Изобретение относится к электрохимии, а именно к процессам, основанным на проведении окислительно-восстановительных реакций, и представляет собой объемно-пористый электродный материал и электрод (катод или анод) на его основе, используемые в электролизерах проточного типа. Эффективность работы таких электролизеров тем выше, чем больше удельная поверхность, пористость и рабочая толщина используемых электродных материалов.
Известен электродный материал - углеграфитовая ткань, получаемая путем специальной термической обработкой исходного материала. А. с. СССР 1134621 [1] . Основной недостаток такого материала - низкая пористость углеродной ткани, состоящей из плотно переплетенных жгутов волокон, и малая глубина проникновения электрохимического процесса внутрь пористого электрода. В результате это приводит к большому гидродинамическому сопротивлению протоку раствора и низкой скорости проведения окислительно-восстановительных реакций. Кроме этого, из-за сложной технологии получения и высокой стоимости углеграфитовые ткани не нашли широкого применения в качестве проточных пористых электродов.
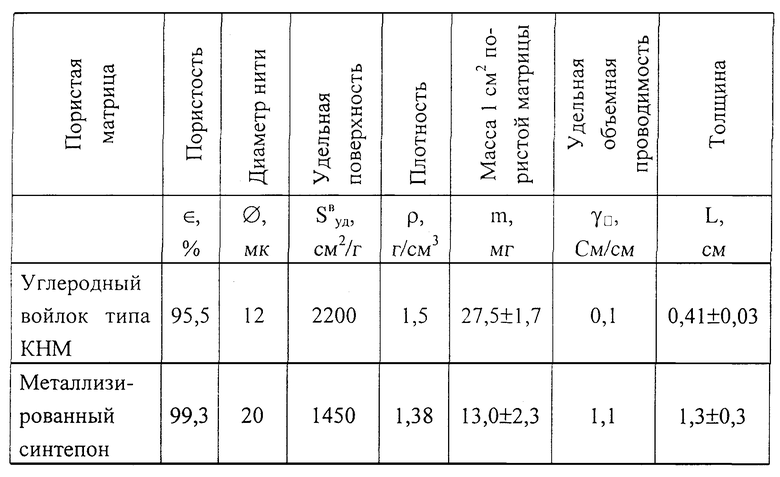
Более близким к предлагаемому изобретению по технической сущности и достигаемому результату является пористая электродная матрица на основе углеродного волокнистого материала (УВМ), например серийно выпускаемого углеродного войлока типа КНМ, обладающего большей, чем тканые материалы, пористостью. Химическая энциклопедия, 1998, т. 5, с. 28-29 [2] . Эти материалы состоят из переплетения индивидуальных углеродных волокон, а не из жгутов, и в свободном состоянии имеют очень высокие значения удельной поверхности (см. таблицу).
Однако из-за низких физико-механических свойств углеродных волокон (малой прочности и высокой хрупкости) такие материалы легко рвутся, ломаются и поэтому не могут быть использованы в качестве проточных электродов в свободном, не сжатом состоянии: их всегда зажимают между перфорированным токоподводом (для обеспечения равномерного контакта с УВМ) и прижимной сеткой. Это приводит к значительному снижению пористости УВМ, а соответственно, и рабочей толщины пористой матрицы, т. е. возвращению к недостаткам [1] . Применительно к углеродному войлоку типа КНМ невозможность его использования без прижимного токоподвода диктуется еще и довольно низкой электропроводностью этого материала (см. таблицу).
Сжатие пористой матрицы и соответствующее уменьшение эффективного диаметра пор делает ее весьма чувствительной к наличию взвешенных частиц в растворе. Эти частицы, практически всегда присутствующие в реальных производственных растворах, отфильтровываются на "зажатой" пористой матрице, блокируют ее рабочую поверхность, забивают поры и приводят к дополнительному ухудшению целевых эксплуатационных характеристик.
