Изобретение относится к технике хранения, распределения и транспортировки газов под высоким давлением, а именно к технологии изготовления металлических баллонов высокого давления.
Известен способ изготовления металлического газового баллона высокого давления путем выполнения тела баллона из трубной заготовки и соединения с ним закладных спорных концевиков при помощи резьбового соединения, запрессовки или обкатки, а также посредством комбинаций из перечисленных способов (см. , например, заявка 93013491/26 опубл. в БИ 17 от 20.06.96, МКИ 6 F 17 С 1/00).
Этот известный способ является ближайшим по технической сущности к заявляемому и выбран за прототип.
К недостаткам известного способа можно отнести недостаточную герметичность баллона, а значит и снижение надежности в эксплуатации.
Целью заявляемого технического решения является улучшение эксплуатационных качеств за счет повышенной герметичности и надежности резьбового соединения частей баллона при высоком давлении газа внутри корпуса баллона.
Для достижения указанной цели в способе изготовления металлического баллона высокого давления путем резьбового соединения его составных частей: корпуса и присоединяемых к нему частей, например крышек и других деталей, в резьбовом соединении на внутренней резьбе выполняют наружный диаметр резьбы меньше наружного диаметра резьбы на ответной наружной резьбе, а внутренний диаметр меньше внутреннего диаметра наружной резьбы присоединяемой детали, причем шаг резьбы на внутренней резьбе выполняют меньше шага наружной резьбы, после чего части с внутренней резьбой нагревают до приобретения металлом пластичного состояния, например до 500oC, при этом не допускают образования окалины, и в нагретом состоянии их свинчивают с частями с наружной резьбой до упора в выступающую поверхность, которую выполняют на одной из соединяемых частей. Величину разности между наружными диаметрами резьбы, а также величину разности между внутренними диаметрами и шагами этих же резьб выбирают с учетом линейной деформации по диаметрам и шагу при нагреве, например до 500oC, и дополнительной величины, обусловленной созданием натяга при свинчивании, равной, например, линейной деформации по диаметрам и шагу от нагрева. А перед свинчиванием на присоединяемых частях с наружной резьбой повышают твердость металла, например, термообработкой типа закалки.
