Изобретение относится к способам изготовления режущего инструмента, в частности к способам восстановления твердосплавных сменных многогранных пластин, и может быть использовано в машиностроении.
Известны способы шлифования многогранных неперетачиваемых пластин (СМП) по опорной поверхности и ленточке.
Недостатком указанных способов является малая пригодность указанных технологий для восстановления СМП для черновой обработки.
Наиболее близким по технической сущности является способ восстановления СМП по задней и передней поверхности.
Недостатком известного технического решения является высокая трудоемкость обработки, неизбежное уменьшение толщины пластины, отсутствие оптимальной геометрии режущего клина восстановленного инструмента.
Целью изобретения является повышение стойкости инструмента типа сменных многогранных пластин из твердого сплава для черновой обработки с величиной износа по задней поверхности более 0,1 мм, при обеспечении минимального уменьшения толщины пластины.
Это достигается тем, что вышлифовку стружколомающей канавки МНП выполняют в малодефектном слое опорной поверхности пластины.
Проведение вышлифовки по опорной поверхности позволяет: формировать режущий клин в малодефектном слое материала опорной поверхности, в котором содержится минимальное количество микротрещин, неизбежно возникающих на поверхности при эксплуатации инструмента для чернового точения; формировать оптимальную геометрию режущего клина в зависимости от условий обработки; улучшать условия схода стружки за счет пониженной шероховатости поверхности и радиальной геометрии режущего клина; минимально уменьшать толщину МНП, что имеет первоочередное значение для чернового точения; выполнять восстановление с минимальными трудозатратами, так как отпадает необходимость шлифования задней грани МНП, неизбежное при перешлифовке рабочей поверхности; данная технология не требует специального оборудования.
Способ восстановления инструмента осуществляется следующим образом.
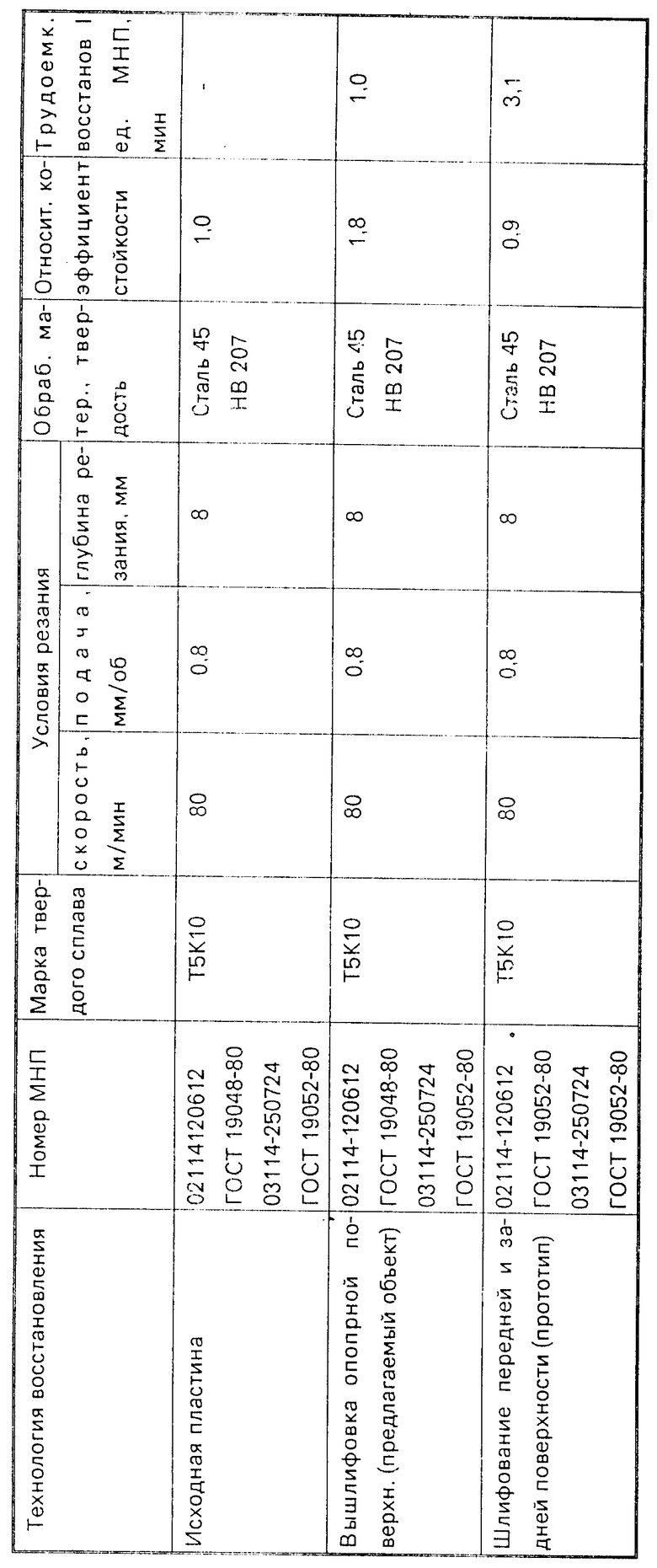
П р и м е р 1. Изношенные многогранные неперетачиваемые пластины, при необходимости предварительно шлифованные по ленточке, переворачивают на опорную поверхность и устанавливают в специальное приспособление. Приспособление с МНП устанавливают на магнитный стол плоскошлифовального станка мод. ЗД 732, выполняют вышлифовку стружколома и ленточки в соответствии с требованиями чертежа.
