Установка может быть применена в промышленности для смешения взрывопожароопасных составов, в том числе порохов и взрывчатых веществ, и формования изделий из них.
Установка предназначена для смешения порошкообразных и жидковязких компонентов, вакуумирования полученной массы, транспортировки ее в сменном корпусе (чаше) к устройству для формования и выгрузки массы под давлением в изделие.
Известна смесительная установка УСП-150 для смешения высоковязких смесей, содержащих пожаровзрывоопасные и агрессивные компоненты, и последующего формования из них изделий (см. "Информационный листок о научно-техническом достижении" N 92-1043.- М.: ВНИИМИ, 1992). Смесительная установка включает в себя вертикальный смеситель планетарного типа с лопастными, винтовыми, самоочищающимися мешалками, приводом рабочих органов, сменными емкостями (чашами), транспортными тележками, разгрузочное (формующее) устройство с поршнем и силовым гидроцилиндром.
Основными преимуществами указанной смесительной установки являются:
- оптимальная организация технологического процесса, высокая производительность и обеспечение безопасности за счет наличия комплекта сменных чаш и разделения фаз смешения и формования;
- практически полная выгрузка продукта из чаши, что упрощает процесс чистки и мойки оборудования.
Недостатками установок этого типа являются:
- наличие единого привода мешалок и планетарной зубчатой передачи, не дающее возможность выбора оптимального соотношения частот вращения рабочих органов применительно к особенностям перерабатываемых композиций;
- отсутствие эффективного теплосъема в редукторе планетарной зубчатой передачи, находящейся внутри смесительной головки с чашей, в том числе в условиях вакуума;
- не исключена возможность попадания порошкообразных взрывопожароопасных компонентов в зону трения уплотнительных узлов мешалок и водила;
- не решена проблема дистанционной загрузки порошкообразных компонентов в смеситель;
- не исключен брак изготавливаемых изделий из-за попадания газовых включений при формовании из-за образования этих включений под выгрузочным поршнем, а также при извлечении мешалок из чаши после смешения, что характерно для переработки составов с высокой вязкостью и малой растекаемостью;
- отсутствует дистанционный контроль момента контакта выгрузочного поршня с выгружаемым продуктом, что необходимо, т.к. холостой ход поршня должен быть максимально быстрым, а рабочий ход (выгрузка) более медленным, определяемым условиями течения продукта и качественного заполнения изделия;
- отсутствует регулировка натяга уплотнительной манжеты выгрузочного поршня, что при реальных допусках размеров может приводить к завышенному натягу манжеты, вызывая опасные тепловыделения, или к недостаточной герметичности. Кроме того, при некотором износе уплотнительной кромки требуется замена дорогостоящей манжеты.
Техническим результатом предлагаемого изобретения является:
- оптимизация процесса смешения за счет независимого дистанционного регулирования частоты вращения мешалок и водила в зависимости от свойств перерабатываемого состава;
- повышение безопасности процесса за счет эффективного охлаждения редуктора планетарной зубчатой передачи, обдува узлов уплотнений мешалок и водила, регулируемого натяга уплотнительной манжеты поршня;
- обеспечение требуемого качества получаемых с помощью установки изделий за счет исключения газовых включений;
- обеспечение дистанционного ведения процесса за счет обеспечения возможности дистанционной загрузки порошкообразных компонентов и дистанционного контроля положения выгрузочного поршня;
- увеличения ресурса работы манжеты выгрузочного поршня.
