I
(21)4350887/25-08
(22)28.12.87
(46) 30.09.89. Бюл. № 36
(72) Ю. М. Антонов и Л. П. Мельникова
(53)621.9-229.272.002.2(088.8)
(56)Авторское свидетельство СССР № 903002, кл. В 23 О 5/04, 1979.
(54)ГРЕБЕНКА К СБОРНОЙ ПЛАШКЕ
(57)Изобретение относится к машиностроению, а именно к инструментальному производству. Целью изобретения является повышение долговечности плашки за счет эффективности удаления стружки. Резьбооб- разуюш,ая часть гребенки между режуши- ми кромками 2, 3 выполнена вогнутой формы и образует зазор между резьбами
гребенки 7 и заготовки. После нарезания резьбы планку свинчивают, при этом ре- жуш,ие кромки 2 зачиш.ают нарезанную резьбу оставшаяся стружка попадает в зазор между резьбами гребенки 7 и заготовки. После затупления режушей кромки 3 планку переворачивают и гребенка I работает заборным конусом и режущей кромкой 2, при этом режуш.ая кромка 3 станет за- чистной. Поверхность резьбы 7 на гребенке выполнена вогнутой по дуге окружности радиусом, определенным из зависимости (a-|-ai), где г - средний радиус резьбы гребенки; т - ширина гребенки; (X - центральный угол половины ширины гребенки; cci - задний угол резьбы гребенки. 3 ил.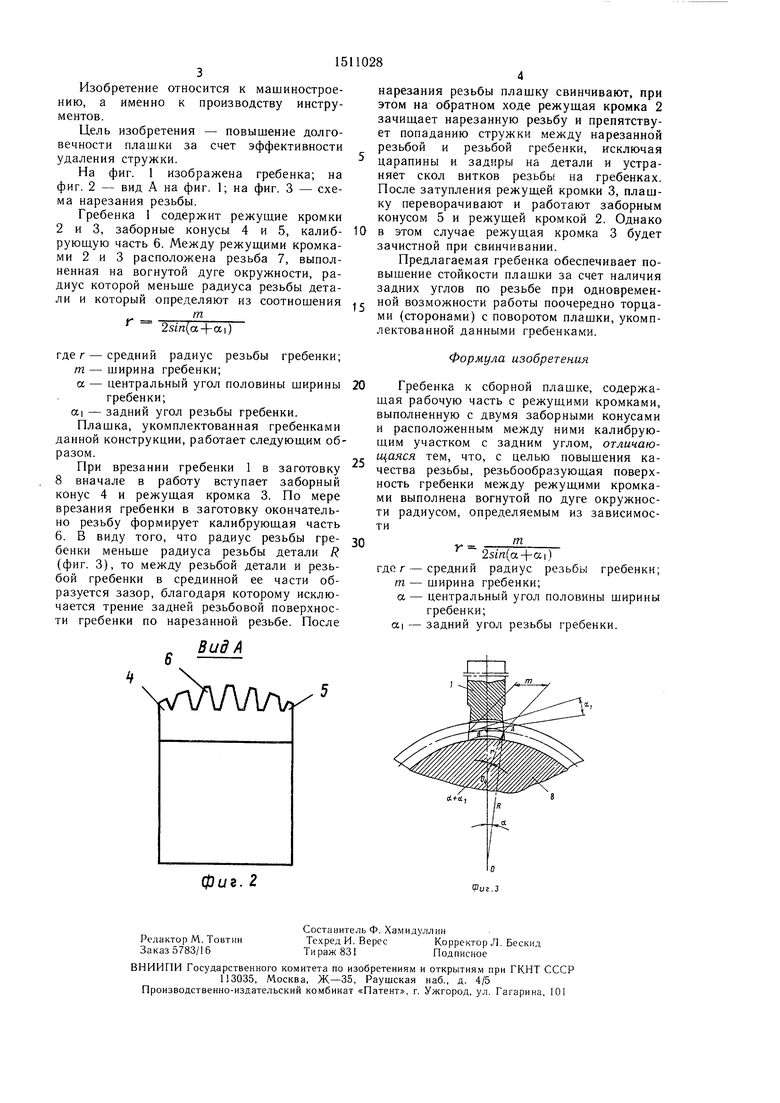
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ ПЛАШКА | 1992 |
|
RU2043883C1 |
| Плашка | 1987 |
|
SU1465204A1 |
| Гребенка к винторезной головке | 1983 |
|
SU1189610A1 |
| Круглая плашка | 1988 |
|
SU1785850A1 |
| Устройство для нарезания наружной резьбы | 2015 |
|
RU2622070C1 |
| Круглая плашка и способ ее изготовления | 1979 |
|
SU841824A1 |
| Способ электрохимической обработки резьбовых поверхностей | 1985 |
|
SU1340954A1 |
| ПЛАШКА | 2004 |
|
RU2258585C1 |
| РЕЗЬБОНАРЕЗНАЯ ГОЛОВКА | 1991 |
|
RU2030260C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ НАРЕЗАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ - МЕТЧИК | 1995 |
|
RU2098237C1 |
Изобретение относится к машиностроению, а именно к инструментальному производству. Целью изобретения является повышение долговечности плашки за счет эффективности удаления стружки. Резьбообразующая часть гребенки между режущими кромками 2,3 выполнена вогнутой формы и образует зазор между резьбами гребенки 7 и заготовки. После нарезания резьбы планку свинчивают, при этом режущие кромки 2 зачищают нарезанную резьбу оставшаяся стружка попадает в зазор между резьбами гребенки 7 и заготовки. После затупления режущей кромки 3 планку переворачивают, и гребенка 1 работает заборным конусом и режущей кромкой 2, при этом режущая кромка 3 станет зачистной. Поверхность резьбы 7 на гребенке выполнена вогнутой по дуге окружности радиусом, определенным из зависимости R = M:[Α SIN (Α + Α1)], где R - средний радиус резьбы гребенки