Восстановленную пластину испытывают при черновом точении (см. таблицу).
Способ обеспечивает повышенную в 1,8 раза стойкость восстановленной пластины при минимальной трудоемкости обработки.
П р и м е р 2 (прототип). Выполняют шлифование МНП по задней грани до удаления дефектного слоя на специальном станке. Затем пластины передают на плоскую шлифовку и производят шлифовку передней грани. Восстановленную пластину испытывают при черновом точении (см. таблицу). Способ восстановления трудоемнее, стойкость пластины ниже исходной.
В процессе испытаний инструмент, восстановленный по описываемому способу, (пример 1) показал стабильное увеличение стойкости по сравнению с инструментом, восстановленным по способу, принятому за прототип при одновременном снижении трудоемкости шлифования.
Таким образом, использование изобретения создает положительный эффект в повышении стойкости инструмента и снижении трудоемкости его восстановления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗНОСОСТОЙКИЙ ПОРОШКОВЫЙ МАТЕРИАЛ | 1992 |
|
RU2016122C1 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА | 1991 |
|
RU2026419C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ СО СМЕННОЙ ПЕРЕТАЧИВАЕМОЙ ПЛАСТИНОЙ | 1992 |
|
RU2028875C1 |
| Способ обработки вольфрамокобальтового твердосплавного инструмента | 1990 |
|
SU1752514A1 |
| Способ обработки вольфрамокобальтового твердосплавного инструмента | 1990 |
|
SU1747245A1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ СМЕННАЯ ПЛАСТИНА | 2006 |
|
RU2327549C1 |
| СПОСОБ КОМПЛЕКСНОГО УПРОЧНЕНИЯ ИНСТРУМЕНТА ДЛЯ БЫСТРОРЕЖУЩИХ СТАЛЕЙ, СОДЕРЖАЩИХ БОЛЕЕ 3% ВАНАДИЯ | 1991 |
|
RU2015199C1 |
| Способ определения оптимальной геометрии передней поверхности режущего инструмента | 1978 |
|
SU975221A1 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| Протяжка | 1986 |
|
SU1399025A1 |
Использование: область изготовления режущего инструмента, в частности, способы восстановления твердосплавных многогранных пластин. Цель изобретения - повышение стойкости многогранных неперетачиваемых пластин и снижение трудоемкости их восстановления. Сущность изобретения: способ восстановления режущего инструмента, в частности твердосплавных многогранных неперетачиваемых пластин с величиной износа по задней поверхности не более 1,5 мм, включает вышлифовку стружколомающей канавки и шлифование опорной ленточки, которую выполняют в малодефектном слое опорной поверхности. 1 табл.
СПОСОБ ВОССТАНОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА, при котором производят вышлифовку стружколомающей канавки и шлифовку ленточки, отличающийся тем, что, с целью повышения стойкости инструмента типа сменных многогранных пластин из твердого сплава для черновой обработки с величиной износа по задней поверхности более 1,0 мм при обеспечении минимального уменьшения толщины пластины, вышлифовку выполняют в малодефектном слое опорной поверхности пластины.
| Палей М.М., Дибнер Л.Г | |||
| и Флид М.Д | |||
| Технология и заточка шлифования режущего инструмента, М.: Машиностроенние, 1988, с.181-182. |