Указанный технический результат достигается тем, что приводы мешалок и водила выполнены по автономным кинематическим цепям с возможностью плавного дистанционного раздельного регулирования частоты вращения, охлаждение планетарной зубчатой передачи редуктора приводов мешалок и водила осуществляется сжатым воздухом через трубку, установленную соосно и с зазором внутри полого вала редуктора, при этом один конец трубы закреплен на корпусе смесительной головки, а другой конец соединен с полостью редуктора и контактирует с фильтрующей сеткой, закрепленной на конце полого вала редуктора. Корпуса узлов уплотнений валов мешалок и полого вала крышки корпуса редуктора (водила) содержат каналы для подвода сжатого воздуха, причем сжатый воздух к узлам уплотнении мешалок подводится через трубку, расположенную коаксиально с зазором внутри трубки, подводящей сжатый воздух для охлаждения редуктора. Нижние торцы мешалок выполнены в виде клина с углом заострения 30-45o; полый вал крышки корпуса редуктора снабжен фасонной пластиной с возможностью взаимодействия с датчиком конечных положений, закрепленным на корпусе смесительной головки. Выгрузочный поршень установки для формования, соединенный со штоком силового гидроцилиндра, снабжен каналами для дренажа газа; на поверхности поршня со стороны выгружаемого материала выполнены каналы дренажа газа, соединенные с цилиндрами клапанов, установленными на противоположной стороне поршня; клапаны дренажа установлены в цилиндрах с зазором и имеют с одной стороны пяту, контактирующую с выгружаемым продуктом, а, как минимум, один клапан с другой стороны имеет толкатель, контактирующий в верхнем положении с датчиком конечных положений, а поршень клапана снабжен управляющим, например, пневмоцилиндром одностороннего действия; уплотнительная манжета поршня снабжена устройством для регулируемого натяга по диаметру чаши, включающим дугообразные элементы, расположенные равномерно по окружности внутреннего диаметра манжеты, и регулировочные болты, расположенные в кольцевой обечайке поршня.
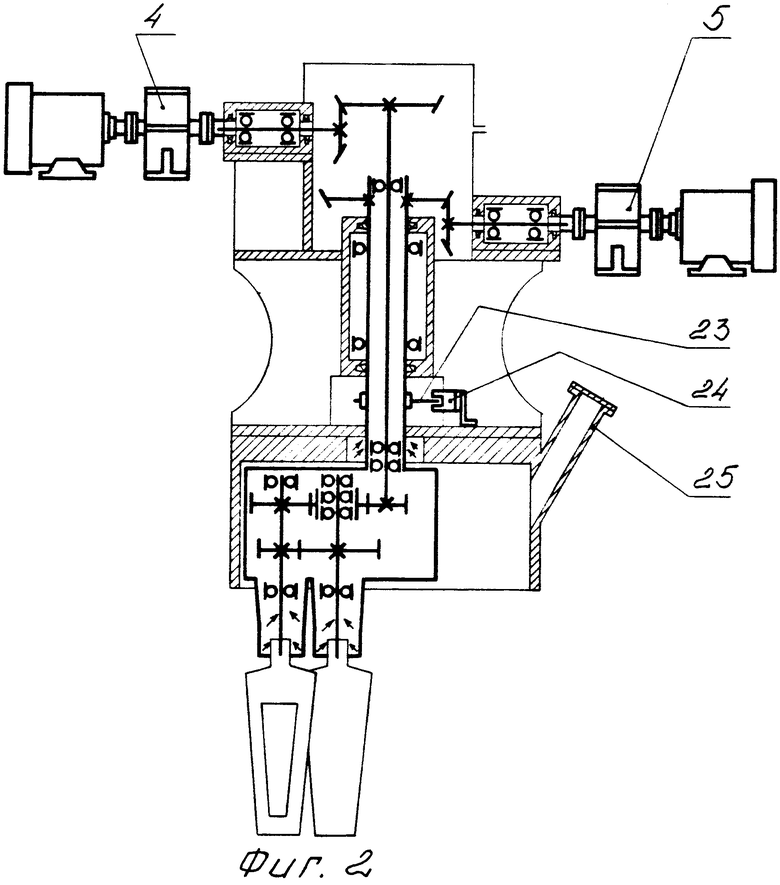
Предлагаемое устройство изображено на фиг. 1. Установка состоит из смесительной головки 1 с быстроходной 2 и тихоходной 3 лопастными, винтовыми, самоочищающимися мешалками. Соотношение частот вращения мешалок 2:1. Смесительная головка снабжена редуктором, включающим в себя планетарную зубчатую передачу привода рабочих органов (мешалок) и водила; привод 4 мешалок и привод 5 водила выполнены по автономным кинематическим цепям (фиг. 2) с возможностью плавного дистанционного независимого регулирования частоты вращения каждого привода.
В установку (фиг. 1) входит комплект сменных корпусов (чаш) 6 с тележками 7. Оптимальное количество чаш в комплекте - 3 (одна на фазе смешения, другая - на фазе выгрузки, третья - на фазе чистки).