И, наконец, еще одним существенным недостатком пористых матриц из углеродных волокон является их высокая стоимость. Это делает требование равномерной работы всей толщины пористой матрицы чрезвычайно важным (в том числе и с экономической точки зрения), но реально трудно достижимым условием.
Задача, решаемая заявляемым объемно-пористым электродным материалом, заключается в улучшении физико-механических и эксплуатационных свойств электродного материала - пористости, эластичности, прочности, электропроводности и увеличении емкости по отношению к осаждаемому металлу на единицу массы пористой матрицы.
Указанная задача решается благодаря тому, что заявляемый объемно-пористый материал с развитой поверхностью на основе нетканых волокон, обладающих электронной проводимостью, в качестве волокон содержит металлизированный синтепон, имеющий удельную проводимость не менее 0,1-10 См/см. То есть, заявляемый материал получают из непроводящего синтепона, подвергнутого поверхностной металлизации известными способами, например химическим способом, до тех пор, пока удельная проводимость данного материала не достигнет требуемой величины, а именно 0,1-10 См/см. Достаточно сложно указать точное количество металла которое следует наносить на синтепон в весовом или процентном соотношении, поскольку это существенно зависит от природы металла и способа металлизации. Но, как правило, это количество не велико и составляет, например, для серебра около 15 граммов металла на 1м2 синтепона (при толщине 1,3 см).
Прочный и эластичный металлизированный синтепон с удельной проводимостью 0,1-10 См/см хорошо проводит ток. И это его новое свойство позволяет использовать полученный материал в свободном "несжатом" состоянии, благодаря чему устраняются указанные выше недостатки, вызванные частичным экранированием поверхности электродного материала прижимным токоподводом.
Физико-механические показатели заявляемого металлизированного синтепона и углеродного войлока типа КНМ приведены в таблице.
Известна электродная камера на основе углеродного волокнистого материала, содержащая рамку П-образной формы из токонепроводящего материала, концы которой соединены токопроводящими планками и на одной из них имеется ввод для подачи раствора и токоподающее устройство. С обеих сторон к токопроводящим планкам прикреплены токопроводящие перфорированные стенки, на которые уложены УВМ, например серийно выпускаемый войлок типа КНМ, покрытые токонепроводящими сетками и поджатые решетчатыми прижимами, выполненными из токонепроводящего материала. А. с. СССР 619551 [3] .
Недостатками известного устройства являются большое количество элементов конструкции, обусловленное невозможностью использования УВМ в свободном состоянии без перфорированной токопроводящей стенки, токонепроводящих сетки и решетчатых прижимов. Элементы конструкции блокируют значительную часть электродной поверхности УВМ, сжимают УВМ и снижают эффективность использования УВМ и всего устройства в целом.
Наиболее близким к предлагаемому изобретению по технической сущности является объемно-пористый проточный катод, содержащий фронтальную сетку и несколько слоев УВМ, отделенных друг от друга прокладками, выполненными из проницаемого для электролита материала с электропроводностью, превышающей электропроводность УВМ материала и соединенных с токоподводом. Патент РФ 20004631 [4] . В описании изобретения прямо указывается, что электропроводящая прокладка обеспечивает возможность подвода тока к внутренним слоям объемного катода, что позволяет существенно улучшить распределение потенциала по объему катода, обеспечив высокую интенсивность осаждения металла не только на фронтальных, но и на внутренних поверхностях УВМ.
Однако недостатком такого проточного катода "зажатого" типа является большое количество проточных электропроводных прокладок и фронтальная сетка, которые сжимают пористую матрицу, а соответственно, и рабочую толщину пористого катода, блокируют часть электродной поверхности, что отрицательно сказывается на эффективности его работы при электролитическом выделении металлов из растворов. Электропроводные прокладки и сетка со временем срастаются с пористой матрицей, и ее последующее отделение (с целью дальнейшей переработки) превращается в весьма трудоемкую ручную операцию, чреватую потерями выделяемых металлов. Прорастание осадка сквозь отверстия во фронтальной сетке в дальнейшем приводит к снижению протока раствора и росту дендритов, их осыпанию и даже короткому замыканию с анодом.
