Изобретение относится к производству шлифовальных кругов из сверхтвердых абразивных материалов и предназначено для проектирования оптимальной структуры кругов путем раздельного определения и совершенствования свойств связки. Устойчивость зерна в связке, в основном, зависит от ее износостойкости в процессе шлифования, когда связка изнашивается от трения со стружкой, сходящей по передней поверхности абразивного зерна, и от трения со шлифуемой заготовкой.
Известен способ определения износостойкости связки шлифовальных кругов, при котором в процессе шлифования измеряют скорость линейного износа связки относительно базовой поверхности, образованной на круге [1] .
Суть известного способа заключается в том, что на рабочей поверхности круга твердосплавной пирамидой выдавливается лунка, дно которой принимают в качестве базы при определении линейного износа связки в ходе шлифования [2] . С помощью микроскопа фиксируют уровень дна лунки и уровень выбранного участка связки круга. По разнице этих уровней судят о степени линейного износа связки, которую определяют неоднократно, в ходе шлифования, что позволяет характеризовать величину и скорость износа связки.
Недостаток известного способа в низкой точности определения износостойкости связки, поскольку не учитывается возможность воздействия на связку различных факторов, искажающих истинные показатели износостойкости связки. Так, при использовании в ходе исследования низкопрочных алмазов с малой их концентрацией нет гарантий того, что опережающий износ связки не будет определяться опережающим износом алмазов, что, в свою очередь, не позволит получить объективную картину износостойкости данной связки.
Следовательно, задача заключается в том, чтобы, по возможности, исключить все факторы, искажающие показатели износостойкости связки и тем самым повысить точность определения этого параметра. Указанный технический результат при реализации способа определения износостойкости связки шлифовальных кругов обеспечен благодаря тому, что в процессе шлифования измеряют скорость линейного износа связки относительно базовой поверхности круга, при этом используют шлифовальный круг с абразивными зернами максимально возможной прочности и с концентрацией, обеспечивающей минимальный удельный расход абразивных зерен, причем износостойкость связки определяют средним линейным износом ее в зоне, расположенной перед абразивными зернами.
Существенным в данном случае является использование зерен максимально возможной прочности, что в совокупности с их концентрацией в круге, обеспечивающей их минимальный удельный расход, гарантирует отсутствие сколов абразивных зерен и, следовательно, равномерный износ связки, который в данном случае будет определяться в основном трением сходящей стружки и связки. Последним обстоятельством может быть обоснована целесообразность определения линейного износа связки именно в зоне максимального износа ее, т. е. перед абразивными зернами.
