубчатом контейнере. Приборный датчик давления указывает давление жидкости. После разрыва трубчатого контейнера считывают максимальное давление с датчика давления и это давление записывают. Использовали устройство Plastic Pressure Tester Модель 6159000 производства AGR International, Inc. of Butler, Штат Пенсильвания.
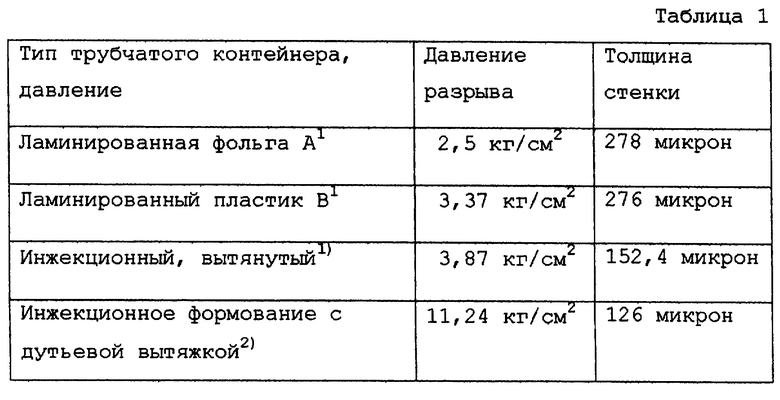
Используя это испытание на разрыв, были тестированы различные трубчатые контейнеры. Ламинированная фольга A состоит из 90 мкм слоя полиэтилена низкой плотности, 37 мкм слоя полиэтилена, 36 мкм связывающего слоя этиленакриловой кислоты, 25 мкм слоя алюминия, 20 мкм слоя полиэтилена и 70 мкм слоя полиэтелана плотностью от низкой до средней. Ламинированный пластик В состоит из 36 мкм слоя полиэтилена средней плотности, 113 мкм слоя полиэтилена высокой плотности, 7,5 мкм связывающего слоя, 25 мкм слоя этиленвинилового спирта, 7,5 мкм связывающего слоя, 73 мкм слоя полиэтилена высокой плотности и 14 мкм слоя полиэтилена плотностью ниже средней. Ламинированная фольга А имеет полную толщину 278 мкм, а ламинированный пластик В - полную толщину 276 мкм. Тюбик, полученный инжекцией с вытяжкой, но без дутьевого формования, состоит из полиэтилентерефталата, имеющего толщину 126 микрон. Стенка тюбика была вытянута продольно, но не поперечно. Трубчатый контейнер, полученный инжекционным формованием с дутьевой вытяжкой, выполнен из полиэтилентерефталата при толщине 126 мкм.
Каждый из этих трубчатых контейнеров был испытан в соответствии с вышеупомянутой процедурой, чтобы определить прочность трубчатого контейнера на разрыв. Значения прочности на разрыв наряду с данными о толщине стенки даны в табл. 1, где
1. пневматическое испытание
2. гидростатическое испытание
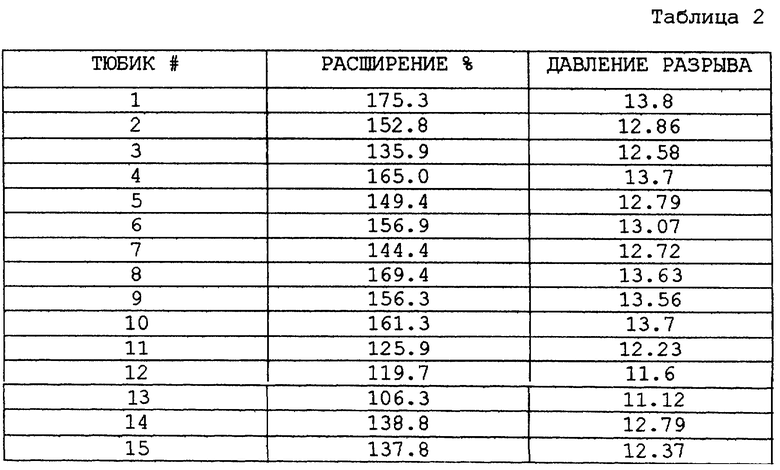
В табл. 2 приведены проценты расширения и результаты гидростатического испытания на разрыв трубчатых контейнеров 32 мм в диаметре и длиной 22,4 см. Номинальная толщина стенки 200 микрон. Средняя величина давления разрыва 12,84 кг/см2.
