Настоящее изобретение относится к способу соединения оптических волокон и, более конкретно, к способу соединения оптических волокон, имеющих металлическое покрытие, и защиты места соединения оптических волокон.
Прочность оптического волокна с металлическим покрытием значительно превосходит по своим характеристикам оптическое волокно, в котором используется известное пластмассовое покрытие, и имеет высокие значения при изгибах под малыми углами и при намотке. Однако при соединении оптического волокна посредством плавления и защите места соединения с помощью известной термоусадочной трубки трудно обеспечить высокую прочность на разрыв, хотя характеристики прочности на изгиб используются недостаточно.
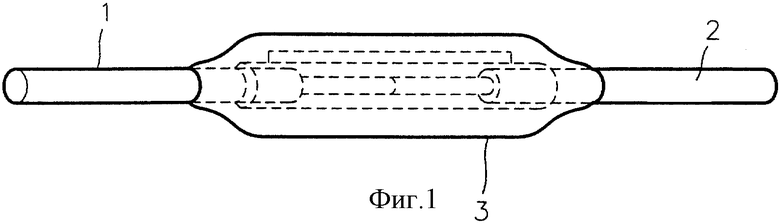
На фиг. 1 изображено оптическое волокно с металлическим покрытием, в котором соединение выполнено при помощи способа, известного из Пособия по оптическим волокнам и кабелям (стр. 357-358, автор Hiroshi Murata-Optics System Development Division, The Forukawa Electric Co., Ltd., Tokyo, Japan; Publisher: Marcel Dekker, Inc. ), использующего термоусадочную трубку. По завершении соединения посредством плавления оптического волокна 1 с металлическим покрытием с другим оптическим волокном 2 с металлическим покрытием термоусадочную трубку 3 надевают на место соединения и полностью закрывают ее. Затем трубку нагревают, после чего она дает усадку и прочно удерживает оптические волокна 1 и 2 с металлическим покрытием, защищая места соединения. В этом случае длина известного соединения оптических волокон, в которых используется термоусадочная трубка, является достаточно большой и составляет приблизительно 60 мм, при этом оптическое волокно в месте соединения не может сгибаться так, как это требуется при прокладке кабеля.
Для устранения вышеуказанных недостатков и решения поставленной задачи настоящего изобретения предложен способ соединения оптического волокна с металлическим покрытием, который обеспечивает высокую прочность и компактность монтажа и облегчает прокладку кабеля за счет уменьшения длины соединения по сравнению с известным способом соединения оптического волокна, имеющего металлическое покрытие.
Для выполнения поставленной задачи предложен способ соединения оптических волокон, имеющих металлическое покрытие, содержащий следующие операции: соединяют между собой торцы оптических волокон, имеющих металлическое покрытие, посредством плавления соединяемых поверхностей оптических волокон с использованием приспособления для соединения посредством плавления, укладывают присоединяемое оптическое волокно с металлическим покрытием в металлический V-образный паз нижней пластины, наносят клей для металла на боковые поверхности металлического V-образного паза нижней пластины, уплотняют присоединяемое оптическое волокно за счет размещения металлического V-образного паза верхней пластины над металлическим V-образным пазом нижней пластины, равномерно наносят и достигают отверждения клея для металла в месте соединения оптических волокон посредством подачи воздуха с высокой температурой в металлические пазы.
Сущность изобретения иллюстрируется ссылкой на чертежи, на которых:
фиг. 1 изображает оптические волокна с металлическим покрытием, которые присоединены при помощи известного способа соединения, использующего термоусадочную трубку;
фиг. 2 изображает внешний вид устройства соединения и оптическое волокно с металлическим покрытием для иллюстрации процесса соединения оптических волокон с металлическим покрытием согласно настоящему изобретению.
На фиг. 2 изображены оптические волокна 20 и 22 с металлическим покрытием, которые соединяются посредством плавления места контакта двух оптических волокон с помощью приспособления для соединения посредством плавления (не показано). Затем паяльный крем 26, который используется в качестве клея для металла, наносят в таком количестве, чтобы место 30 соединения покрывало боковые поверхности металлического V-образного паза 24 нижней пластины. Металлический V-образный паз 28 верхней пластины 25' опускают над металлическим V-образным пазом 24 нижней пластины 25, чтобы закрыть точку 30 контакта. Затем воздух с высокой температурой подают в металлические V-образные пазы 24 и 28 для того, чтобы паяльный крем 26, предназначенный для склеивания металла, равномерно покрывал и твердел в месте соединения, в котором оболочки 32 оптических волокон находятся в контакте друг с другом. В этом случае для нагрева металлических канавок 24 и 28 можно использовать железо для пайки, способное непосредственно передавать теплоту или высокую температуру накаливания.
