к
13
У7
i4 Ю О5
СО
оь
17
(Pitt, г
25 3 f
Изобретение относится к сварке, а именно к устройствам для позиционирования и перемещения сварочных аппара- i:o3 при дуговой и электрошлаковой г- (|гварке кольцевых и прямолинейных швов Крупногабаритных металлоконструкций.
Целью изобретения является повышение надежности работы и упрощение per гулировки и сборки.
На фиг.1 представлена установка, общий вид; на фиг,2 - узел 1 на фиг, на фиг.З - разрез А-А на фиг.2; на фиг,4 разрез Б-Б на фиг,2; на фиг.5 jpaspes В-В на фиг.З; на фиг.6 раз рез Г-Г на фиг.З,
: Установка для сварки содержит- закрепленную на основании 1 колонну 2, каретку 3, консоль 4 со сварочным аппаратом 5 и площадкой оператора 6.
1Каретка 3 установлена на колонне
2с возможностью вертикального перемещения от привода 7, а консоль 4 установлена в каретке 3 с возможностью горизонтального перемещения от привода, смонтированного на каретке 3 (не изображен). Каретка 3 содержит две группы направляющих катков. Одна группа, состоящая из катков 8-11, взаимодействует с консолью 4 и распо- ложена попарно друг против Друга вдоль продольной оси 12 консоли 4 о Вторая группа катков 13--: 16 взаимодействует с колонной 2 и расположена попарно друг против друга вдоль продольной оси 17 колонны 2, Каждый на правляющий каток обеих групп имеет
по два опорных ролика 18, воспринимающих нагрузку, действующую в вертикальной плоскости, и по два удержи ВЕЮЩИХ ролики 19, воспринимающих грузку, действующую в горизонтальной плоскости.
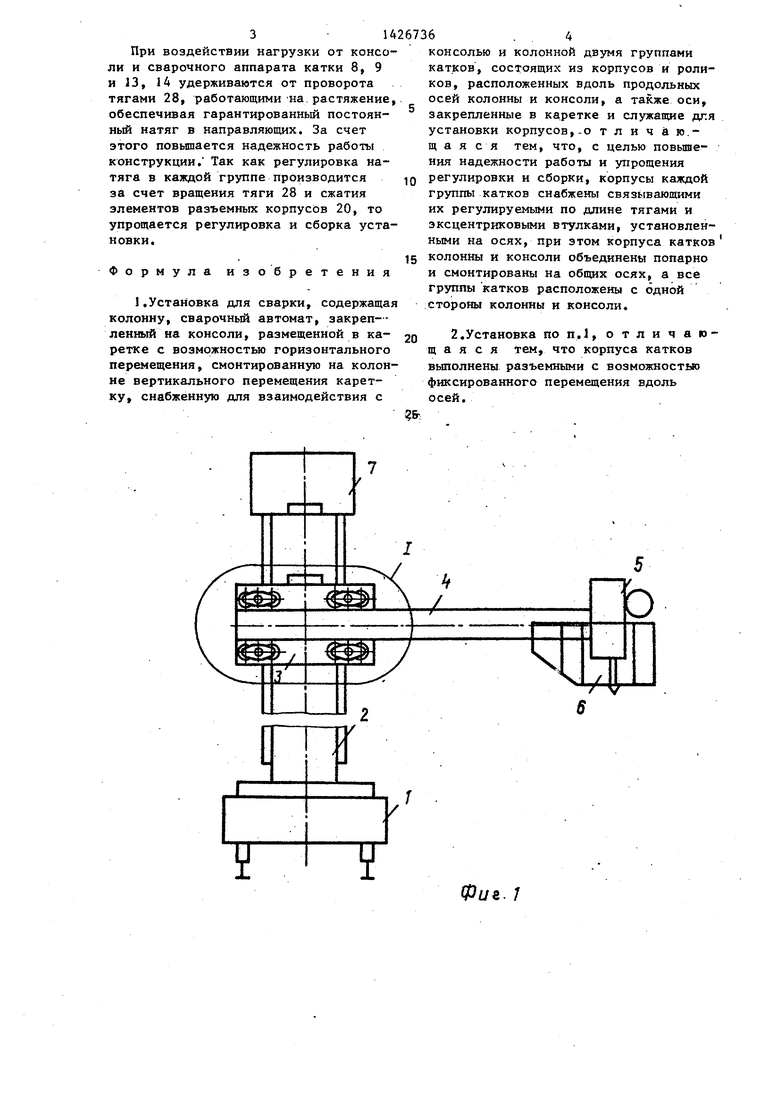
Ролики J9 и 18 смонтированы в разъемном корпусе 20,, установленном на втулке 2J с возможностью передни- жения вдоль ее оси и фиксации при помощи винтов 22 и гаек 23. Катки 8-П и J3-J6 втулками 21 посажены на оси 24, смонтированные в каретке 3. Втул ки 21 направляющих катков 8 и 9, 33 и J4 выполнены эксцентриковыми и снабжены про тпинами 25, К проушинам 25 через пальцы 26 присоединены серьги 27, при этом в торце одной серьги 27 выполнено отверстие с правой резьбой, а в торце другой (ответной) серьги 27 с левой, .