Ключевая причина прочности трубчатых контейнеров из PET, полученных способом инжекционного формования с дутьевой вытяжкой, - степень общей ориентации РЕТ-материала. Общая ориентация является произведением значений продольной и поперечной вытяжки. Для материала, который имеет значительную вытяжку в каждом из этих направлений, это называется двухосевой или биаксиальной ориентацией, то есть молекулы ориентированы как по продольной оси (ось X), так и в боковом направлении (ось Y). Двухосевая ориентация молекул обеспечивает контейнер с повышенной прочностью. Чтобы обеспечить трубчатые контейнеры с высокой прочностью на разрыв, общая степень ориентации должна быть больше приблизительно 6, предпочтительно больше приблизительно 10 и наиболее предпочтительно больше приблизительно 14. Конечным результатом является трубчатый контейнер с толщиной стенки 125 микрон, будет иметь прочность на разрыв приблизительно в 3-5 раз и более превышающую таковую у трубчатого контейнера с толщиной стенок от 250 до 300 микрон. Это обеспечивает чистую экономию материала, использовавшегося для увеличения прочности. Кроме того, хотя толщина стенки трубчатого контейнера, полученного инжекционным формованием с дутьевой вытяжкой, может быть в диапазоне приблизительно от 75 до 150 микрон, стенка будет скорее сминаемой, чем только деформируемой. Под сминаемостью понимают то, что трубчатый контейнер остается в смятом состоянии после того, как исчезнет деформирующее усилие. Деформируемый трубчатый контейнер - это такой контейнер, который восстанавливает свою первоначальную форму после снятия деформирующего усилия. Сминаемый трубчатый контейнер предпочтительнее, поскольку после вытяжки продукта воздух не будет засасываться обратно в тюбик. Многие изделия, упакованные в тюбики, портятся от воздуха.
Настоящие трубчатые контейнеры будут иметь коэффициент прочности от приблизительно 0,05 до приблизительно 0,5. Коэффициент прочности рассчитывают по следующему уравнению:
Когда материал имеет такой коэффициент прочности, он будет иметь высокую прочность на разрыв.
Фиг. 1-4 иллюстрируют конкретные выполнения трубчатых контейнеров по изобретению. Эти тюбики могут иметь, по существу, любую форму. На фиг. 1 трубчатый контейнер 10 имеет боковые стенки 12, заплечик 14 и горловину 16. Отверстие 18 служит для выдачи продукта из трубчатого контейнера.
На фиг. 2 вид двухкамерного трубчатого контейнера 20, полученного инжекционным дутьевым формованием с частичным вырезом для показа двух камер. Этот трубчатый контейнер имеет боковые стенки 22, заплечик 24 и горловину 26. Отверстия 28 (a) и 28 (b) - отверстия для выдачи продукта. Разделяющая стенка 30 делит тюбик на две камеры. Поперечное сечение тонкой боковой стенки трубчатого контейнера по фиг.1 показано на фиг. 3. Фиг. 4 показывает в поперечном сечении тонкую стенку конструкции двухкамерного трубчатого контейнера по фиг. 2, произведенного инжекционным формованием с дутьевой вытяжкой.
Трубчатые контейнеры по изобретению производят любой из различных известных технологий инжекционного формования с дутьевой вытяжкой. Такое производство включает образование заготовки посредством инжекционного формования, помещения нагретой до температуры стеклования заготовки в форму, а затем симметричного вытягивания заготовки посредством штока вытяжения при одновременном вдувании воздуха в заготовку, чтобы растянуть заготовку в боковых направлениях к стенкам формы. Трубчатый контейнер, полученный таким образом, вытянут и продольно, и поперечно. Это обеспечивает биаксиально ориентированный тюбик с высокой прочностью и хорошими барьерными свойствами. Эти трубчатые контейнеры производят в виде унитарной (т. е. выполненной за одно целое) структуры.
