Изобретение относится к переработке пластмасс в химической промышленности, а именно к конструкциям экструзионных головок для формования профильных изделий из пластмасс, преимущественно профилей из термостабильных материалов, например полиэтиленов.
Известна экструзионная головка для изготовления профильных изделий из пластмасс, содержащая корпус с подводящим и регулирующими каналами, дроссель для изменения сопротивления последних и фильеру с формующим каналом.
Недостаток известной головки заключается втом, что регулирование потока осуществляется только в одном направлении по сечению изделия, а именно по ширине, что связано с.о снижением производительности
по причине ручной доводки головки, поскольку требуется обеспечить.равномерное вытекание расплава и в другом направлении.
Наиболее близкой по технической сущности к предлагаемой является экструзионная головка для изготовления профильных изделий из пластмасс, содержащая корпус с подающим и регулирующим каналами, сборный дроссель для изменения сопротивления по сечению регулирующего канала, выполненный в виде ряда элементов, и фильеру с формующим каналом.
Недостатки известной экструзионной головки заключаются в ограниченном диапазоне изделий, изготавливаемых с пс- мощыо такой экструзионной головки, так
00
о
как, во-первых, она может быть использована только для плоских (типа листа) изделий вследствие необходимости обеспечения перемещения элементов дросселя-ползунов и плавного перехода от плоского регулирующего канала к формующему, во-вторых, она применима только для сравнительно крупных по сечению изделий по причине относительно больших габаритов ползунов дросселя, т.е. во многих случаях невозможно разместить по сечению изделия достаточного количества их.