0
5
0
5Q
.Q
5
5
.
5
Посредством резьбовых отверстий серьги 27 связаны между собой тягой 28, на концах которой нарезана правая и левая резьбы.
Устройство работает следующим образом.
.При перемещении консоли 4 в крайнее выдвинутое положение нагрузка, действующая в вертикальной плоскости, .воспринимается направляющими катками 9 и 10. Под действием нагрузки эксцентриковая втулка 21 катка 9 стремится повернуться вокруг оси 24, воздействуя на тягу 28 через се эьгу 27. Тяга 28 работает на растяжение и препятствует развороту втулки 21 и смещению опорных роликов 18 направляющего катка 9. При этом тяга 28 стремится повернуть эксцентриковую втулку 21 направляющего катка 8. За счет этого увеличивается прижатие роликов J8 направляющего катка 8 к направляющим консоли 4, что приводит к увеличению жесткости. При изменении выпета консоли нагрузка -между направляющими катками обеих групп перераспределяется, однако характер действия нагрузок на эксцентриковые втулки 21 и палец 26 остается прежним, так как тяга 28 всегда работает на растяжение и надежно обеспечивает прижатие опорных роликов I8 к направляющим колонны 2 и консоли 4,
Нагрузки, действующие в горизонтальной плоскости, возникают при приложении к консоли 4 крутящего момента в плоскости поперечного сечения консоли 4 при развороте ее вокруг оси 17 колонны 2 и перемещении установки по рельсовому пути. Эти нагрузки воспринимаются удерживающими роли- ка1-1и 19, а следовательно, и разъемными корпусами 20, которые под их действием стремятся раздвинуться. Смещению корпусов 20 препятствуют .винты 22 и гайки 23,
Регулировка прижатия опорных роликов 18 каждой группы к поверхности иаправляю1гд1Х обеспечивается вращением тяг 28« Так как тяга 28 соединяется с направляющими катками 8,и 9 или 13 и 14, то при ее вращении происходит одновременное и равномерное прижатие катков к направляющим.
Регулировка удерживающих роликов 39 производится смещением корпусов 20 путем вращения гаек 23.
При воздействии нагрузки от консоли и сварочного аппарата катки 8, 9 и 13, 14 удерживаются от проворота тягами 28, работающими на растяжение, обеспечивая гарантированный постоянный натяг в направляющих. За счет этого повышается надежность работы конструкции. Так как регулировка натяга в каждой группе производится за счет вращения тяги 28 и сжатия элементов разъемных корпусов 20, то упрощается регулировка и сборка установки.