Малая глубина проникновения электродного процесса внутрь "зажатого" проточного катода, несмотря на подвод тока к каждому слою УВМ, приводит к резкому уменьшению катодного потенциала в глубине катода. Поэтому в его глубинных участках потенциал катодной защиты не достигается, и в некоторых случаях при электролизе происходит не осаждение, а химическое растворение металла.
Задача, решаемая заявляемым устройством, заключается в увеличении его производительности за счет увеличения доступной процессу электролиза поверхности электрода и большей емкости используемой матрицы, а также в упрощении конструкции и в облегчении его обслуживания.
Поставленная задача решается благодаря тому, что в проточном объемно-пористом электроде для проведения окислительно-восстановительных реакций, содержащем токоподвод и не менее одного слоя пористой матрицы, обладающей электронной проводимостью, пористая матрица выполнена из металлизированного синтепона, соединена с токоподводом и снабжена одним или несколькими слоями не металлизированного синтепона, имеющими горизонтальные уплотнения.
Использование токопроводящего и токонепроводящего синтепона как пористой матрицы для изготовления проточного объемно-пористого электрода значительно улучшает его физико-механические свойства, исключает необходимость в прижимном проточном токоподводе и прижимной сетке (достаточно иметь локальный контакт с металлизированным слоем синтепона), что сокращает количество элементов конструкции и связанные с ними расходы, а также упрощает обслуживание при установке и удалении электродной основы с осажденным металлом. В результате создаются условия эксплуатации электродного материала в свободном "несжатом" состоянии, благодаря чему, устраняются указанные выше недостатки, вызванные частичным экранированием поверхности электродного материала, а также облегчается распространение целевого процесса на всю толщину проточного объемно-пористого электрода.
Использование второго неэлектропроводящего слоя синтепона (или, возможно, третьего - трехслойный катод, с внутренним металлизированным слоем), обеспечивает фильтрацию раствора и защиту электродной поверхности от взвешенных частиц, способствует увеличению суммарной металлоемкости слоев объемно-пористого катода, который в ходе электролиза заполняется осадком металла, а при частичном осыпании осадок равномерно распределяется, задерживаясь в горизонтальных уплотнениях и не скапливается в нижней части катода.
Проведенный анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, позволил установить, что технические решения, характеризующиеся признаками, идентичными всем существенным признакам заявляемым, не обнаружены. Не обнаружено существование идентичного заявляемому объемно-пористого электродного материала на основе металлизированного синтепона с удельной проводимостью 0,1-10 См/см.
Заявляемый электрод по отношению к прототипу также обладает совокупностью существенных отличий, а именно:
- пористая матрица выполнена из металлизированного синтепона, соединена с токоподводом;
- пористая матрица снабжена одним или несколькими слоями неметаллизированного синтепона;
- слои не металлизированного синтепона выполнены с горизонтальными уплотнениями.
Следовательно, заявляемые изобретения, соответствуют критерию "новизна" по действующему законодательству.
Сведений об известности отличительных признаков заявляемых технических решений в совокупностях признаков известных технических решений с достижением тех же результатов, как у заявленных, не имеется.
На основании этого сделан вывод о соответствии заявляемых технических решений критерию "изобретательский уровень".
При изготовлении заявляемого объемно-пористого электродного материала использовали синтепон, выпускаемый согласно ТУ 075 061 04-66-93.