В отличие от известных технических решений, в которых составные части баллона соединяются при помощи резьбы, в предлагаемом техническом решении при резьбовом соединении частей баллона за счет разности наружных и внутренних диаметров резьб, выполненных на корпусе и присоединяемых частях, например крышках, и нагрева внутренней резьбы, при навинчивании происходит пластическая деформация внутренней резьбы, обеспечивающая беззазорное резьбовое соединение с последующим натягом поверхностей резьбы после охлаждения изделия, что обеспечивает повышенную герметичность и надежность резьбового соединения при высоком давлении внутри корпуса баллона. Это улучшает эксплуатационные качества баллона.
Сопоставительный анализ заявляемого технического решения с существующим уровнем техники не выявил из источника известности наличия в них отличительных признаков заявленного технического решения с достижением указанного технического результата, что позволяет сделать вывод о соответствии заявляемого технического решения критерию "Изобретательский уровень".
Для пояснения технической сущности заявляемого способа даны чертежи.
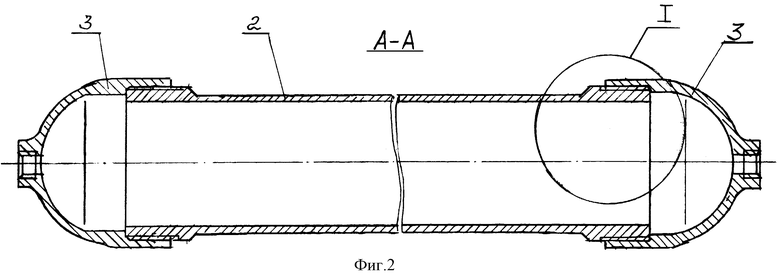
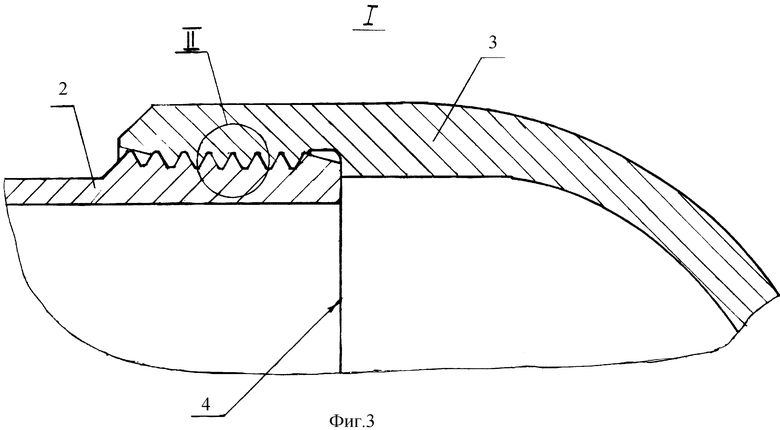
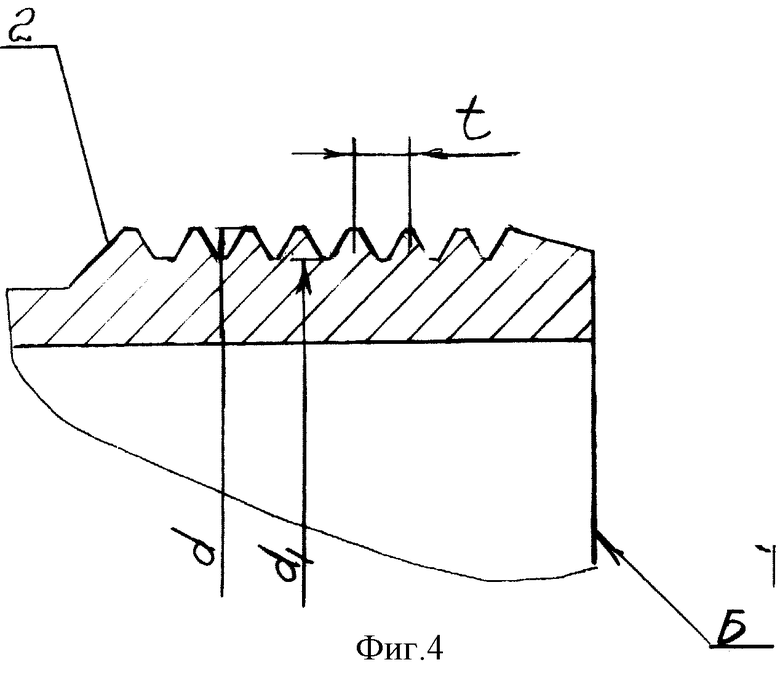
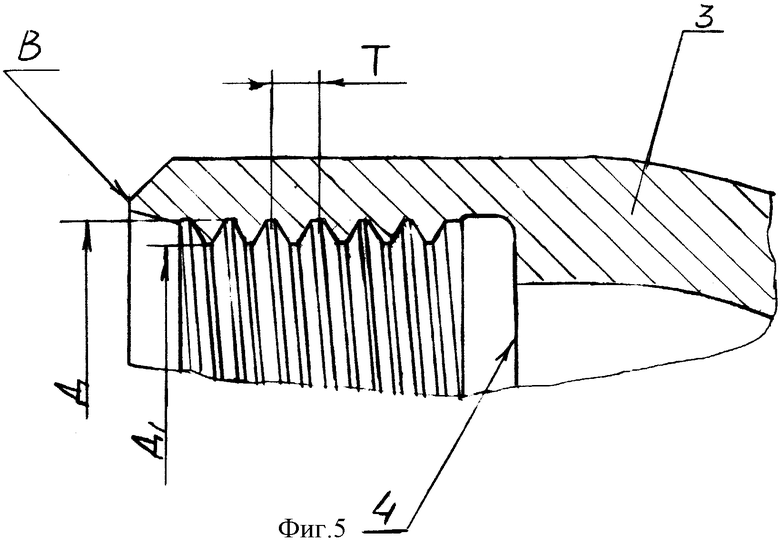
На фиг. 1 изображен общий вид баллона; на фиг. 2 изображен разрез А-А с фиг. 1; на фиг. 3 изображен узел 1 с фиг. 2 (на корпусе выполнена наружная резьба, а на крышке - внутренняя); на фиг. 4 изображена резьбовая часть, например, корпуса с наружной резьбой; на фиг. 5 изображена резьбовая часть, например, крышки с внутренней резьбой; на фиг. 6 изображен вариант, при котором упор, ограничивающий навинчивание, выполнен на корпусе; на фиг. 7 изображен узел II с фиг. 3, 8 после свинчивания частей баллона; на фиг. 8 изображен вариант способа, где на корпусе выполнена внутренняя резьба, а на крышке наружная; на фиг. 9 изображен вариант резьбовой части корпуса с внутренней резьбой; на фиг. 10 изображен вариант резьбовой части крышки с наружной резьбой.
Способ изготовления металлического баллона высокого давления может быть осуществлен, например, в следующем варианте.