Цель изобретения - расширение диапазона изготавливаемых изделий.
Цель достигается тем, что регулирующий канал выполнен в виде пучка разобщенных между собой отверстий, выходные концы которых сообщены непосредственно с формующим каналом и вписаны в его поперечное сечение вплоть до соприкосновения их параметров, при этом элементы дросселя установлены в отверстиях регулирующего канала.
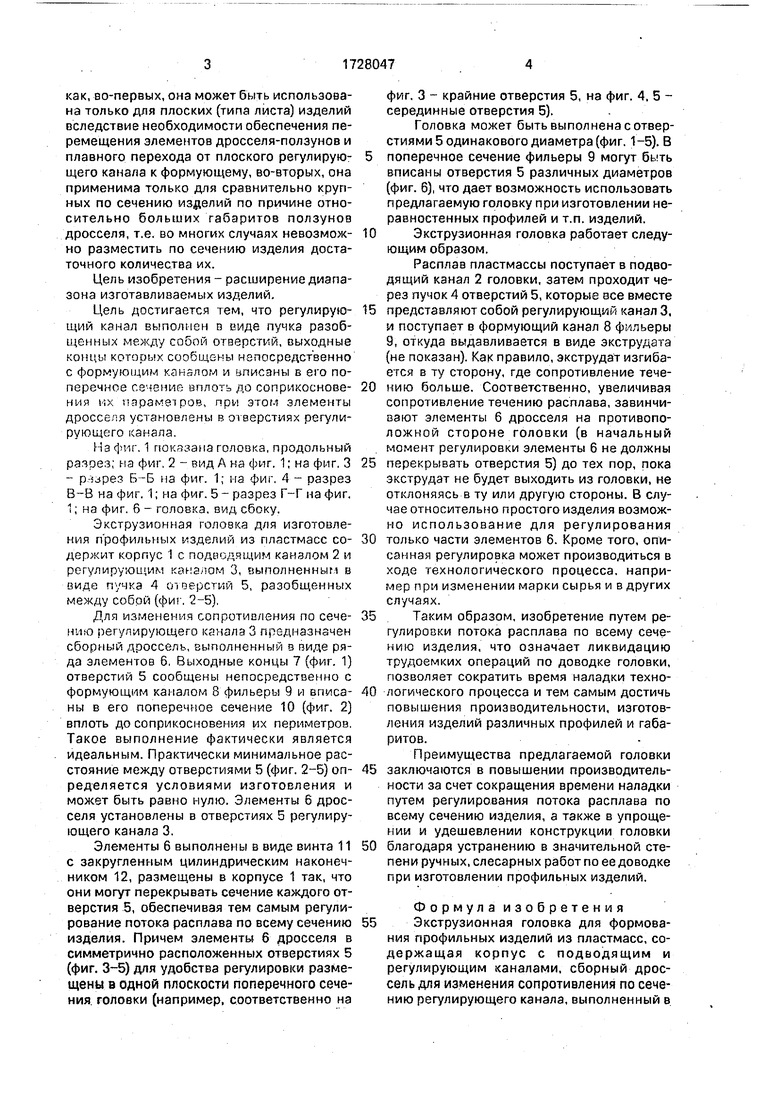
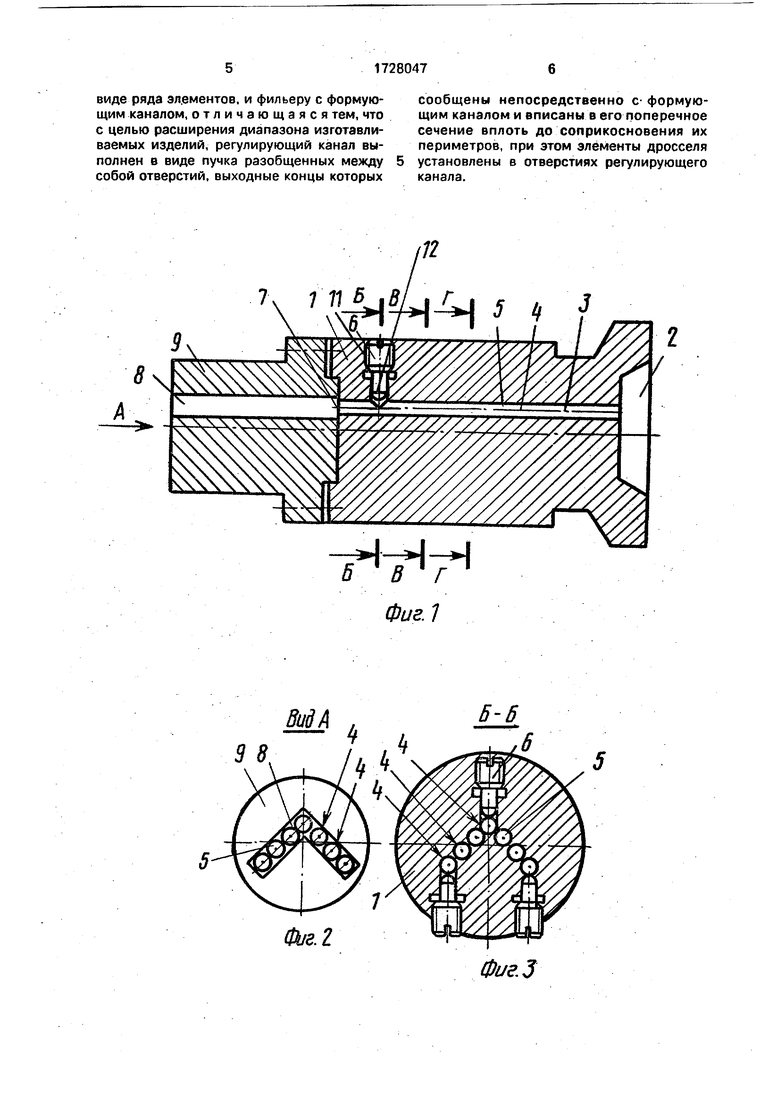
На фиг. 1 показана головка, продольный разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. 6 - головка, вид сбоку.
Экструзионная головка для изготовления профильных изделий из пластмасс содержит корпус 1 с подводящим каналом 2 и регулирующим каналом 3, выполненным в виде пучка 4 отверстий 5, разобщенных между собой (фиг. 2-5),
Для изменения сопротивления по сечению регулирующего канала 3 предназначен сборный дроссель, выполненный в виде ряда элементов 6, Выходные концы 7 (фиг. 1) отверстий 5 сообщены непосредственно с формующим каналом 8 фильеры 9 и вписаны в его поперечное сечение 10 (фиг. 2) вплоть до соприкосновения их периметров. Такое выполнение фактически является идеальным. Практически минимальное расстояние между отверстиями 5 (фиг. 2-5) определяется условиями изготовления и может быть равно нулю. Элементы 6 дросселя установлены в отверстиях 5 регулирующего канала 3.
