Изобретение относится к обработке металлов резанием, конкретно к рациональной эксплуатации режущих инструментов со сменными твердосплавными пластинами при нарезании резьбы на концах труб нефтяного сортамента и муфт к ним.
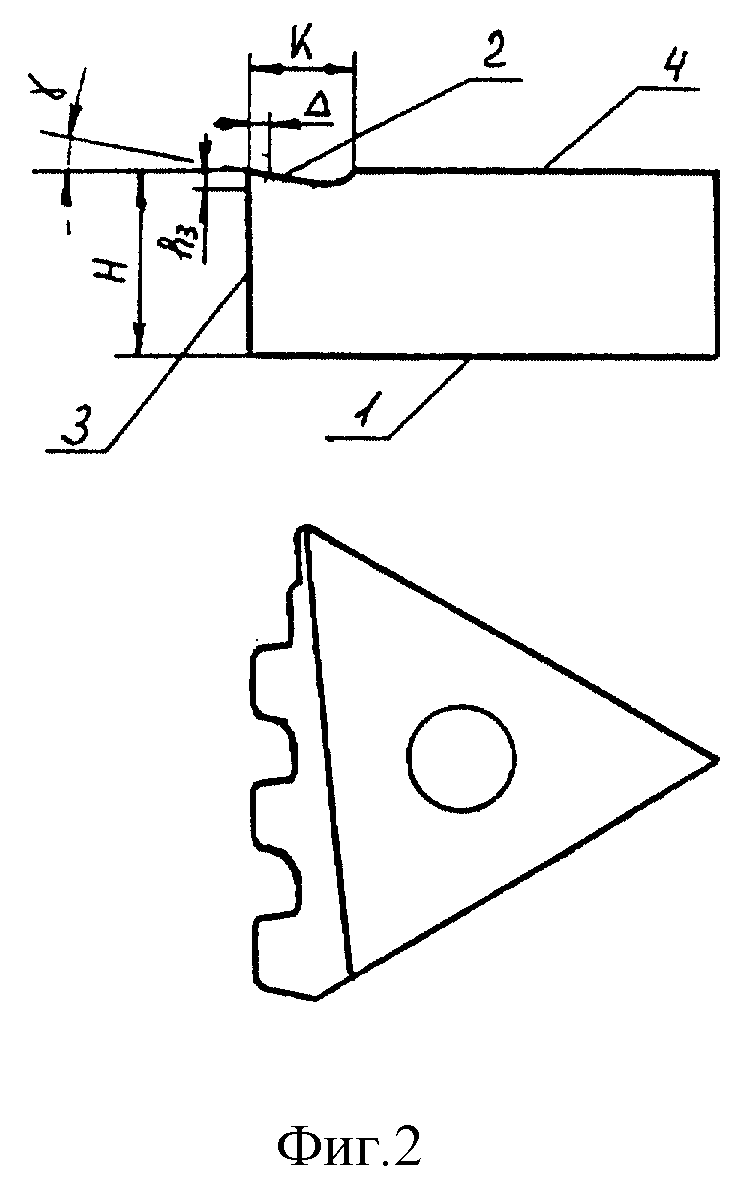
В процессе эксплуатации режущая пластина, установленная в режущем инструменте (фиг. 1) с образованием заднего угла, равного углу γ, - углу заточки передней поверхности- изнашивается, и на задней, и на передней гранях образуются площадки износа высотой h3 и шириной Δ, показанные на фиг. 2, а режущая кромка имеет множество микровыкрашиваний и микротрещин. Достигнув критического износа, пластина становится неработоспособной.
Для восстановления работоспособности режущей пластины ее перетачивают. Известные способы переточки режущих пластин включают в себя переточку по передней поверхности на глубину h3.
Одним из недостатков указанных способов является то, что после установки в прежний режущий инструмент восстановленной режущей пластины ее режущая кромка будет находиться ниже центра оси обрабатываемой детали, а это приведет к ухудшению процесса резания, потере геометрических размеров при обработке детали, а для устранения этого необходимо использовать другой режущий инструмент.