Баллон высокого давления 1 изготавливают из корпуса 2 (фиг. 2), на концевых частях которого выполняют наружную резьбу стандартизованного типа (фиг. 4) со стандартизованными размерами по диаметрам и шагу. Наружный диаметр резьбы имеет размер d, а внутренний диаметр резьбы - d1. На резьбовых частях корпуса 2 предварительно повышают твердость металла, например, методом термообработки (закалки). На присоединяемых к этой резьбе частях, например крышках 3 или других деталях, выполняют внутреннюю резьбу (фиг. 5).
Резьбу на присоединяемых частях, например на крышках 3, выполняют с наружным диаметром Д, величина которого меньше размера наружного диаметра d, выполненного на корпусе 2, а размер внутреннего диаметра резьбы Д1, выполненной на присоединяемых частях, например на крышках 3, меньше размера внутреннего диаметра d1 резьбы, выполненной на корпусе 2. При этом шаг резьбы Т на присоединяемых частях, например крышках 3, меньше шага резьбы t на корпусе 2.
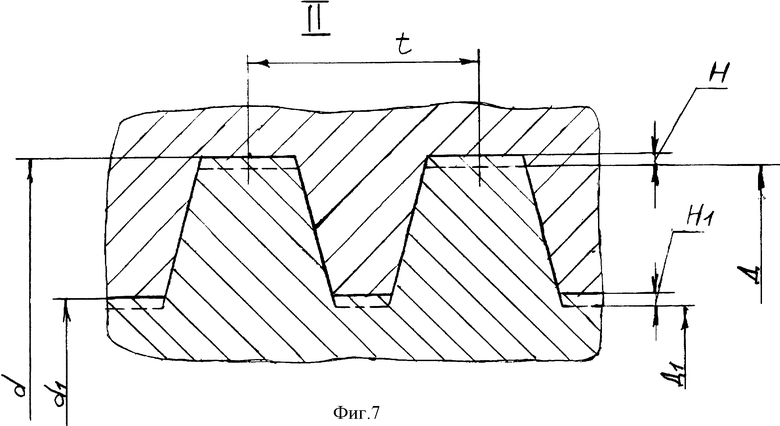
Наружный диаметр Д резьбы на присоединяемых частях, например крышках 3 (фиг. 7), определяется по формуле Д= d-2Н, где Н - половина величины разности между наружными диаметрами d и Д и определяется из формулы
где Δd - величина линейной деформации участков резьбы с размерами d, выполненной на корпусе 2, при нагреве этих участков, например, до 500oC;
h - дополнительная величина, необходимая для создания натяга по наружным диаметрам резьбы при свинчивании, равная, например, Δd.
Внутренний диаметр Д1 резьбы на присоединяемых частях, например на крышке 3 (фиг. 7), определяется по формуле
Д1= d1-2Н1,
где Н1 - половина величины разности между внутренними диаметрами d1 и Д1 и определяется по формуле
где Δd1 - величина линейной деформации участков резьбы с размерами d1, выполненной на корпусе 2 при нагреве этих участков, например, до 500oC;
h1 - дополнительный размер на создание натяга по внутренним диаметрам резьбы при навинчивании, равной, например, Δd1.
Шаг резьбы на присоединяемых частях, например на крышке 3 (фиг. 4), в ненагретом состоянии определяется по формуле:
Т= t-(Δt+H2),
где Δt - величина линейной деформации шага резьбы на корпусе, нагретой, например, до 500oC;
Н2 - дополнительный размер на создание натяга по шагу резьбы при навинчивании, равный, например, Δt.
Внутреннюю резьбу в присоединяемых частях, например в крышках 3 с размерами Д, Д1 и с шагом Т, выполняют при температуре окружающей среды. Перед свинчиванием присоединяемые части, например крышки 3, нагревают до температуры, например до 500oC, при которой металл становится пластичным, без образования окалины на нагретых поверхностях, которая при герметичном резьбовом соединении недопустима.
Нагрев на меньшую температуру уменьшает пластичность металла, что увеличивает усилие затягивания.
После нагрева присоединяемых частей с внутренней резьбой, например крышек 3, производят их навинчивание на ненагретые резьбовые части корпуса 2.
При навинчивании нагретых, например, до 500oC присоединяемых частей, например крышек 3, на ненагретые участки резьбы, выполненной на корпусе 2, на которых предварительно повышена твердость металла, происходит деформация соответствующих участков внутренней резьбы за счет пластичности нагретого металла. При этом получают беззазорное соединение.