Использование синтепона как пористой основы для изготовления объемно-пористого электродного материала и придание ей высокой поверхностной и объемной проводимости создает условия для эксплуатации такого электрода в свободном, "несжатом" состоянии, что обуславливает его большую электродную поверхность и высокую емкость по металлу. Кроме того, заявляемый электродный материал дает широкие возможности для изготовления и эксплуатации электродов любых размеров и необходимой формы. При этом электрод может представлять собой законченную конструкцию, устанавливаемую в электролизер, т. е. иметь локальный токоподвод (фиг. 1) и ввод для подачи раствора (фиг. 2) или же для подвода тока к пористой матрице и обеспечения протока раствора могут использоваться элементы конструкции электролизера (фиг. 3).
На фиг. 1 представлен общий вид трехслойного электрода на основе синтепона (частный случай), где 1 - металлизированный слой синтепона, 2 токонепроводящие слои синтепона, имеющие горизонтальные уплотнения 3, 4 - корпус электрода, 5 - точечный токоподвод, 6 - токоподводящее устройство.
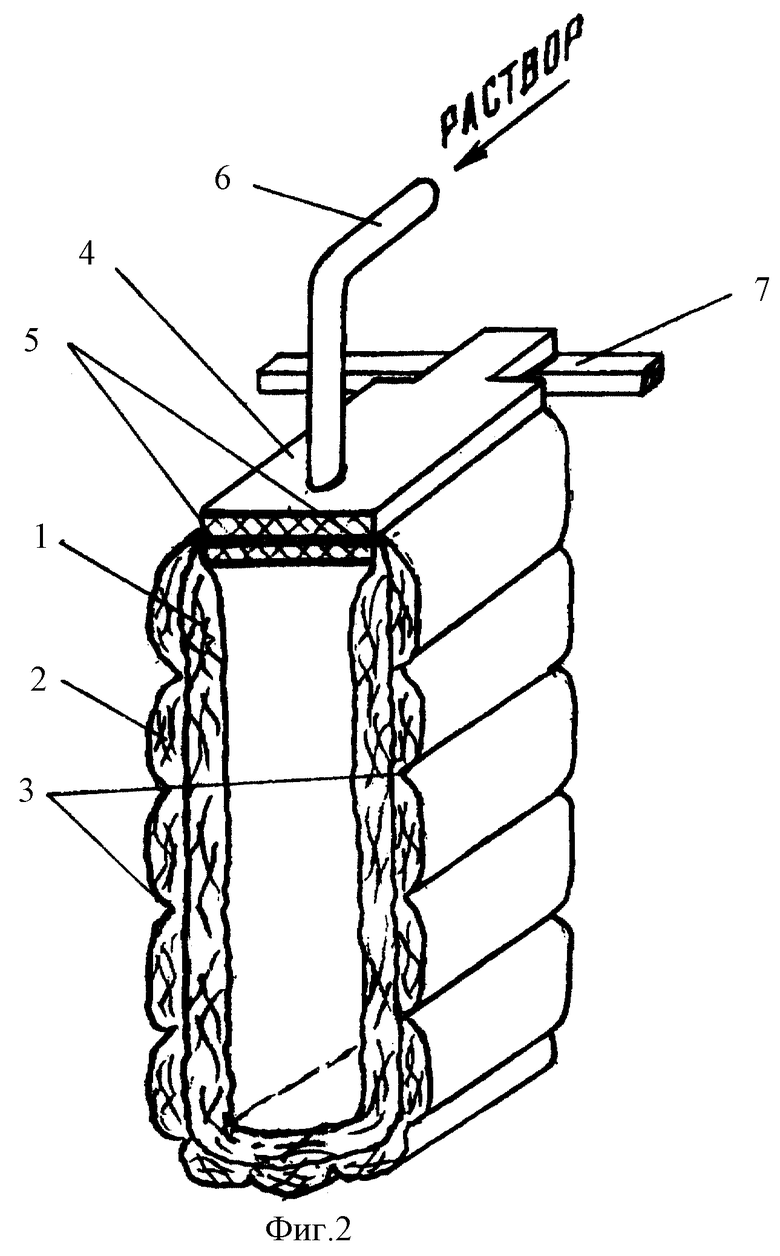
На фиг. 2 представлен общий вид двухслойного (в форме мешка) электрода на основе синтепона (частный случай), где 1 металлизированный слой синтепона, 2 - токонепроводящий слой синтепона, имеющий горизонтальные уплотнения 3, 4 - токонепроводящий корпус, на котором расположены точечный токоподвод 5, а также ввод для подачи исходного раствора 6, и шина 7.