Элементы 6 выполнены в виде винта 11 с закругленным цилиндрическим наконечником 12, размещены в корпусе 1 так, что они могут перекрывать сечение каждого отверстия 5, обеспечивая тем самым регулирование потока расплава по всему сечению изделия. Причем элементы 6 дросселя в симметрично расположенных отверстиях 5 (фиг. 3-5) для удобства регулировки размещены в одной плоскости поперечного сечения, головки (например, соответственно на
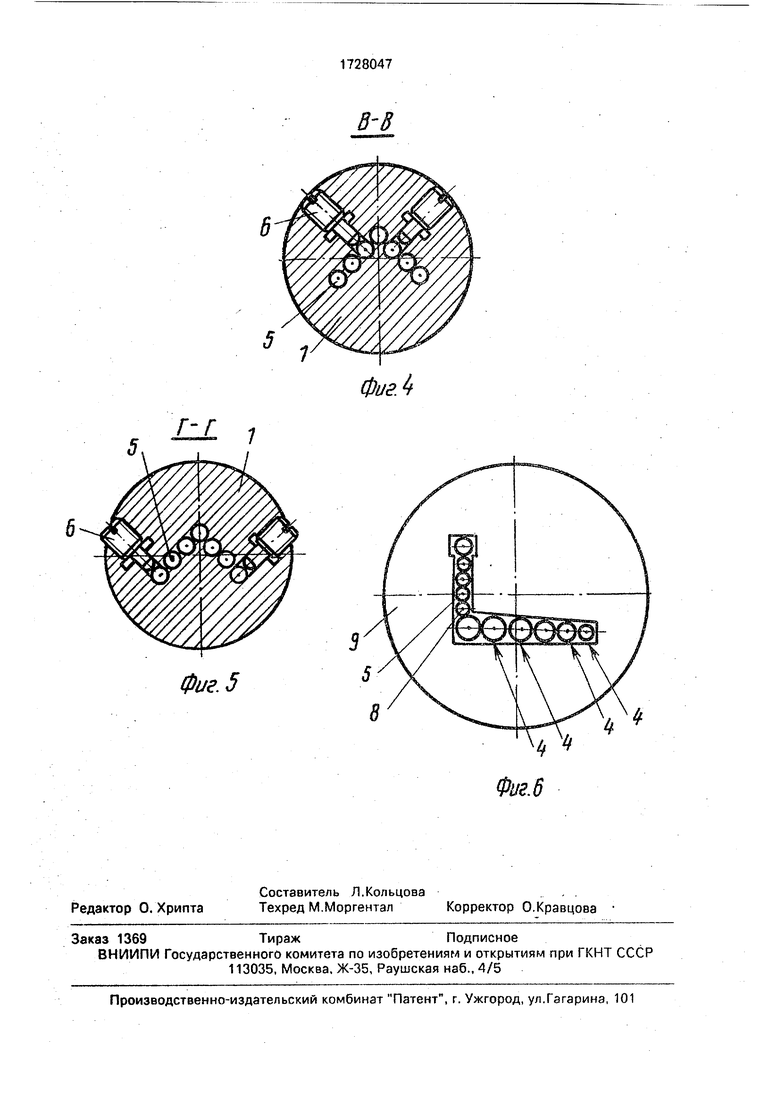
фмг, 3 - крайние отверстия 5, на фиг. 4, 5 - серединные отверстия 5).
Головка может быть выполнена с отверстиями 5 одинакового диаметра (фиг. 1-5). В
поперечное сечение фильеры 9 могут быть вписаны отверстия 5 различных диаметров (фиг. 6), что дает возможность использовать предлагаемую головку при изготовлении не- равностенных профилей и т.п. изделий.
Экструзионная головка работает следующим образом.