Формула изобретения
1.Установка для сварки, содержащая колонну, сварочный автомат, закреп-- ленный на консоли, размещенной в ка- ретке с возможностью горизонтального перемещения, смонтированную на колонне вертикального перемещения каретку, снабженную для взаимодействия с
консолью и колонной двумя группами катков, состоящих из корпусов и роликов, расположенных вдоль продольных осей колонны и консоли, а также оси, закрепленные в каретке и служащие для установки корпусов,-О т л и ч а ro.- щ а я с я тем, что, с целью повышения надежности работы и упрощения
регулировки и сборки, корпусы каждой группы катков снабжены связывающими их регулируемыми по длине тягами и эксцентриковыми втулками, установленными на осях, при этом корпуса катков
колонны и консоли объединены попарно и смонтированы на общих осях, а все группы катков расположены с одной стороны колонны и консоли,
2.Установка по n.J, отличающаяся тем, что корпуса катков выполнены разъемными с возможностью фиксированного перемещения вдоль осей.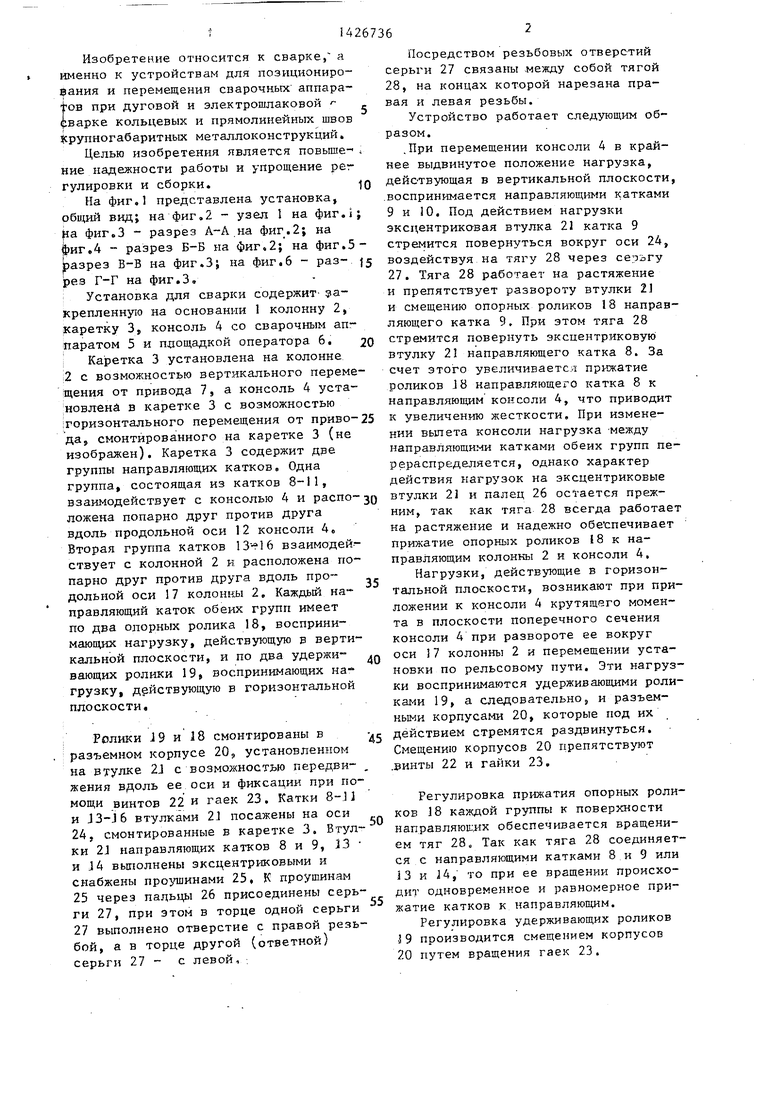
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 2015 |
|
RU2612881C1 |
| Установка для сварки продольных швов обечаек | 1980 |
|
SU912467A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Устройство для сварки | 1988 |
|
SU1555093A1 |
| Сварочная установка | 1975 |
|