Выгрузочное устройство, входящее в состав установки, состоит из обечайки 8, установленной на стационарных опорах 9, силового гидроцилиндра 10 с выгрузочным поршнем 11, установленным на штоке силового гидроцилиндра. Для подъема чаши на фазу смешения служит гидроцилиндр 12, на фазу выгрузки - гидроцилиндр 13. Охлаждение редуктора 14 (фиг. З) с планетарной зубчатой передачей осуществляется через полый вал редуктора 15 сжатым воздухом, подающимся через трубку 16 и выходящим затем через зазор между трубкой и полым валом. Конец трубки контактирует с сеткой 17, установленной с целью исключения случайного попадания твердых частиц с воздухом в полость редуктора. Подача сжатого воздуха осуществляется также и для обдува узлов уплотнений валов мешалок и водила. При этом воздух в узлы уплотнений мешалок подводится через штуцер 18 и трубку 19, установленную соосно и с зазором относительно трубки 16, и через трубку 20 и каналы в теле корпуса редуктора подводятся к узлам уплотнений мешалок. Обдув уплотнений полого вала крышки корпуса редуктора 14 осуществляется воздухом, поступающим через штуцер 21.
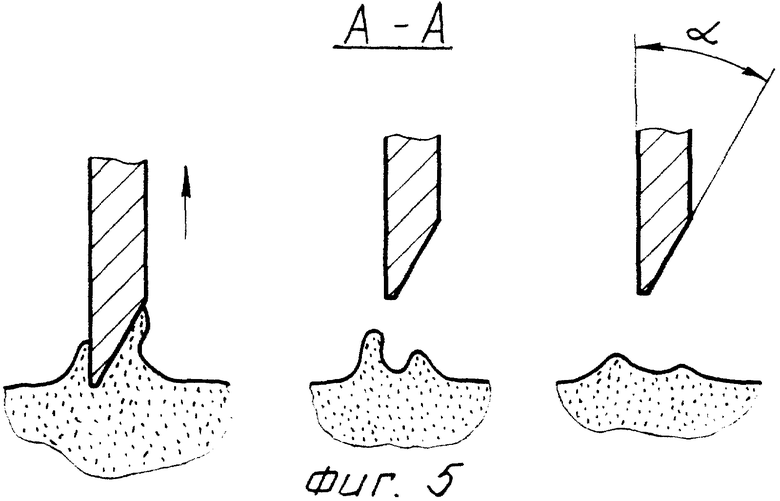
Нижние торцы мешалок 2, 3 (фиг. 1) имеют клиновые скосы с углом α = 30-45o (фиг. 5), причем скосы выполнены со стороны набегания перемешиваемого продукта.
Для скрепления чаши со смесительной головкой и обечайкой устройства для формования на них установлены гидравлические прижимные устройства 22 (фиг. 1, 6).
Для дистанционного контроля положения корпуса редуктора 14 на полом валу крышки его установлена фасонная пластина 23 (фиг. 2), взаимодействующая в определенном положении с датчиком 24, закрепленным на корпусе смесительной головки. Необходимость дистанционного контроля положения редуктора определяется обеспечением свободной загрузки порошкообразных компонентов через патрубок 25, так как в определенном положении корпус редуктора перекрывает тракт подачи компонентов.
