Изобретение относится к области холодной обработки металлов резанием, сменными многогранными твердосплавными пластинками.
Известно из практики, что в процессе резания сменные многогранные твердосплавные пластинки изнашиваются
- по передним поверхностям на размер "а", при этом размер "а" составляет 0,01 - 0,06 мм;
- по задним поверхностям на размер "b", при этом размер "b" составляет 0,15 - 0,5 мм.
Недостатком является то, что в значительной мере уменьшается их прочность на излом и скалывание режущих кромок, поэтому после их затупления режущие пластинки сдают в отходы.
Задачей предлагаемого изобретения является возможность многократного использования сменных многогранных твердосплавных пластинок в процессе обработки деталей резанием путем многократного восстановления режущих свойств пластинок.
Поставленная задача достигается тем, что режущую поверхность пластинок шлифуют и доводят по боковым поверхностям всех ее граней на размер
d-2a, включая и радиусы закругления при вершине боковых граней пластинок, где
d - первоначальная ширина пластинок,
а - величина износа по передним граням пластинок.
Таким образом, заявляемое техническое решение соответствует критерию "новизны".
Предлагаемое изобретение иллюстрируется чертежом, на котором представлены сменные многогранные твердосплавные пластинки различных стандартных конфигураций, где
d - первоначальная ширина пластинок,
а - величина износа по передним граням пластинок,
b - величина износа по задним граням пластинок,
s - первоначальная толщина пластинок.
Предлагаемый способ восстановления режущих свойств сменных многогранных твердосплавных пластинок реализован следующим образом.
Изношенные пластинки, которые ранее шли в отходы, проверяют на отсутствие грубых сколов на режущих кромках. Режущую поверхность отобранных пластинок шлифуют и доводят по боковым поверхностям всех граней пластинок до полного удаления изношенных режущих кромок на размер
d-2а, где
d - первоначальная ширина пластинок,
а - величина износа по передним граням пластинок.
При этом снимают незначительный слой металла, тем самым сохраняют первоначальную толщину пластинок (s).
Заточку пластинок производят на заточных полуавтоматах типа "Микропоинд" алмазными крусами обкаткой торцом круга двух плоскостей и радиуса при вершине. Пластинки устанавливают и закрепляют в приспособлениях, имеющих аналогичную конструкцию, как и резцедержавки. После заточка двух плоскостей и радиуса пластинку переустанавливают для заточка других плоскостей. В случае малого износа до 0,03-0,05 мм стружколомающиеся канавки сохраняются. В случае большого износа и повторных переточках канавки восстанавливают канавочными алмазными кругами по специальной технологий с размерами канавок в зависимости от обрабатываемого материала.
Использование предлагаемого изобретения дает возможность многократного использования сменных многогранных твердосплавных пластинок в процессе обработки деталей резанием путем многократного восстановления режущих свойств пластинок в сравнении с тем, что было до изобретения: пластинки не перезатачивались и их сдавали в отходы. Согласно предлагаемому изобретению режущие свойства пластинок восстанавливают шлифованием и доводкой по боковым поверхностям всех граней пластинок; величина износа размера "b" по задним граням пластинок принимает вид плоской поверхности и при этом снимают незначительный слой металла, таким образом пластинки восстанавливают способность к дальнейшей эксплуатации, толщина пластинок не уменьшается.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ эксплуатации прямоугольных двухслойных пластин в кольцевых буровых коронках | 2015 |
|
RU2631513C2 |
| ТОКАРНЫЙ РЕЗЕЦ "РОССИЯ" | 1992 |
|
RU2015861C1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ СМЕННАЯ ПЛАСТИНА | 2008 |
|
RU2377099C1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ СМЕННАЯ ПЛАСТИНА | 2006 |
|
RU2327549C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЗЬБОВЫХ ПЛАСТИН ОДНОРАЗОВОГО ИСПОЛЬЗОВАНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2177864C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СМЕННЫХ МНОГОГРАННЫХ ТВЕРДОСПЛАВНЫХ ПЛАСТИН | 2003 |
|
RU2263016C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ СО СМЕННОЙ ПЕРЕТАЧИВАЕМОЙ ПЛАСТИНОЙ | 1992 |
|
RU2028875C1 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| Способ восстановления цилиндрического режущего инструмента | 1980 |
|
SU903060A1 |
| ЧЕРВЯЧНАЯ ТВЕРДОСПЛАВНАЯ ФРЕЗА | 1997 |
|
RU2120360C1 |
Изобретение относится к области машиностроения. Способ заключается в том, что режущую поверхность пластинок шлифуют и доводят по боковым поверхностям всех ее граней. Изобретение дает возможность многократного использования сменных пластинок. 1 ил.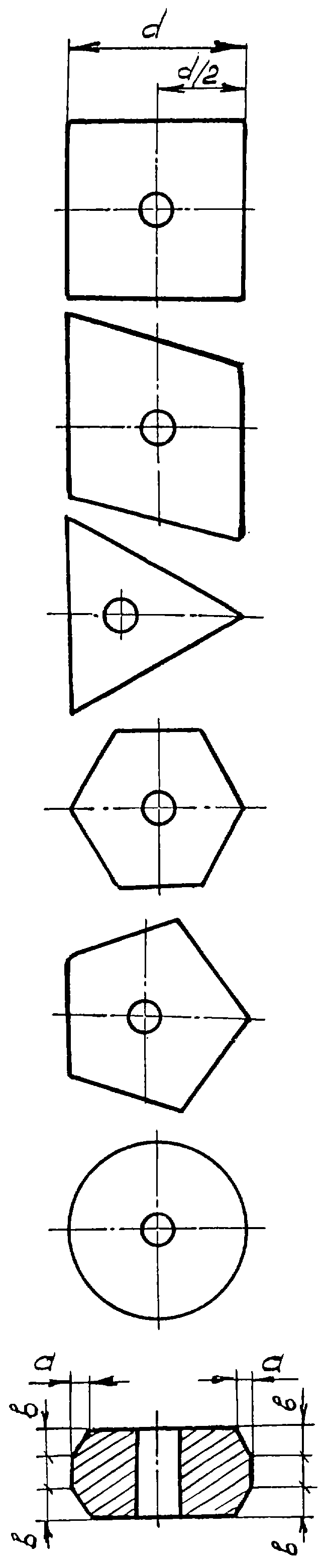
Способ многократного восстановления режущих свойств сменных многогранных твердосплавных пластинок, отличающийся тем, что режущую поверхность пластинок шлифуют и доводят по боковым поверхностям всех её граней на размер d-2a, где d - первоначальная ширина пластинок; а - величина износа по передним граням пластинок.
| Способ доработки многогранных твердосплавных пластин | 1985 |
|
SU1289659A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1991 |
|
RU2016743C1 |
| СПОСОБ ПЕРЕТОЧКИ РЕЖУЩИХ ПЛАСТИН | 1993 |
|
RU2051011C1 |
| RU 99114757 A, 20.05.2001 | |||
| US 4337562, 06.07.1982. | |||