Расплав пластмассы поступает в подводящий канал 2 головки, затем проходит через пучок 4 отверстий 5, которые все вместе
представляют собой регулирующий канал 3, и поступает в формующий канал 8 фильеры 9, откуда выдавливается в виде экструдата (не показан). Как правило, экструдат изгибается в ту сторону, где сопротивление течению больше. Соответственно, увеличивая сопротивление течению расплава, завинчивают элементы 6 дросселя на противоположной стороне головки (в начальный момент регулировки элементы 6 не должны
перекрывать отверстия 5) до тех пор, пока зкструдат не будет выходить из головки, не отклоняясь в ту или другую стороны. В случае относительно простого изделия возможно использование для регулирования
только части элементов 6. Кроме того, описанная регулировка может производиться в ходе технологического процесса, например при изменении марки сырья и в других случаях.
Таким образом, изобретение путем регулировки потока расплава по всему сечению изделия, что означает ликвидацию трудоемких операций по доводке головки, позволяет сократить время наладки технологического процесса и тем самым достичь повышения производительности, изготовления изделий различных профилей и габаритов.
Преимущества предлагаемой головки
заключаются в повышении производительности за счет сокращения времени наладки путем регулирования потока расплава по всему сечению изделия, а также в упрощении и удешевлении конструкции головки
благодаря устранению в значительной степени ручных, слесарных работ по ее доводке при изготовлении профильных изделий.
Ф о р м у л а и з о б р е т е н и я Экструзионная головка для формования профильных изделий из пластмасс, содержащая корпус с подводящим и регулирующим каналами, сборный дроссель для изменения сопротивления по сечению регулирующего канала, выполненный в
виде ряда элементов, и фильеру с формующим каналом, отличающаяся тем, что с целью расширения диапазона изготавливаемых изделий, регулирующий канал выполнен в виде пучка разобщенных между собой отверстий, выходные концы которых
сообщены непосредственно с- формующим каналом и вписаны в его поперечное сечение вплоть до соприкосновения их периметров, при этом элементы дросселя установлены в отверстиях регулирующего канала.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ФОРМОВАНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС | 2000 |
|
RU2177411C1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2021135C1 |
| Устройство для формования изделий из полимерных материалов | 1980 |
|
SU891464A1 |
| Экструзионная головка для изготовления извитых изделий из термопластов | 1981 |
|
SU994283A1 |
| Способ производства изделий из полимерных отходов экструзионно-прокатно-формовочным методом и установка для его осуществления | 2021 |
|
RU2782067C2 |
| Многоручьевая экструзионная головка | 1980 |
|
SU1004140A1 |
| Экструзионная головка для изготовления многополостных профильных изделий из полимерных материалов | 1983 |
|
SU1111869A1 |
| Экструзионная головка для изготовления плоских сеток из пластмасс | 1988 |
|
SU1500497A1 |
| ЭКСТРУЗИОННАЯ НАСАДКА, ПРЕИМУЩЕСТВЕННО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ СОТОВОГО ПОЛИКАРБОНАТА | 2013 |
|
RU2558116C2 |
| Экструзионная головка для изготовления профильных резиновых изделий | 1985 |
|
SU1368186A1 |
Изобретение относится к изготовлению профилей из пластмассэкструдированием и м.б, использовано в химической промышленности. Цель изобретения - расширение диапазона изготавливаемых изделий. Для этого экструзионная головка содержит распределительный канал в виде пучка отверстий, разобщенных между собой. Выходные концы отверстий сообщены с формующим каналом головки и вписаны в его поперечное сечение вплоть до соприкосновения их периметров. В отверстиях распределительного канала размещены элементы сборного дросселя для изменения сопротивления по его сечению. При работе за счет регулирования сопротивления с помощью элементов дросселя обеспечивается получение заданного профиля изделий, в том числе изделий типа уголка или неравноценного уголка. 6 ил.
Фие.З
Фиг А
| Экструзионная головка для изготовления многополостных профильных изделий из полимерных материалов | 1975 |
|
SU612816A1 |
| Солесос | 1922 |
|
SU29A1 |
| Каплун Я.Б | |||
| Формующее оборудование экструдеров | |||
| - М.: Машиностроение, 1969, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