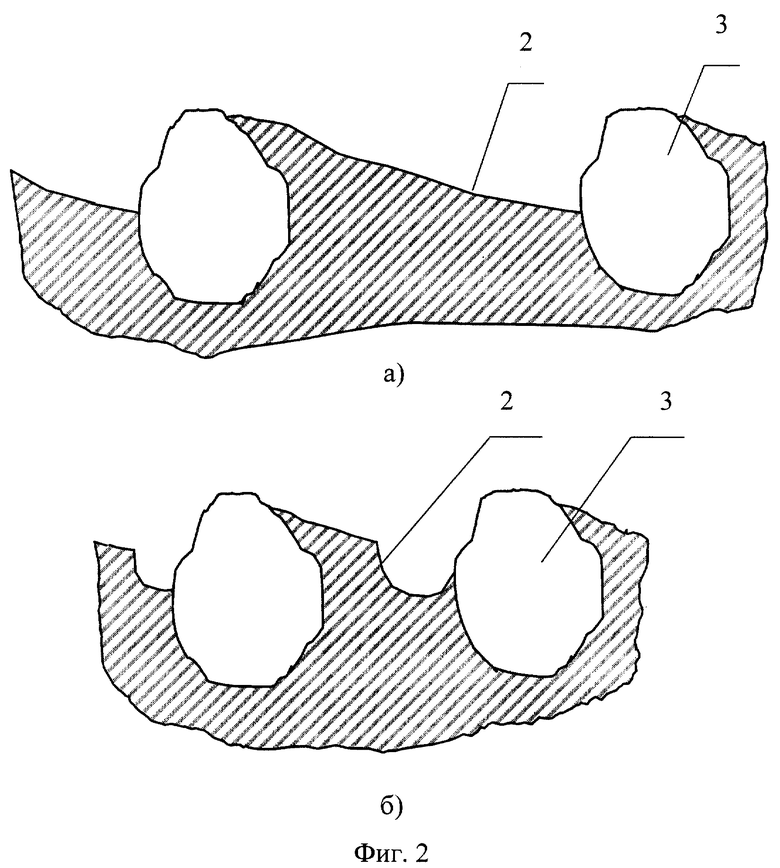
Изобретение поясняется чертежами, где на фиг. 1 поясняется метод искусственных баз, в соответствии с которым по уровню А дна 1 искусственно образованной на рабочей поверхности круга лунки относительно уровня выбранного участка 2 связки круга, расположенного перед абразивным зерном 3, определяют степень линейного износа связки. На фиг. 2а поясняется случай износа связки как из-за трения о стружку, сходящую по передней поверхности зерна, так и из-за трения о шлифуемую заготовку. Необходимое для реализации данного способа использование шлифовальных кругов с концентрацией зерен абразива, обеспечивающей минимальный удельный расход абразивных зерен, гарантирует измерение износостойкости связки при трении преимущественно о стружку, сходящую по передней поверхности абразивного зерна. Фиг. 2б поясняет именно этот случай, когда используют шлифовальный круг с относительно большей концентрацией абразивного зерна, обеспечивающей преимущественно износ связки, расположенной перед абразивными зернами, обусловленный трением сходящей стружки о связку.
Способ определения износостойкости связки шлифовальных кругов при преимущественном трении о сходящую стружку осуществляли следующим образом.
С помощью методики определения расхода абразивных зерен (ГОСТ 16181-82) установили концентрацию, обеспечивающую минимальный удельный расход абразивных зерен максимально возможной прочности [3] . Далее изготавливали шлифовальный круг с абразивными зернами максимально возможной прочности при их концентрации, обеспечивающей минимальный удельный расход абразивных зерен, на котором и проводили измерение износостойкости связки с использованием методики искусственных баз.
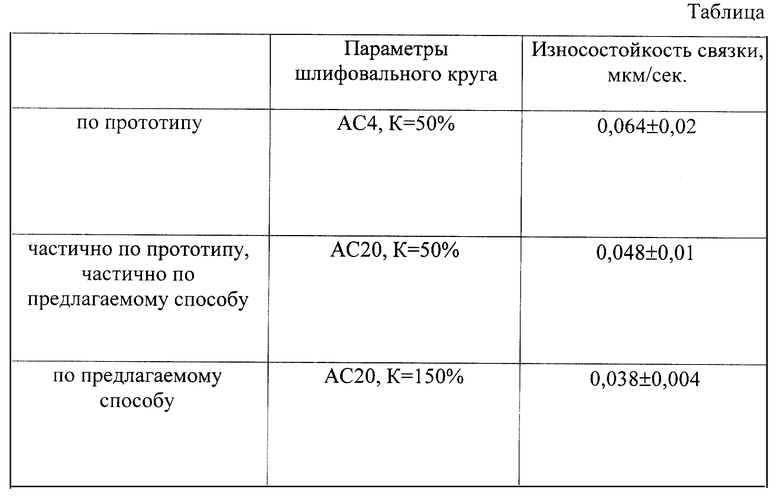
Пример. Определяли износостойкость связки В1-01 при трении о стружку. Испытывали алмазный шлифовальный круг 12А2-45o 125•5•5•32 зернистостью 180/150 мкм на универсально-заточном станке в процессе шлифования абразивов из твердого сплава марки ВК8 (δизг = 1700 H/мм2) с поперечным сечением 18•6 мм. Параметры проведения испытаний: скорость круга Vкр = 26 м/с; поперечная подача Sпoп = 0,02 мм/дв. xoд; Sпрод = 1000 мм/мин для шлифовальных кругов с концентрацией K = 50% и Sпоп = 1500 мм/мин для К = 150%. По методике ГОСТ 16181-82 определили, что для данных условий концентрация К = 150% обеспечивает минимальный удельный расход абразивных зерен. Износостойкость связки рассчитывали как среднее из 20 измерений. Результаты приведены в таблице.