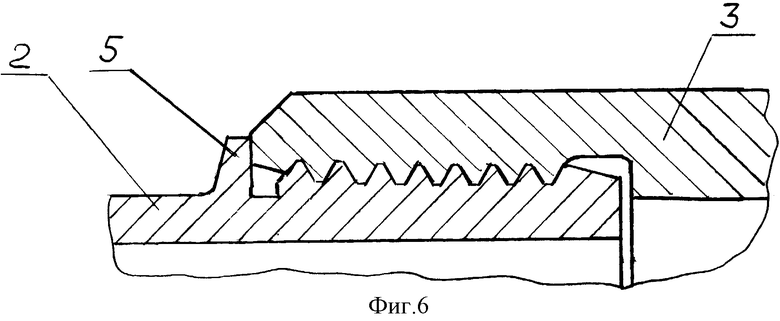
Навинчивание присоединяемых частей, например крышек 3, производят до упора торцевой поверхности Б (фиг. 4) корпуса 2 с выступающей поверхностью 4 (фиг. 5), выполненной, например на присоединяемой части, например крышке 3 (фиг. 3). Возможно выполнение выступающей поверхности 5 на корпусе 2 (фиг. 6). При этом навинчивание присоединительных частей, например крышек 3, производят до взаимодействия торцевой поверхности В (фиг. 5) присоединяемых частей с выступающей поверхностью 5.
Затем при остывании присоединенных частей, например крышек 3, происходит уплотнение поверхностей резьбы за счет натяга по наружным и внутренним диаметрам резьбы и ее шагу.
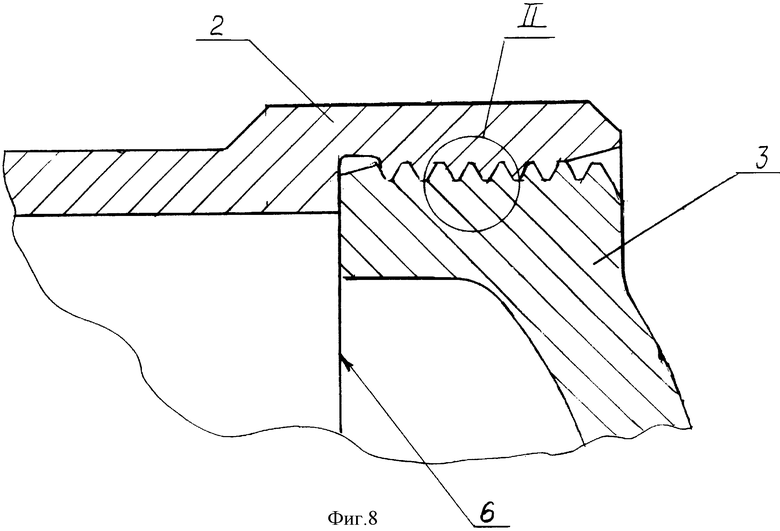
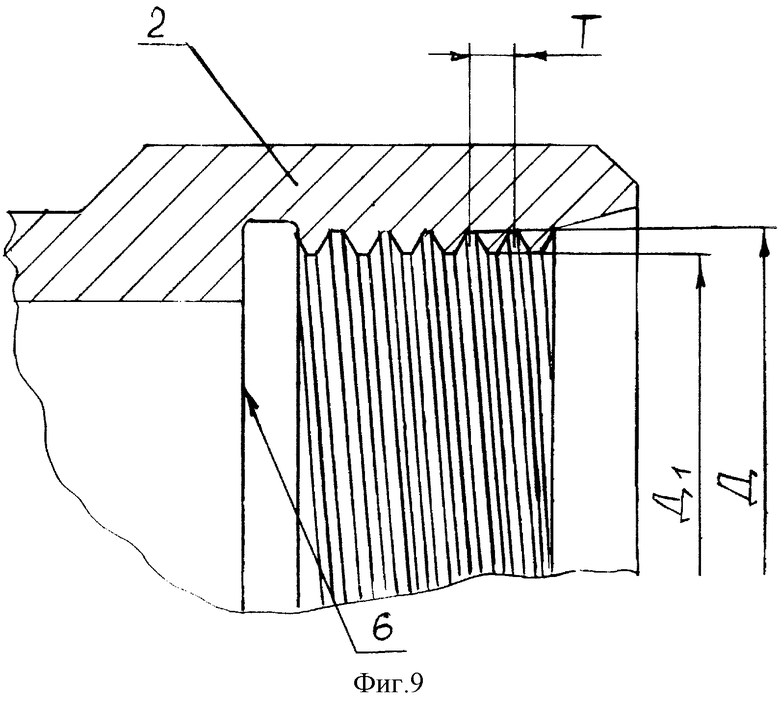
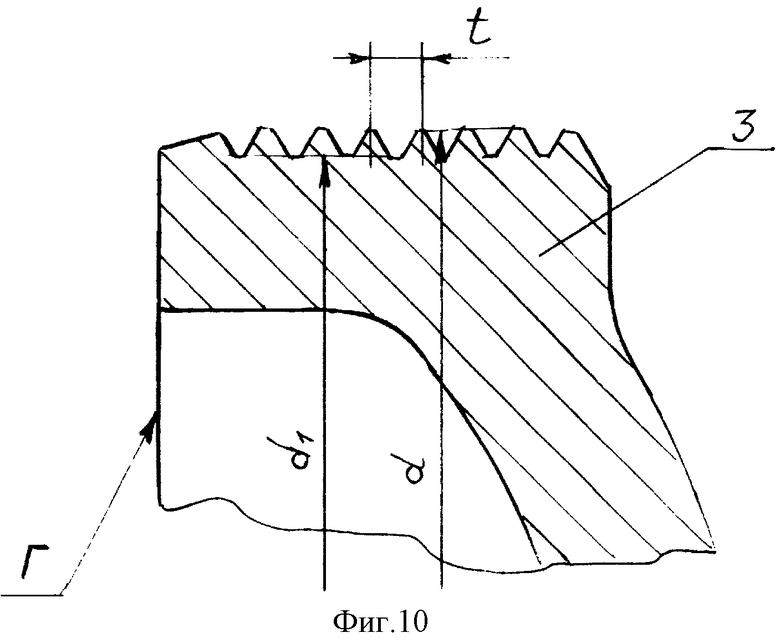
Способ изготовления баллона высокого давления может быть осуществлен в другом варианте (фиг. 8), при котором в корпусе 2 (фиг. 9) выполняется внутренняя резьба с наружным диаметром Д, внутренним диаметром Д1 и шагом Т, а на крышке 3 (фиг. 10) выполняется наружная резьба с наружным диаметром d, внутренним диаметром d1 и с шагом t.
Величина разности наружных, внутренних диаметров, шагов резьб, а также способ соединения частей баллона с нагревом части, имеющей внутреннюю резьбу, например, до 500oC выполняют аналогично описанному ранее варианту изготовления баллона.
При этом завинчивание крышки 3 производят до взаимодействия поверхности Г (фиг. 10) с выступающей поверхностью 6 (фиг. 9).
Возможно выполнение выступающей поверхности на наружной поверхности крышки 3 (фиг. 9, 10), которая является упором для торца корпуса 2 при свинчивании соединяемых частей.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2157482C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ | 2001 |