Задачей, на решение которой направлено предлагаемое изобретение, является повышение режущих свойств восстанавливаемых твердосплавных пластин при использовании одного режущего инструмента.
Поставленная задача решается двумя способами, состоящими из двух вариантов.
Вариант 1
Сущность варианта 1 заточки режущих неперетачиваемых пластин одноразового использования заключается в восстановлении изношенной режущей пластины путем перетачивания профиля по задней поверхности 3 до снятия износа Δ аналогично прототипу (фиг. 2) и стружечной канавки до полного восстановления ее параметров.
Вариант 2
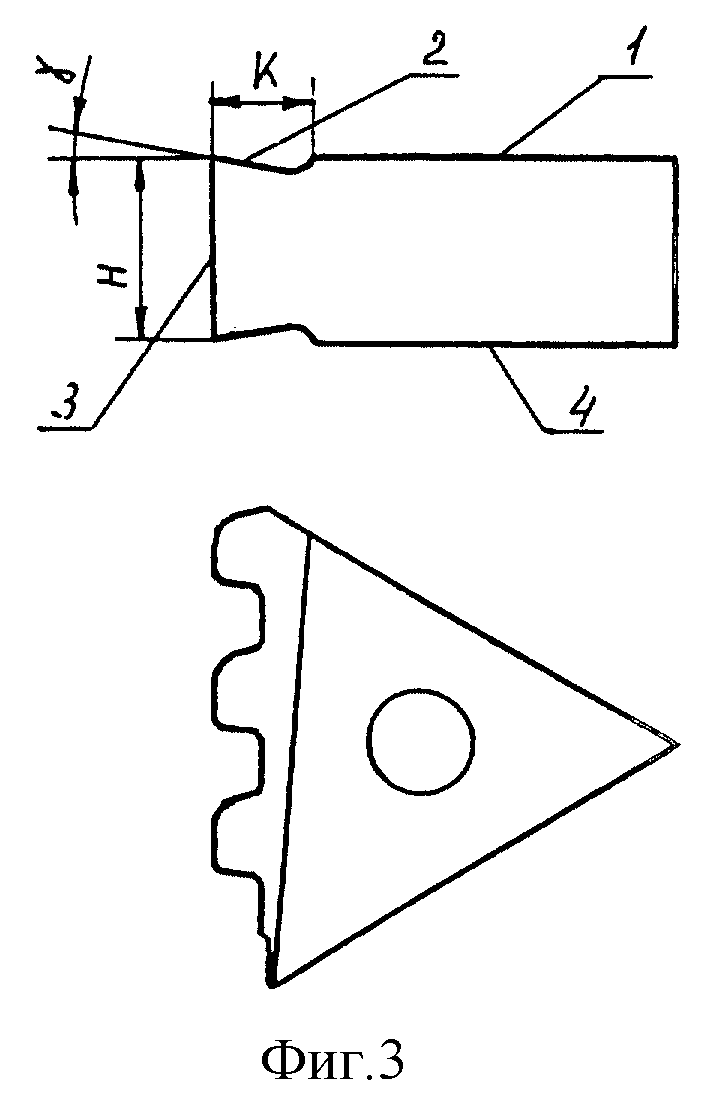
Сущность заявляемого способа 2 заточки режущих неперетачиваемых пластин одноразового использования заключается в восстановлении изношенной режущей пластины путем перетачивания с поворотом на 180o по опорной поверхности 1 для образования стружечной канавки, передней поверхности 2 под углом γ \ (фиг. 3) и перетачивания по задней поверхности 3 для установления необходимых параметров профиля.
Верхняя поверхность 4 становится опорной.
Переточка при данныхвариантах режущих пластин характеризуется полностью восстановленными параметрами стружечной канавки, смещением профиля по задней поверхности к центру пластины на величину, определяемую для его восстановления исходя из расчета величины снимаемого износа Δ или используемой в дальнейшем формы режущей кромки.