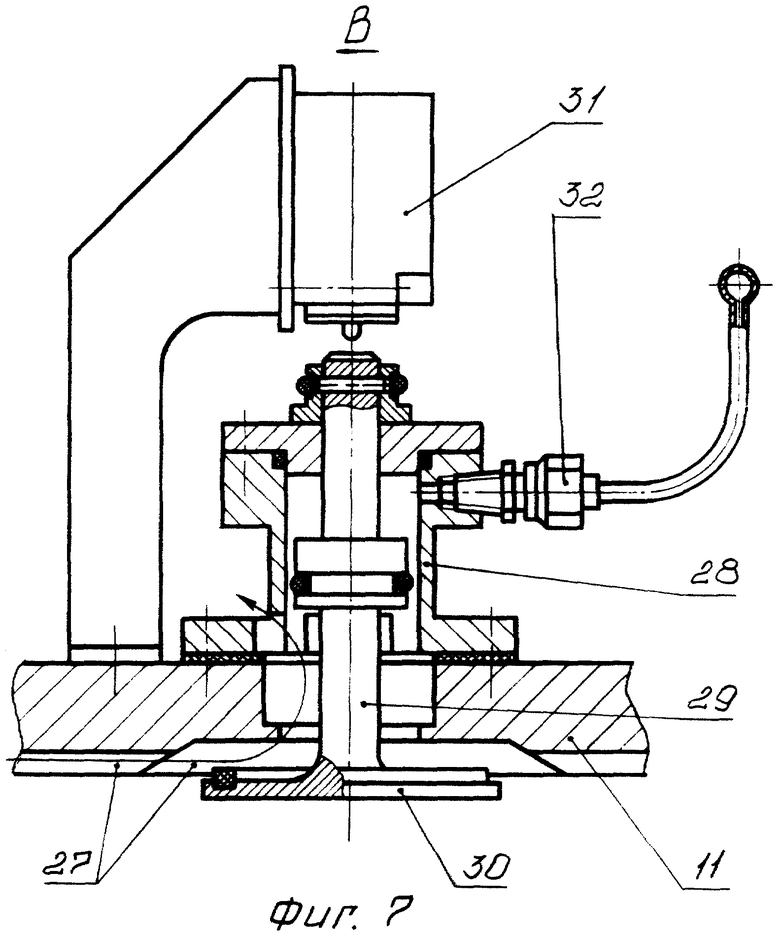
Выгрузочный поршень 11 (фиг. 6) снабжен клапанами 26 дренажа газа. При этом плоскость поршня, контактирующая с выгружаемым продуктом (см. вид Б), имеет радиальные и кольцевой каналы 27 дренажа газа. Клапаны дренажа (фиг. 7) представляют собой цилиндр 28, в котором размещается клапан 29, имеющий в нижней части тягу 30 с уплотнительным элементом, а верхняя часть клапана является толкателем, контактирующим при закрытии клапана с датчиком 31.
При этом датчиком снабжается не менее одного клапана. Клапан размещается в цилиндре свободно (с зазором). Цилиндр клапана является одновременно пневмоцилиндром одностороннего действия при подаче сжатого воздуха через штуцер 32.
Эластичная уплотнительная манжета 33 (фиг. 8) выгрузочного поршня 11 установлена с возможностью изменения натяга в чаше 6, для чего отверстия в манжете для прохода крепежных деталей 34 увеличены относительно диаметров этих крепежных деталей; по внутреннему диаметру манжеты равномерно расположены дугообразные элементы 35; в кольцевой обечайке выгрузочного поршня 11 расположены регулировочные болты 36, контактирующие с дугообразными элементами.
Работа предлагаемого устройства осуществляется следующим образом. Чаша 6 (фиг. 1) на тележке 7 подводится к смесительной головке 1. Гидроцилиндром 12 чаша поднимается к смесительной головке и соединяется с ней гидравлическими устройствами 22. Затем в чашу через специальный штуцер в смесительной головке заливаются основные жидковязкие компоненты.
Возможна заливка навески этого компонента в чашу до ее стыковки. Далее включаются приводы 4, 5 мешалок и водила. Через штуцеры 18 и 21 (фиг. 3) подается сжатый воздух для охлаждения планетарного редуктора и обдува узлов уплотнений. Избыточный воздух из редуктора выходит через зазор между полым валом редуктора и подающей воздух трубкой. Избыточный воздух из внутренней полости смесительной головки выходит через специальный клапан (на чертеже не показан). Планетарный редуктор останавливается в положении, указанном на фиг. 3. Сигнал об остановке в этом положении подает датчик 24, контактирующий с фасонной пластиной 23, закрепленной на полом валу крышки корпуса редуктора. После этого через патрубок 25 производится засыпка навески порошкообразных компонентов. Вначале включается привод мешалок, а затем привод водила. Такой порядок предохраняет привод водила от перегрузок. Сжатый воздух для обдува узлов уплотнений подается во время засыпки порошка и предварительного перемешивания состава (смачивания порошка), что не дает возможности попадания порошка в зону трения этих узлов и опасного разогрева его при трении. После прекращения пыления в зоне перемешивания подача сжатого воздуха в зону уплотнений прекращается; клапаны подачи и выхода воздуха перекрываются. Дальнейшее перемешивание происходит при вакуумировании с целью удаления из состава газовых включений и обеспечения требуемого качества.