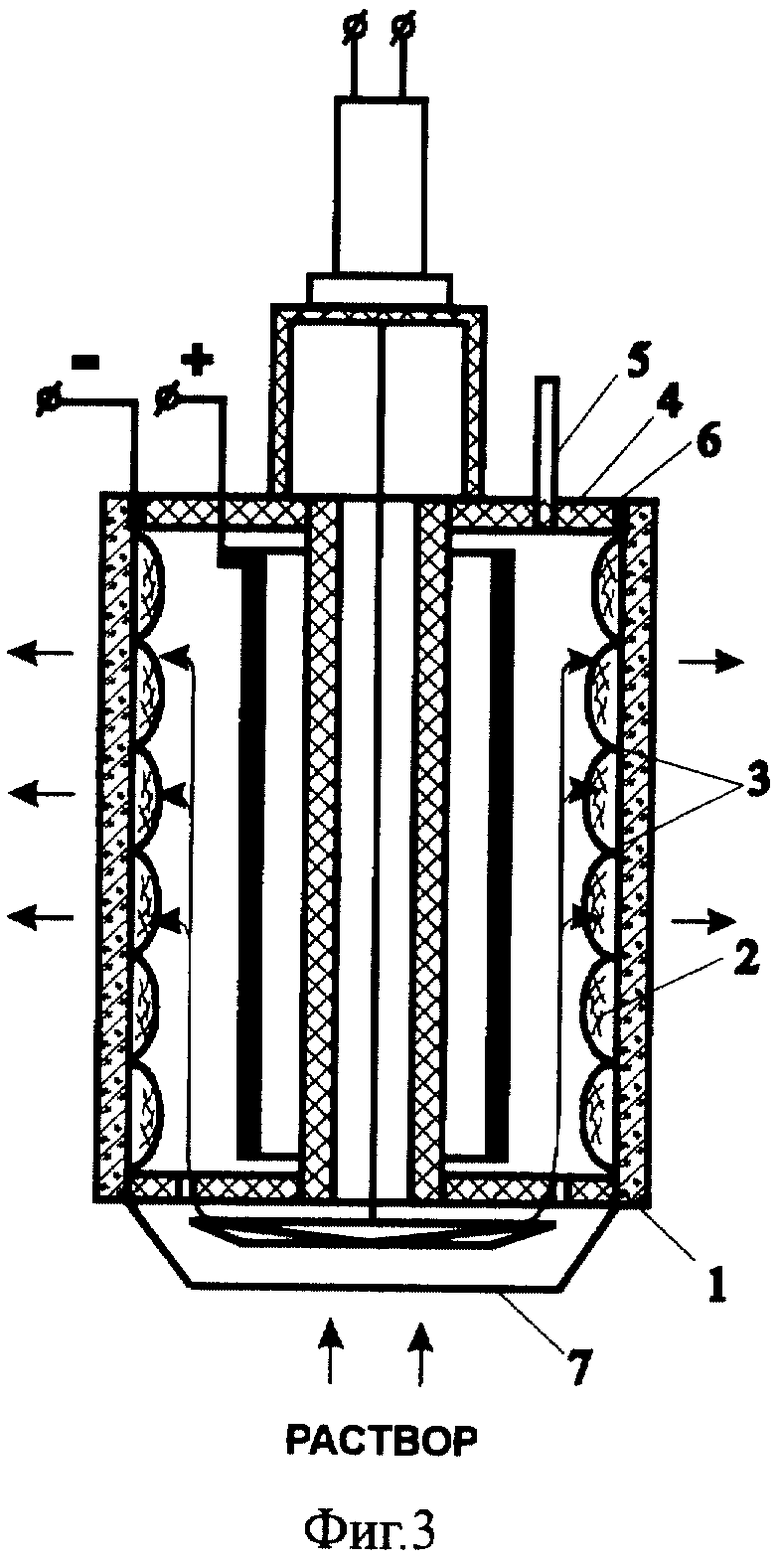
На фиг. 3 представлен общий вид двухслойного электрода (в форме цилиндра) на основе синтепона, где 1 - металлизированный слой синтепона, 2 - токонепроводящий слой синтепона, имеющий горизонтальные уплотнения 3, 4 - каркас электролизера на котором расположены дренажная трубка 5, кольцевой токоподвод 6 и узел подачи раствора 7.