В то же время, поскольку длину места 30 соединения можно уменьшить в пределах приблизительно 10-30 мм, место соединения получается небольшим по сравнению с местом соединения, длина которого составляет приблизительно 60 мм, использующего известный способ для соединения оптических волокон.
Как описано выше, согласно предлагаемому способу соединения оптического волокна, имеющего металлическое покрытие, место соединения оптических волокон защищают паяльным кремом, который склеивает его, чтобы обеспечить высокую прочность на разрыв оптического волокна с металлическим покрытием. К тому же длина места соединения становится короче, поэтому прокладку можно выполнить легче и соединенное оптическое волокно можно смонтировать в небольшом пространстве.
Способ соединения оптических волокон, имеющих металлическое покрытие, и защиты места соединения содержит операции соединения оптических волокон, имеющих металлическое покрытие, друг с другом посредством плавления соединяемой поверхности оптических волокон, которые соединяются с использованием приспособления для соединения посредством плавления, укладывают присоединяемое оптическое волокно с металлическим покрытием в металлический V-образный паз нижней пластины, наносят клей для металла на боковые поверхности металлического V-образного паза нижней пластины, уплотняют присоединяемое оптическое волокно за счет размещения металлического V-образного паза верхней пластины над металлическим V-образным пазом нижней пластины и равномерно наносят и достигают отверждения клея для металла в месте соединения оптических волокон посредством подачи в металлические пазы воздуха с высокой температурой. Как описано выше, место соединения оптических волокон защищено паяльным кремом, который склеивает его, обеспечивая высокую прочность на разрыв. К тому же длина места соединения становится короче, что позволяет укладывать соединенное оптическое волокно в небольшом пространстве в устройстве, использующем оптические волокна. Техническим результатом является обеспечение высокой прочности и компактности монтажа и уменьшения длины соединения. 1 з.п. ф-лы, 2 ил.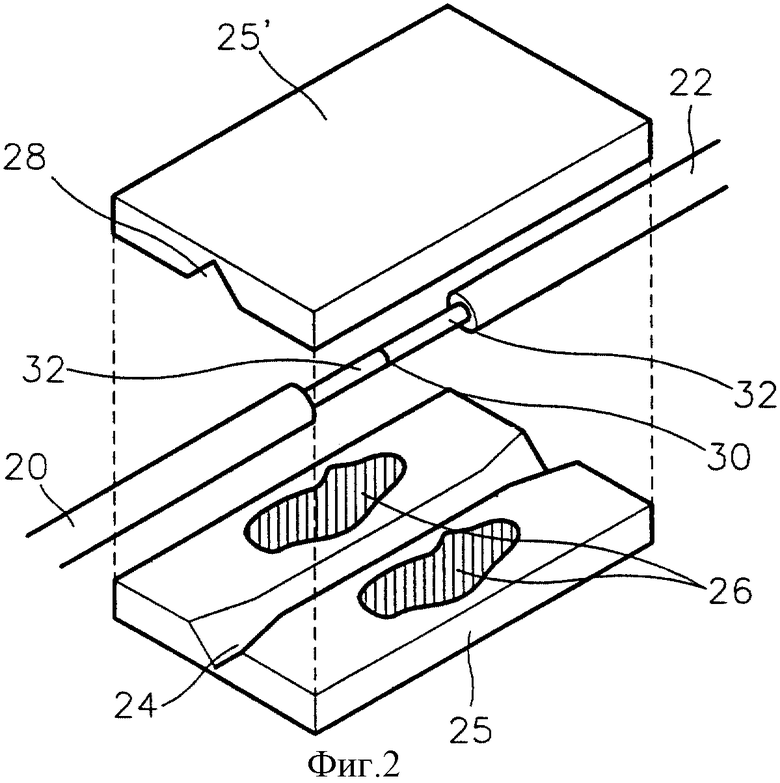
| КОНЦЕНТРИРОВАННАЯ ОСНОВА (БАЛЬЗАМ) "ВИТА-2" | 2003 |
|
RU2245083C1 |
| ШТЕПСЕЛЬНОЕ СОЕДИНЕНИЕ ВОЛОКОННЫХ СВЕТОВОДОВ | 1990 |
|
RU2068192C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО ШТЕКЕРА (ВАРИАНТЫ) | 1997 |
|
RU2110819C1 |
| US 5444804 А, 22.08.1995 | |||
| US 5347606 А, 13.09.1994. | |||