SU556919A1 |
| Сварочная установка | 1986 |
|
SU1388240A1 |
| Устройство для дуговой сварки | 1983 |
|
SU1098734A1 |
| Машина для контактной стыковой сварки рельсов | 1975 |
|
SU634648A3 |
| Устройство для изготовления сварных шнеков | 1975 |
|
SU599942A1 |

Изобретение относится к сварке, а именно к устройствам для позиционирования и перемещения сварочных аппаратов при дуговой и электрошлаковой сварке кольцевых и прямолинейных швов крупногабаритных металлоконструкций. Цель - повышение надежности в работе и упрощение регулировки и сборки. Установка содержит колонну 2, каретку 3, консоль 4 и сварочный автомат, .закрепленный на консоли. Каретка 3 содержит две группы катков; одна группа, состоящая из катков 8-11, размещенных вдоль оси 12 консоли 4, и другая группа, состоящая из катков 13-16, размещенных вдоль оси 17 колонны 2. Катки установлены на оси 24 кареткн 3 посредством эксцентриковых втулок 21 с проушинами 25, соединенных друг с другом серьгами 27 и тягами 28. При нагрузке катки 8, 9, 13 и 14 удерживаются от поворота тягами 28, обеспечивая постоянный натяг в направляющих колонны 2 и консоли 4 и упрощая регулировку и сборку установки. 1 з.п. ф-лы,- 6 ил. se (Л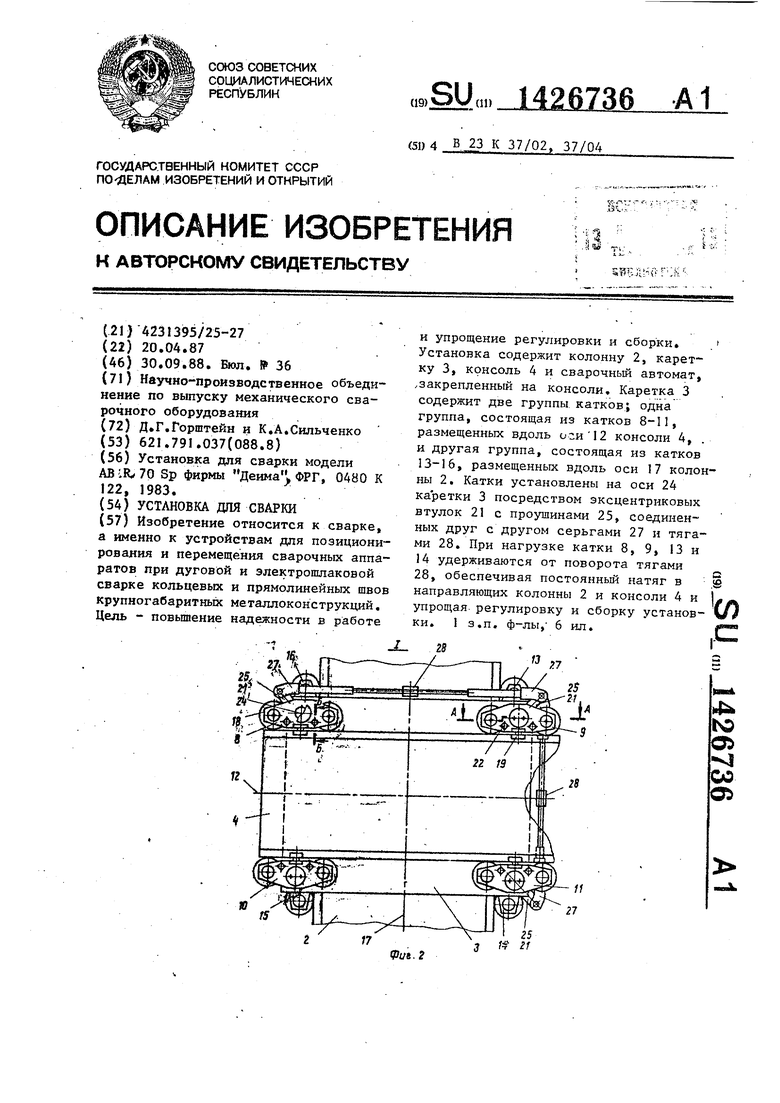
фуе. 4
фцг. 5
27 Г-Г
2it
/9f cneHmj ucumem Фиг. 5
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