При работе электрод в сборе (см. фиг. 1 и фиг. 2) помещают в электролизер таким образом, что токонепроводящий слой синтепона обращен в сторону противоэлектрода (см. фиг. 3). Электроды соединяют с источником тока, а обрабатываемый раствор (электролит) последовательно пропускают через слой электрода.
Примеры конкретного выполнения.
Пример 1. На лабораторном проточном электролизере проведены сравнительные испытания предлагаемого электродного материала, имеющего размеры: видимая поверхность 0,4 дм2; толщина слоя 1,3 см, (один слой синтепона ТУ 075 061 04-66-93 металлизированного серебром, вес слоя - 0,52 г), удельная проводимость 1,1 См/см, токоподвод в верхней части катода, площадь контакта - 0,015 дм2, в сравнении с прототипом, имеющим размеры видимой поверхности 0,4 дм2; толщина 0,41 см (один слой углеродного войлока типа КНМ), вес - 1,1 г, удельная проводимость 0,1 См/см, тыльный проточный токоподвод, площадь контакта - 0,04 дм2. При проведении сравнительных испытаний, с целью определения скорости извлечения металла, использовали отработанный фиксажно-отбеливающий раствор, с исходным содержанием серебра 2,42 г/л. Электролиз вели в гальваностатическом режиме без разделения электродных пространств при плотности тока 1 А/дм2; объем порции циркулирующего раствора 1 л, скорость протока 0,4-0,6 л/мин. В ходе экспериментов для предотвращения возможного разложения раствора контролировали катодный потенциал в наиболее нагруженной точке. При достижении значения потенциала - 0,6 В, измеренного относительно насыщенного каломельного электрода, опыт прекращали (остаточная концентрация серебра составляла, в среднем 10-20 мг/л). В процессе электролиза отбирали пробы раствора через каждый час. Содержание серебра в пробах контролировалось атомно-адсорбционным методом.
На фиг. 4 представлены зависимости изменения концентрации серебра в фиксажно-отбеливающем растворе, полученные в ходе опытов, при проведении сравнительных испытаний УВМ (прототип) и предлагаемого электродного материала.
Из опыта 1 (прототип) следует, что на начальном этапе электролиза (≈3 часа) серебро не извлекается. Это связано с тем, что в таких растворах вначале, в основном, протекает побочный процесс восстановления ионов Fe3+-->Fe2+и только после третьего часа электролиза наблюдается снижение концентрации серебра. Опыт 2 показал, что в течение первого часа электролиза концентрация Ag в растворе не только не снижается, а, наоборот, растет, т. е. наблюдается не извлечение Ag, а его растворение с катода. Это вызвано тем, что из-за плотности сжатого КНМ и малого эффективного диаметра пор происходит резкое затухание катодного потенциала вглубь УВМ. Поэтому в его глубинных участках потенциал катодной защиты Ag не достигается и оно химически растворяется в отбеливающем растворе. В результате скорость извлечения Ag существенно уменьшается, а растворившееся из глубинных слоев УВМ серебро концентрируется на его фронтальном конце, что усиливает дентрито-образование и осыпание серебра. Характерная картина изменения концентрации наблюдалась до опыта 10. Заметное снижение скорости извлечения серебра и снижение протока раствора через катод наблюдалось в опыте 11, что связано с забивкой пор металлом и прекращение его работы как проточного пористого катода. Масса заполненного металлом УВМ-прототипа составила 20,3 г.