M - ширина гребенки
α - центральный угол половины ширины гребенки
α1 - задний угол резьбы гребенки. 3 ил.
сд
N:)
00
Фиг.1
Изобретение относится к машиностроению, а именно к производству инструментов.
Цель изобретения - повышение долговечности плашки за счет эффективности удаления стружки.
На фиг. 1 изображена гребенка; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - схема нарезания резьбы.
Гребенка 1 содержит режуш.ие кромки 2 и 3, заборные конусы 4 и 5, калиб- руюш.ую часть 6. Между режушими кромками 2 и 3 расположена резьба 7, выполненная на вогнутой дуге окружности, радиус которой меньше радиуса резьбы детали и который определяют из соотношения
f.,
2sm(a-|-ai)
где г - средний радиус резьбы гребенки;
т - ширина гребенки;
а - центральный угол половины ширины
гребенки; tti- задний угол резьбы гребенки.
Плашка, укомплектованная гребенками данной конструкции, работает следующим образом.
При врезании гребенки 1 в заготовку 8 вначале в работу вступает заборный конус 4 и режушая кромка 3. По мере врезания гребенки в заготовку окончательно резьбу формирует калибруюш,ая часть 6. В виду того, что радиус резьбы гребенки меньше радиуса резьбы детали R (фиг. 3), то между резьбой детали и резьбой гребенки в срединной ее части образуется зазор, благодаря которому исключается трение задней резьбовой поверхности гребенки по нарезанной резьбе. После
. В ид А
V
vAA/Wb
X
нарезания резьбы плашку свинчивают, при этом на обратном ходе режущая кромка 2 зачищает нарезанную резьбу и препятствует попаданию стружки между нарезанной резьбой и резьбой гребенки, исключая
царапины и задиры на детали и устраняет скол витков резьбы на гребенках. После затупления режущей кромки 3, плашку переворачивают и работают заборным конусом 5 и режущей кромкой 2. Однако
0 в этом случае режущая кромка 3 будет зачистной при свинчивании.
Предлагаемая гребенка обеспечивает повышение стойкости плашки за счет наличия задних углов по резьбе при одновременг ной возможности работы поочередно торцами (сторонами) с поворотом плашки, укомплектованной данными гребенками.
Формула изобретения
0 Гребенка к сборной плашке, содержащая рабочую часть с режущими кромками, выполненную с двумя заборными конусами и расположенным между ними калибрующим участком с задним углом, отличающаяся тем, что, с целью повышения качества резьбы, резьбообразующая поверхность гребенки между режущими кромками выполнена вогнутой по дуге окружности радиусом, определяемым из зависимости
0г
2s/«(a-i-ai)
где г - средний радиус резьбы гребенки; m - ширина гребенки; а - центральный угол половины ширины
гребенки; ai - задний угол резьбы гребенки.
