Изобретение относится к химическому машиностроению, и может быть использовано при изготовлении различных профильных изделий из пластмасс методом экструзии.
При формировании изделий методом экструзии, сохранившаяся в экструдате упругая деформация реализуется на выходе из формующего канала и приводит к изменению размеров поперечного сечения экструдата. (См. , например, кн. "Основы конструирования и расчета деталей из пластмасс и технологической оснастки для их изготовления" авторов Мирзоева Р.Г., Кугушева И.Д., Брагинского В.А., Казанкова Ю.В., Л., Машиностроение, 1972 г., стр. 363). Полученные расчетом размеры фильеры (втулки) с формующим каналом не всегда удовлетворяют требованиям точности размеров поперечного сечения готовых изделий по причине возможного колебания температуры переработки, неоднородности состава и т. д. Применение комплекта сменных фильер (втулок) с диапазоном размеров, близких к расчетным, требует остановки процесса и снижает производительность.
Известны экструзионные головки с устройством для регулирования в них давления экструдата, а следовательно, и стабилизации размеров поперечного сечения изделий в процессе работы. Так, например, известна осевая экструзионная головка для профилирования труб, которая приведена в книге автора В.К. Завгороднего "Механизация и автоматизация переработки пластических масс", М. , Машиностроение, 1970 г. , с. 120, рис. 64б. Она снабжена промежуточным дорном и подвижной втулкой, с возможностью регулировки зазора на входе экструдата во втулку.
Недостатком такой конструкции является то, что определена область применения только для формования трубчатых (полых) изделий. Кроме того, при перемещении подвижной втулки возможно защемление экструдата между наружной поверхностью втулки и корпусом, что вызывает резкий местный разогрев экструзионной головки.
Известна также экструзионная головка для формования профильных изделий из пластмасс по авторскому свидетельству на изобретение N 1728047. Она содержит корпус с подводящими и регулирующими каналами, сборный дроссель для изменения сопротивления по сечению регулирующего канала и фильеру с формующим каналом. Регулирующий канал в головке выполнен в виде пучка разобщенных между собой отверстий, выходные концы которых сообщены непосредственно с формующим каналом и вписаны в его поперечное сечение вплоть до соприкосновения их периметров, при этом элементы дросселя установлены в отверстиях регулирующего канала. Эта головка принята за прототип.
Недостатком прототипа является сложность регулировки для изменения сопротивления по сечению регулирующего канала дросселирующим устройством с применением многорядного комплекта завинчиваемых элементов, что практически исключает возможность применения дистанционного регулирования при ведении непрерывного технологического процесса. Кроме того, при перемещении завинчиваемых элементов дроссельного устройства возможен выход экструдата в зазоры дросселирующего устройства и его защемление, при котором возможен местный разогрев и разложение экструдата, что недопустимо для некоторых типов пластмасс.
Задача предлагаемого изобретения - улучшение условий регулировки для изменения сопротивлению по сечению регулирующего канала и обеспечение возможности перехода на дистанционное регулирование при необходимости ведения непрерывного процесса экструдирования, а также исключение возможности защемления экструдата в процессе регулирования.
Для решения этой задачи в экструзионной головке для формования профильных изделий из пластмасс, содержащей корпус с подводящим каналом, регулирующий канал и фильеру с формующим каналом, регулирующий канал выполнен в отдельном корпусе, встроенном между подводящим и формующим каналами и снабженном кольцевыми канавками, открытыми на наружной поверхности корпуса, и кольцевыми выступами на его внутренней поверхности с возможностью растяжения-сжатия при осевом перемещении корпуса в направляющей втулке от усилия, приложенного к торцу корпуса регулирующего канала с изменением его поперечного сечения.
Итак, в головке для формования, принятой за прототип, взамен регулирующего канала, состоящего из пучка отверстий с дросселирующими ввинчиваемыми элементами, введен регулирующий канал, выполненный в отдельном корпусе, встроенном между подводящим и формующим каналами. Корпус с регулирующим каналом выполнен с кольцевыми канавками на наружной поверхности и кольцевыми выступами на внутренней поверхности, чем достигается возможность его упругого растяжения-сжатия в направляющей втулке, изменяя поперечное сечение от приложения внешнего осевого усилия, например, винтовой парой или гидроприводом. При этом, при необходимости, возможно дистанционное регулирование сопротивления от усилия механического или гидравлического привода, прикладываемого к винтовой паре или к торцу встроенного корпуса с регулирующим каналом. В зоне прохождения экструдата исключен контакт взаимно перемещаемых поверхностей, чем защемляется защемление экструдата.
На фиг. 1 представлена конструкция предлагаемой экструзионной головки. (Продольный разрез). Головка содержит корпус 1 с подводящим каналом, корпус 2 с регулирующим каналом, снабженный кольцевыми канавками и выступами, втулку направляющую 3, корпус 4 фильеры, фильеру 5 с формующим каналом, винт 6, головку-ключ 7, втулку-стопор 8, болты 9. На фиг. 2 изображен разрез А-А этой головки. На чертежах показана экструзионная головка в исходном положении, в готовности к работе.