По изменению зависимости концентрации серебра в опытах с заявляемым электродным материалом (фиг. 4) видно, что извлечение серебра начинается с первого часа электролиза одновременно с восстановлением железа. Это свидетельствует о том, что целевой электродный процесс имеет место по всей толщине пористой матрицы, т. е. зоны растворения Ag отсутствуют, и проявляется в увеличении скорости осаждения - время переработки того же объема раствора сокращается с 9 до 6 часов. Средняя скорость извлечения серебра с использованием заявляемого электродного материала в одиннадцати опытах сохранялась без изменений.
Сравнительные испытания показали, что предлагаемый электродный материал по сравнению с прототипом обладает в 1,5 раза более высокой скоростью извлечения металла.
Пример 2. С целью определения максимального количества металла осаждаемого на единицу массы пористой матрицы заявляемого электродного материала и УВМ типа КНМ - прототип использовали отработанный фиксажный раствор с концентрацией серебра 13,1 г/г. Параметры испытуемых электродных материалов и условие проведение опытов такие же, как в примере 1. Начиная с первого часа электролиза, средняя скорость извлечение серебра из фиксажного раствора в обоих случаях сохранялась примерно равной. Заметное снижение скорости извлечение серебра и снижение протока раствора через электродный материал прототипа наблюдалось в третьем опыте. Максимальная металлоемкость УВМ-прототипа составила 30 г/г. Стабильная работа заявляемого электродного материала продолжалось в течение девяти опытов и лишь в опыте 10 произошли забивка пор металлом и прекращение работы как проточного пористого катода. Максимальная металлоемкость у заявляемого электродного материала составила 212 г/г.
Таким образом, сравнительные испытания показали, что предлагаемый электродный материал по сравнению с прототипом имеет в 7 раз большую емкость по осадку металла.
Пример 3. На электролизном участке издательско-полиграфического предприятия "Советская Сибирь" были проведены сравнительные испытания предлагаемого электрода-катода (см. фиг. 3) и катода-прототипа в процессе извлечения Ag из отработанных фоторастворов. Испытания проводились на базе действующего погружного электрохимического модуля ПM-1. Маслий А. И. и др. Гальванотехника и обрабока поверхности, 1999, т. 7, 1, с. 47-50 [5] с геометрической поверхностью проточного катода 0,2 м2. Катод-прототип представляет 1 слой углеродного войлока КНМ (исходный вес - 55 г), заявляемый катод - 2 слоя синтепона (один металлизирован серебром), исходный вес - 50 г. Осаждение серебра из новых порций фоторастворов вели до момента появления раствора из дренажного отверстия в электролизере, что свидетельствовало о прекращения протока раствора через объемно-пористый катод (заполнение катода металлом). После разборки и сушки катодов суммарный вес катода-прототипа составил 1376 г, а вес предлагаемого электрода - 8743 г.