Предложенные варианты заточки режущих пластин при их эксплуатации обеспечат использование режущих пластин без ухудшения режущих свойств в одном инструменте после одной переточке и могут быть использованы при переточке резьбовых пластин трехгранной и четырехгранной форм для наружной резьбы в пластины как для наружной, так и для внутренней резьбы и наоборот пластины для внутренней резьбы в пластины как для внутренней, так и для наружной резьбы при нарезании резьбы на трубах нефтяного сортамента и муфт к ним.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| СБОРНАЯ РЕЗЬБОВАЯ ФРЕЗА | 2002 |
|
RU2224625C2 |
| ЧЕРВЯЧНАЯ ИГЛОФРЕЗА-ЛЕТУЧКА | 2007 |
|
RU2332283C1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| СПОСОБ ПЕРЕТОЧКИ РЕЖУЩИХ ПЛАСТИН | 1993 |
|
RU2051011C1 |
| СПОСОБ ЗУБОИГЛОФРЕЗЕРОВАНИЯ ЧЕРВЯЧНОЙ ИГЛОФРЕЗОЙ-ЛЕТУЧКОЙ | 2007 |
|
RU2332282C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЖУЩИХ СВОЙСТВ СМЕННЫХ МНОГОГРАННЫХ ТВЕРДОСПЛАВНЫХ ПЛАСТИНОК | 2001 |
|
RU2219038C2 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| Способ эксплуатации прямоугольных двухслойных пластин в кольцевых буровых коронках | 2015 |
|
RU2631513C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ СО СМЕННОЙ ПЕРЕТАЧИВАЕМОЙ ПЛАСТИНОЙ | 1992 |
|
RU2028875C1 |
Изобретение относится к обработке металлов резанием, к рациональной эксплуатации режущих инструментов при нарезании резьбы на концах труб нефтяного сортамента и труб к ним. Для повышения режущих свойств восстанавливаемых твердосплавных пластин при использовании одного режущего инструмента способ включает перетечку резьбовых пластин по задней профильной поверхности и поверхности стружечной канавки. При этом по задней поверхности снимают всю величину износа, а по передней - восстанавливают параметры стружечной канавки. 2 с. и 2 з. п. ф-лы, 3 ил.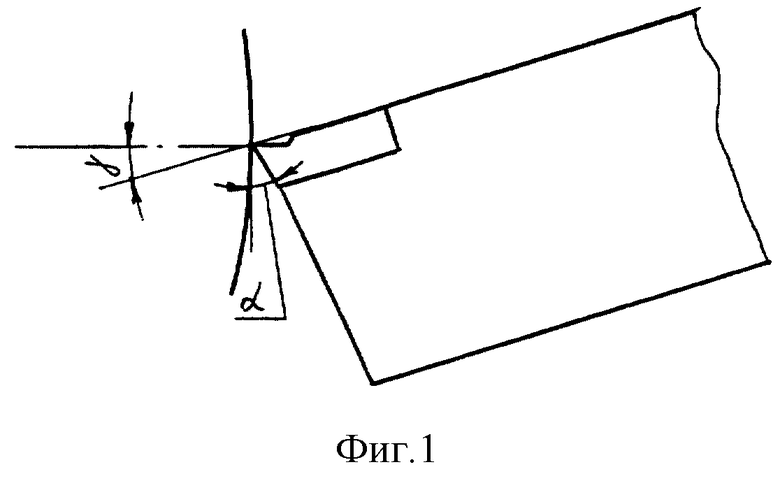
| Гребенка к сборной плашке | 1987 |
|
SU1511028A1 |
| Способ заточки режущих пластин | 1987 |
|
SU1537385A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1991 |
|
RU2016743C1 |
| US 4337562, 06.07.1982 | |||
| Центробежный пылеуловитель для очистки воздуха при бурении шпуров | 1958 |
|
SU117242A1 |
| ФРУМИН Ю.Л | |||
| Высокопроизводительный резьбообразующий инструмент | |||
| - М.: Машиностроение, 1977, с | |||
| Говорящий кинематограф | 1920 |
|
SU111A1 |