Головка работает следующим образом. Через фланец корпус 1 с подводящим каналом крепится к жестко закрепленному экструдеру (не показан). Вращением головки-ключа 7 винт 6 вкручивается в резьбу на фланце корпуса 2 с регулирующим каналом для создания предварительного натяга. Поскольку болты 9 жестко связывают корпус 2 с регулирующим каналом с корпусом 1 с подводящим каналом, с втулкой направляющей 3 и с корпусом 4 фильеры, винт 6 сжимает упруго деформирующуюся серединную часть корпуса 2 с регулирующим каналом в зоне расположения кольцевых канавок. За счет чего выпукло выгибаются кольцевые выступы, и тем уменьшается проходное сечение регулирующего канала. При этом корпус 4 фильеры с фильерой 5 перемещаются на величину сжатия корпуса 2 с регулирующим каналом. Включается в работу экструдер. В процессе экструзирования по результатам обмера охлажденных изделий при необходимости производится регулирование сопротивления в корпусе 2 с регулирующим каналом сжатием или растяжением его серединной части.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СМЕШЕНИЯ И ФОРМОВАНИЯ | 2000 |
|
RU2176229C1 |
| УСТРОЙСТВО ДЛЯ МЕРНОЙ РЕЗКИ СТЕРЖНЕВЫХ И ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2000 |
|
RU2173632C1 |
| УСТРОЙСТВО ДЛЯ СМЕШЕНИЯ КОМПОНЕНТОВ ВЗРЫВЧАТОГО СОСТАВА | 2000 |
|
RU2183603C2 |
| Экструзионная головка для формования профильных изделий из пластмасс | 1990 |
|
SU1728047A1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2021135C1 |
| УНИВЕРСАЛЬНЫЙ ПРЕДЕЛЬНЫЙ КАЛИБР ДЛЯ КОНТРОЛЯ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2194241C1 |
| РАКЕТНЫЙ ДВИГАТЕЛЬ ТВЕРДОГО ТОПЛИВА | 2001 |
|
RU2195569C1 |
| ЗАРЯД ТВЁРДОГО ТОПЛИВА | 2001 |
|
RU2208695C2 |
| РАКЕТНЫЙ ДВИГАТЕЛЬ СМЕСЕВОГО ТВЁРДОГО ТОПЛИВА | 2002 |
|
RU2211351C1 |
| ГЕНЕРАТОР ОГНЕТУШАЩЕГО АЭРОЗОЛЯ | 2000 |
|
RU2159647C1 |

Изобретение относится к химическому машиностроению и может быть использовано при изготовлении различных профильных изделий из пластмасс методом экструзии. Экструзионная головка содержит корпус с подводящим каналом, регулирующий канал и фильеру с формующим каналом. Регулирующий канал выполнен в отдельном корпусе, встроенном между подводящим и формующим каналами. Корпус снабжен кольцевыми канавками, открытыми на наружной поверхности корпуса, и кольцевыми выступами на его внутренней поверхности. Корпус регулирующего канала имеет возможность растяжения-сжатия при осевом перемещении в направляющей втулке от усилия, приложенного к торцу корпуса регулирующего канала с изменением его поперечного сечения. Изобретение позволяет улучшить условия регулировки для изменения сопротивления по сечению регулирующего канала, обеспечить возможность перехода на дистанционное регулирование, исключить возможность защемления экструдата в процессе регулирования. 2 ил.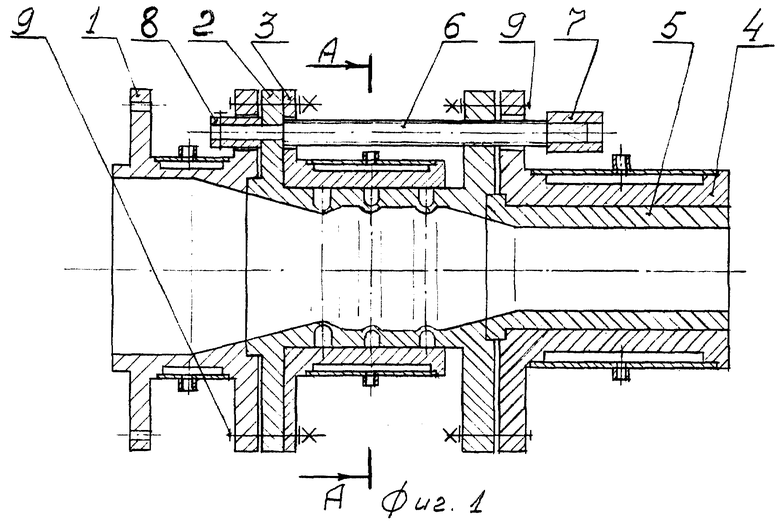
Экструзионная головка для формования профильных изделий из пластмасс, содержащая корпус с подводящим каналом, регулирующий канал и фильеру с формующим каналом, отличающаяся тем, что регулирующий канал выполнен в отдельном корпусе, встроенном между подводящим и формующим каналами и снабженном кольцевыми канавками, открытыми на наружной поверхности корпуса, и кольцевыми выступами на его внутренней поверхности, с возможностью растяжения-сжатия при осевом перемещении корпуса в направляющей втулке от усилия, приложенного к торцу корпуса регулирующего канала, с изменением его поперечного сечения.
| Экструзионная головка для формования профильных изделий из пластмасс | 1990 |
|
SU1728047A1 |
| Экструзионная головка для изготовления трубчатых изделий из полимерных материалов | 1981 |
|
SU960039A1 |
| DE 19831540 A1, 20.01.2000 | |||
| Аппарат для лечения переломов костей | 1982 |
|
SU1057025A1 |
| 0 |
|
SU293331A1 | |
| Стыковое соединение железобетонных плит | 1979 |
|
SU876897A1 |
| US 3708253 A, 02.01.1973. | |||