Как видно из таблицы точность измерения возрастает с увеличением прочности абразивных зерен и с использованием шлифовальных кругов с оптимальной концентрацией. Разброс измерений износостойкости связки при трении о стружку по прототипу значительно больше, чем по предлагаемому способу.
Список литературы.
1. Реферативный сборник "Синтетические алмазы". Вып. 5. 1977. С. 36-37.
2. Реферативный сборник "Синтетические алмазы". Вып. 2. 1979. С. 44-45.
3. Реферативный сборник "Вестник машиностроения". 12. 1999. С. 48-50.
Изобретение относится к производству шлифовальных кругов из сверхтвердых абразивных материалов и предназначено для проектирования оптимальной структуры кругов путем раздельного определения и совершенствования свойств связки. Измеряют скорость линейного износа связки относительно базовой поверхности круга, при этом используют шлифовальный круг с абразивными зернами максимально возможной прочности и с концентрацией, обеспечивающей их минимальный удельный расход, а износостойкость связки определяют в зоне, расположенной перед абразивными зернами. Технический результат выражается в повышении точности определения износостойкости связки. 1 табл. , 2 ил.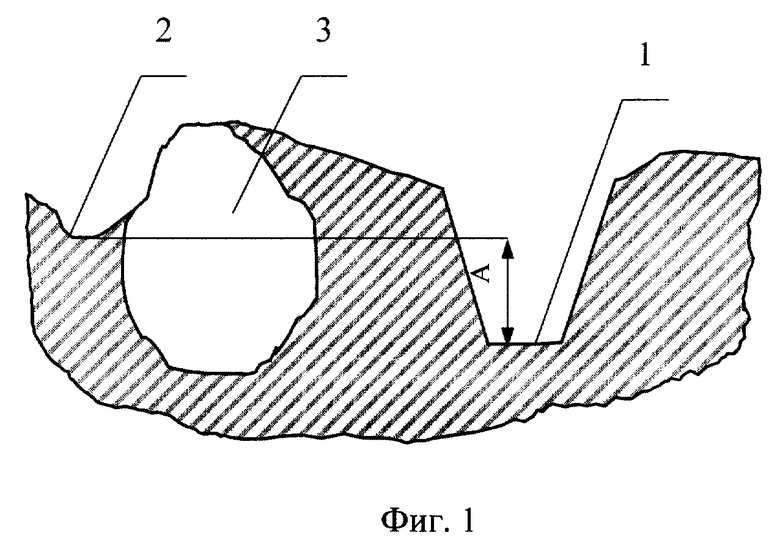
Способ определения износостойкости связки шлифовального круга, включающий измерение скорости линейного износа связки относительно базовой поверхности круга, отличающийся тем, что используют шлифовальный круг с абразивными зернами максимально возможной прочности, концентрация которых обеспечивает их минимальный удельный расход, и определяют среднюю скорость линейного износа связки по результатам измерения в зоне максимального ее износа перед абразивными зернами.
| "Синтетические алмазы" | |||
| - Реферативный сборник, вып | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ АБРАЗИВНЫХ ЗЕРЕН | 0 |
|
SU170730A1 |
| 0 |
|
SU159330A1 | |
| Устройство для включения нескольких приемников в одну антенну | 1939 |
|
SU60987A1 |
| ЛУРЬЕ Г.Б | |||
| Критерии оценки работоспособности шлифовальных кругов | |||
| - Научно-технический реферативный сборник "Абразивы и алмазы", 1965, вып | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ИППОЛИТОВ Г.М | |||
| Абразивные инструменты и их эксплуатация | |||
| - М.: Машгиз, 1959, с | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