Заплечик и сопло образуют во время инжекционного формования заготовки. Чтобы производить трубчатые контейнеры, имеющие прочность на разрыв более приблизительно 7 кг/см2, общая ориентация должна быть более приблизительно 6, при толщине стенки тюбика менее приблизительно 250 микрон. По мере того, как общая ориентация увеличивается до значений выше приблизительно 10 и далее до значений выше приблизительно 14, прочность на разрыв увеличивается для данной толщины стенки. По мере того, как толщина стенки увеличивается до приблизительно 150 микрон и далее до приблизительно 200 микрон, аналогично увеличивается прочность на разрыв. Прочность на разрыв увеличивается до более чем приблизительно 8,5 кг/см2 и далее до значений более приблизительно 10 кг/см2, прежде всего, из-за увеличения общей ориентации. Трубчатый контейнер может быть образован из любого пластика, который может обрабатываться инжекционным формованием с дутьевой вытяжкой. Предпочтительными пластиками являются полиэтилентерефталат и полиэтиленнафтанат. Такие пластмассы могут быть биаксиально ориентированы для получения высокой прочности при относительно маленькой толщине стенки.
Изобретение описано выше на предпочтительных примерах его осуществления, однако возможны и другие модификации изобретения, не выходящие из его объема, определяемого формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПЛЕЧИКОВ/НОСИКОВ С ВКЛАДЫШАМИ ИЗ БАРЬЕРНОЙ ПЛЕНКИ | 2008 |
|
RU2468917C2 |
| ТЮБИК | 1992 |
|
RU2065827C1 |
| КОНТЕЙНЕР ДЛЯ ПРОДУКТОВ, СОДЕРЖАЩИХ АРОМАТИЧЕСКИЕ СОЕДИНЕНИЯ | 2007 |
|
RU2389665C1 |
| НАФОРМОВАННЫЕ ЕМКОСТИ С УЛУЧШЕННЫМ ЗАХВАТОМ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2462406C2 |