По окончании процесса смешения вакуум в смесительной головке сбрасывается, гидравлические прижимные устройства раскрепляют чашу и смесительную головку, и чаша с помощью гидроцилиндра опускается на тележку. При этом форма нижнего торца мешалок, см. сечение А-А (фиг. 3, 5), обеспечивает выход мешалок без образования воздушных включений в готовой смеси.
Механизм образования этих включений при прямоугольной форме сечения мешалок приведен на фиг. 4.
В предлагаемой конструкции скос α выполнен со стороны "набегания" состава, т. к. с этой стороны уровень его выше, что и показано на фиг. 4, 5. Величина угла клинового скоса выбрана исходя из эффективности работы и механической прочности мешалок.
На тележке чаша транспортируется к устройству формования, устанавливается в заданном положении. Затем гидроцилиндром чаша поднимается к устройству для формования и соединяется с обечайкой устройства гидравлическими прижимами. Выгрузочный поршень 11 (фиг. 1) опускается в чашу на зеркало готовой смеси. При этом уровень натяга манжеты 33 выгрузочного поршня должен быть предварительно отрегулирован. Целью регулировки является обеспечение герметичности соединения манжеты с внутренним диаметром чаши при выгрузке, при этом необходимо избежать чрезмерного натяга, приводящего к значительным тепловыделениям при движении выгрузочного поршня. Для этого должны соблюдаться условия  , где P•Vкр - произведение скорости на удельное давление, приводящее к воспламенению состава, P•Vраб - рабочие характеристики. Возможность регулирования положения манжеты позволяет также компенсировать износ рабочих кромок и увеличить ресурс работы манжеты.
, где P•Vкр - произведение скорости на удельное давление, приводящее к воспламенению состава, P•Vраб - рабочие характеристики. Возможность регулирования положения манжеты позволяет также компенсировать износ рабочих кромок и увеличить ресурс работы манжеты.
Пяты 30 клапанов (фиг. 7) при соприкосновении со смесью поднимаются вверх, толкатель (верхний торец клапана 29) нажимает на датчик 31. Во время хода поршня 11 воздух или газовая смесь выходит через радиальные и кольцевой каналы 27 (фиг. 6) и через расположенные на этих каналах клапана из пространства между поршнем и зеркалом состава. Сигнал датчика 31 показывает начало вытеснения состава из чаши и дает указание о переходе на рабочее (более медленное) опускание поршня, определяемое особенностью перерабатываемого состава и конструкцией заполняемых изделий.
Клапан 29 (фиг. 7) в цилиндре 28 установлен с небольшим зазором, чтобы опускание его под собственным весом было свободным (без заеданий). Подвод сжатого воздуха через штуцер 32 необходим для отрыва пяты 30 от поверхности поршня 11 при подъеме поршня, т.к. залипание пяты возможно из-за адгезионных свойств перерабатываемых составов. Датчик 31 в этом случае показывает, что отрыв пяты при подаче воздуха произошел.
Указанная конструкция прошла с положительными результатами опытно-промышленные испытания при переработке широкого диапазона рецептур порохов и взрывчатых веществ на заводе им. С.М.Кирова г. Пермь.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СМЕШЕНИЯ И ФОРМОВАНИЯ | 2001 |
|
RU2206555C2 |
| УСТРОЙСТВО ДЛЯ СМЕШЕНИЯ КОМПОНЕНТОВ ВЗРЫВЧАТЫХ СОСТАВОВ И ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ НИХ | 2002 |