Таким образом, проведенные испытания подтвердили преимущества предлагаемого электрода на основе синтепона. Обслуживающий персонал высоко оценил его физико-механические свойства, которые особенно проявились при установке и демонтаже предлагаемого электрода. Внедрение в промышленность предлагаемого электрода по сравнению с прототипом обеспечивает рост количества металлического осадка на единицу массы катода, увеличение скорости извлечения металла, а также большую периодичность замены электрода и значительное упрощение в его обслуживании.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОНОМНЫЙ ЭЛЕКТРОХИМИЧЕСКИЙ МОДУЛЬ | 2000 |
|
RU2172796C1 |
| СПОСОБ РЕГЕНЕРАЦИИ ФИКСАЖНО-ОТБЕЛИВАЮЩЕГО РАСТВОРА | 2006 |
|
RU2314266C1 |
| АВТОНОМНЫЙ ЭЛЕКТРОХИМИЧЕСКИЙ КОМПЛЕКС | 2002 |
|
RU2225901C1 |
| АВТОНОМНЫЙ ЭЛЕКТРОХИМИЧЕСКИЙ КОМПЛЕКС | 2010 |
|
RU2435875C1 |
| АВТОНОМНЫЙ ЭЛЕКТРОХИМИЧЕСКИЙ КОМПЛЕКС | 2005 |
|
RU2280713C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ЛУЖЕНИЯ СТАЛИ | 2003 |
|
RU2235809C1 |
| АНТИВИРУСНЫЙ ФИЛЬТРУЮЩИЙ МАТЕРИАЛ | 2010 |
|
RU2437707C1 |
| ОБЪЕМНО-ПОРИСТЫЙ ЭЛЕКТРОДНЫЙ МАТЕРИАЛ С КОНТРОЛИРУЕМЫМИ ГЕОМЕТРИЧЕСКИМИ ПАРАМЕТРАМИ СТРУКТУРЫ | 2006 |
|
RU2336370C2 |
| СПОСОБ ПРОВЕДЕНИЯ ЭЛЕКТРОХИМИЧЕСКИХ ОКИСЛИТЕЛЬНО-ВОССТАНОВИТЕЛЬНЫХ РЕАКЦИЙ | 1991 |
|
RU2033479C1 |
| СПОСОБ ИЗМЕРЕНИЯ КОНЦЕНТРАЦИИ ИОНОВ МЕТАЛЛОВ В РАСТВОРЕ | 2002 |
|
RU2230312C1 |

Изобретение относится к электрохимии, а именно к процессам, основанным на проведении окислительно-восстановительных реакций, и представляет собой проточный объемно-пористый электродный материал и электрод - катод или анод - на его основе, используемый в электролизерах проточного типа. Технический результат заключается в улучшении физико-механических и эксплуатационных свойств электродного материала и в увеличении производительности электрода за счет увеличения доступной поверхности и большей емкости используемой матрицы, а также в упрощении конструкции электрода и в облегчении его обслуживания. Объемно-пористый материал с развитой поверхностью на основе нетканых волокон, обладающий электронной проводимостью, выполнен из металлизированного синтепона, имеющего удельную проводимость не менее 0,1-10 См/см. Проточный объемно-пористый электрод состоит из пористой матрицы, выполненной из металлизированного синтепона, соединенной с токоподводом и снабженной одним или несколькими слоями неметаллизированного синтепона, имеющими горизонтальные уплотнения. 2 с. п. ф-лы, 1 табл. , 4 ил.
| Химическая энциклопедия/Под ред | |||
| Н.С.Зефирова | |||
| - М.: Большая энциклопедия, 1998, т.5, с.28-29 | |||
| RU 2004631 С1, 25.12.1993 | |||
| МНОГОБЛОЧНЫЙ ПРОТОЧНЫЙ ЭЛЕКТРОЛИЗЕР ДЛЯ ИЗВЛЕЧЕНИЯ МЕТАЛЛОВ ИЗ РАСТВОРОВ ИХ СОЛЕЙ | 1996 |
|
RU2109088C1 |
| US 4515672, 07.05.1985 | |||
| US 4130473, 19.12.1978 | |||
| ПУЛЬПОВЫЙ ПОГРУЖНОЙ НАСОС (ВАРИАНТЫ) | 2011 |
|
RU2472037C1 |
| Установка для сварки | 1987 |
|
SU1426736A1 |