| СКЛАДНОЙ КОНТЕЙНЕР | 1993 |
|
RU2096289C1 |
| ПОЛИЭФИРНАЯ ЕМКОСТЬ, ИЗГОТОВЛЕННАЯ ФОРМОВАНИЕМ С РАЗДУВОМ, С НАФОРМОВАННЫМ ТЕРМОПЛАСТИЧНЫМ СЛОЕМ | 2009 |
|
RU2455209C1 |
| ДВУХКАМЕРНЫЙ ПАКЕТИК С РАВНОМЕРНОЙ ВЫДАЧЕЙ | 2001 |
|
RU2268215C2 |
| ЛИСТОВОЙ УПАКОВОЧНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ, ПАКЕТ ДЛЯ УПАКОВКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2040405C1 |
| СПОСОБ УПРАВЛЕНИЯ РАСХОДОМ ВЕЩЕСТВА ИЗ МНОГОКАМЕРНЫХ КОНТЕЙНЕРОВ | 2005 |
|
RU2376225C2 |
| ПЛАСТИКОВАЯ УПАКОВКА, ПОДХОДЯЩАЯ ДЛЯ ВТОРИЧНОЙ ПЕРЕРАБОТКИ | 2018 |
|
RU2750549C1 |
Изобретение относится к тонкостенным трубчатым контейнерам, предназначенным для упаковки различных вязких продуктов типа лосьонов, паст, гелей, а также пищевых продуктов. Контейнер получают посредством инжекционного формования с дутьевой вытяжкой. Такое формование включает двухосевую вытяжку заготовки, которая будет преобразована в трубчатый контейнер. Заготовка вытягивается продольно посредством штока вытяжения и в стороны - посредством вдуваемого газа. Трубчатый контейнер, произведенный посредством этих процессов, будет иметь прочность на разрыв в 3-5 раз и более, чем другой пластиковый контейнер, и причем он может быть произведен в тонкостенной сминающейся форме. Кроме того, трубчатые контейнеры по изобретению могут быть как однокамерными, так и многокамерными. 2 с. и 13 з.п.ф-лы, 4 ил., 2 табл.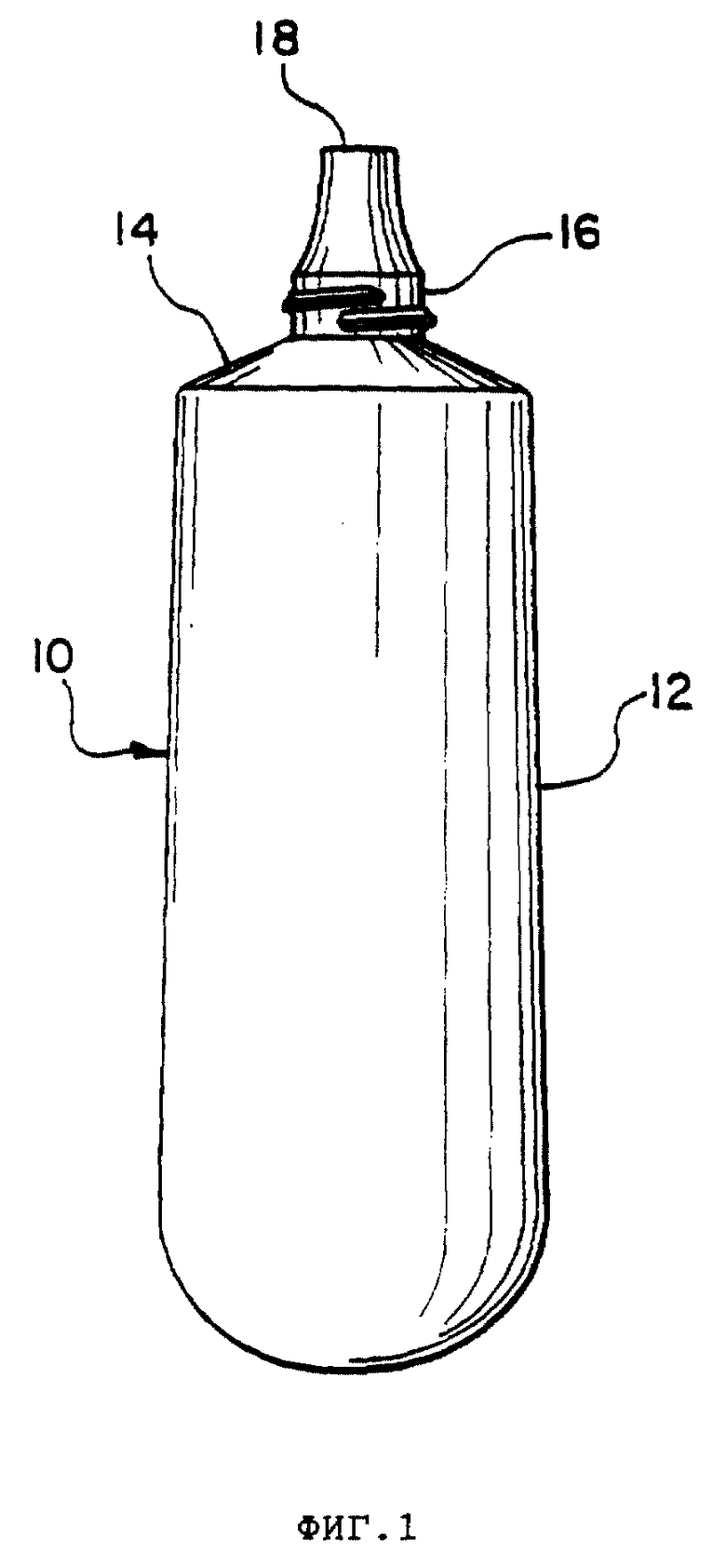
от приблизительно 0,05 до приблизительно 0,5.
от приблизительно 0,05 до приблизительно 0,5.
| US 5232108 А, 03.08.1993 | |||
| Полиэтилентерефталатная емкость | 1990 |
|
SU1838197A3 |