|
RU2226521C2 |
| УСТРОЙСТВО ДЛЯ СМЕШЕНИЯ КОМПОНЕНТОВ ВЗРЫВЧАТЫХ СОСТАВОВ И ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ НИХ | 2002 |
|
RU2222517C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ВЗРЫВЧАТОГО СОСТАВА | 2008 |
|
RU2372315C1 |
| УСТРОЙСТВО ДЛЯ СМЕШЕНИЯ КОМПОНЕНТОВ ВЗРЫВЧАТОГО СОСТАВА | 2000 |
|
RU2183603C2 |
| УСТРОЙСТВО ДЛЯ СМЕШЕНИЯ КОМПОНЕНТОВ ВЗРЫВЧАТЫХ СОСТАВОВ И ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ НИХ | 2008 |
|
RU2383515C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ВЗРЫВЧАТОГО СОСТАВА | 2005 |
|
RU2287509C1 |
| СПОСОБ СМЕШЕНИЯ КОМПОНЕНТОВ ВЗРЫВЧАТЫХ СОСТАВОВ И ФОРМОВАНИЯ ИЗ НИХ ИЗДЕЛИЙ | 2003 |
|
RU2247100C2 |
| УСТАНОВКА ДЛЯ СМЕШЕНИЯ ВЗРЫВОПОЖАРООПАСНОГО СОСТАВА | 2006 |
|
RU2316525C1 |
| УСТАНОВКА ЦЕНТРОБЕЖНОГО БРОНИРОВАНИЯ | 2004 |
|
RU2246560C9 |




Изобретение относится к получению взрывчатых веществ и может быть применено в промышленности для смешения взрывоопасных составов, в том числе порохов и взрывчатых веществ, и формования изделий из них. Установка включает в себя смесительную головку с редуктором, включающим в себя планетарную зубчатую передачу привода рабочих органов-мешалок и привода водила, лопастные, винтовые, самоочищающиеся мешалки с соотношением частот вращения 1:2, комплект сменных корпусов чаш с тележками, устройство для формования, включающее обечайку, установленную на стационарных опорах, силовой гидроцилиндр с выгрузочным поршнем. Приводы мешалок и водила выполнены по автономным кинематическим цепям с возможностью плавного дистанционного независимого регулирования частоты вращения каждого привода. Охлаждение планетарной зубчатой передачи осуществляется сжатым воздухом через трубку, установленную соосно и с зазором внутри полого вала редуктора, при этом один конец трубки закреплен на корпусе смесительной головки, а другой конец соединен с полостью редуктора и контактирует с фильтрующей сеткой, закрепленной на конце полого вала редуктора. Корпуса узлов уплотнений валов, уплотнений валов мешалок и полого вала крышки корпуса редуктора содержат каналы для подвода сжатого воздуха, причем сжатый воздух к узлам уплотнений мешалок подводится через трубку, расположенную коаксиально с зазором внутри трубки, подводящей сжатый воздух для охлаждения зубчатой передачи редуктора. Нижние торцы мешалок выполнены в виде клина с углом заострения 30-45o. Полый вал крышки корпуса редуктора снабжен фасонной пластиной с возможностью взаимодействия с датчиком конечных положений, закрепленным на корпусе смесительной головки. Выгрузочный поршень устройства для формования, соединенный со штоком силового гидроцилиндра, снабжен клапанами для дренажа газа, соединенными с цилиндрами клапанов, установленными на противоположной стороне поршня. Клапаны дренажа установлены в цилиндрах с зазором и имеют с одной стороны пяту, контактирующую с выгруженным материалом, а, как минимум, один клапан с другой стороны имеет толкатель, контактирующий в верхнем положении с датчиком конечных положений; при этом поршень клапана снабжен управляющим, например, пневмоцилиндром одностороннего действия. Уплотнительная манжета выгрузочного поршня снабжена устройством для регулирования натяга манжеты по диаметру чаши, включающим дугообразные элементы, расположенные равномерно по окружности внутреннего диаметра манжеты. Регулирование натяга производится болтами, расположенными в кольцевой обечайке поршня. Изобретение позволяет оптимизировать процесс смешения и формования, повысить безопасность процесса и качество изделий. 8 ил.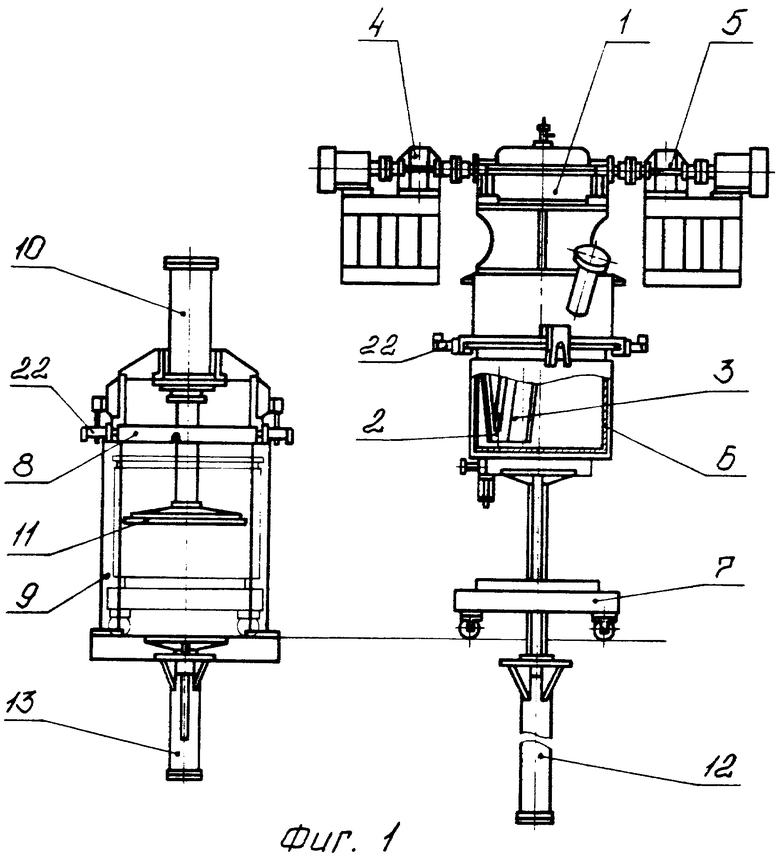
Установка для смешения и формования, содержащая смесительную головку с редуктором, включающим в себя планетарную зубчатую передачу привода рабочих органов - мешалок и привода водила, лопастные, винтовые, самоочищающиеся мешалки с соотношением частот вращения 1:2, комплект сменных корпусов чаш с тележками, устройство для формования, включающее обечайку, установленную на стационарных опорах, силовой гидроцилиндр с выгрузочным поршнем, отличающаяся тем, что приводы мешалок и водила выполнены по автономным кинематическим цепям с возможностью плавного дистанционного независимого регулирования частоты вращения каждого привода, охлаждение планетарной зубчатой передачи редуктора осуществляется сжатым воздухом через трубку, установленную соосно и с зазором внутри полого вала редуктора, при этом один конец трубки закреплен на корпусе смесительной головки, а другой конец соединен с полостью редуктора и контактирует с фильтрующей сеткой, закрепленной на конце полого вала редуктора, корпуса узлов уплотнений валов мешалок и полого вала крышки корпуса редуктора содержат каналы для подвода сжатого воздуха, причем сжатый воздух к узлам уплотнений мешалок подводится через трубку, расположенную коаксиально с зазором внутри трубки, подводящей сжатый воздух для охлаждения редуктора; нижние торцы мешалок выполнены в виде клина с углом заострения 30 - 45o, полый вал крышки корпуса редуктора снабжен фасонной пластинкой с возможностью взаимодействия с датчиком конечных положений, закрепленным на корпусе смесительной головки; выгрузочный поршень устройства для формования, соединенный со штоком силового цилиндра, снабжен клапанами для дренажа газа, на поверхности поршня со стороны выгружаемого материала выполнены каналы для дренажа газа, соединенные с цилиндрами клапанов, установленными на противоположной стороне поршня; клапаны дренажа установлены в цилиндрах с зазором и имеют с одной стороны пяту, контактирующую с выгружаемым материалом, а, как минимум, один клапан с другой стороны имеет толкатель, контактирующий в верхнем положении с датчиком конечных положений, при этом поршень клапана снабжен управляющим, например, пневмоцилиндром одностороннего действия; уплотнительная манжета выгрузочного поршня снабжена устройством для регулирования натяга манжеты по диаметру чаши, включающим дугообразные элементы, расположенные равномерно по окружности внутреннего диаметра манжеты, и регулировочные болты, расположенные в кольцевой обечайке поршня.
| Деревянный коленчатый рычаг | 1919 |
|
SU150A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| - М.: ВНИИМИ, 1992 | |||
| US 4817685, 04.04.1989 | |||
| Приспособление для устранения отклонений от круглости заготовок труб и трубной арматуры | 2018 |
|
RU2715399C1 |
| RU 94007881 A1, 27.10.1995 | |||
| ДОСТАВКА, ОБРАБОТКА И ОБНОВЛЕНИЕ НОВОЙ КАРТОГРАФИЧЕСКОЙ ИНФОРМАЦИИ | 2011 |
|
RU2577548C2 |
| US 5354519 А, 11.10.1994 | |||
| US 4511414, 16.04.1985 | |||
| US 4469647, 04.09.1984. | |||