|
RU2193721C1 |
| ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ КОНТРОЛЯ ВНУТРЕННЕЙ РЕЗЬБЫ | 2010 |
|
RU2444699C2 |
| ЗАДВИЖКА И СПОСОБ ЕЕ СБОРКИ | 2000 |
|
RU2201546C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ | 2009 |
|
RU2402397C1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ РЕЗЦОМ | 2003 |
|
RU2250155C2 |
| ДВОЙНАЯ БУРИЛЬНАЯ КОЛОННА | 2001 |
|
RU2190745C1 |
| МЕТЧИК | 2006 |
|
RU2334602C2 |
| СОПЛОВОЙ БЛОК РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА С УСТАНОВЛЕННЫМ НА НЕМ БЛОКОМ СТАБИЛИЗАТОРОВ | 2001 |
|
RU2179651C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ГРУЗОВ НА ПЛАТФОРМЕ ТРАНСПОРТНОГО СРЕДСТВА | 2005 |
|
RU2298490C1 |
Изобретение относится к технологии изготовления металлических баллонов высокого давления. Способ осуществляют следующим образом: в резьбовом соединении на внутренней резьбе выполняют наружный диаметр резьбы меньше наружного диаметра резьбы на ответной наружной резьбе, а внутренний диаметр меньше внутреннего диаметра наружной резьбы присоединяемой детали, причем шаг резьбы на внутренней резьбе выполняют меньше шага наружной резьбы, после чего части с внутренней резьбой нагревают до приобретения их металла пластического состояния, например до 500oС, при этом не допускают образования окалины, и в нагретом состоянии их свинчивают с частями с наружной резьбой до упора в выступающую поверхность, которую выполняют на одной из соединяемых частей. Технический результат - улучшает эксплуатационные качества баллона. 2 з. п. ф-лы, 10 ил.
| RU 93013491 A, 20.06.1996 | |||
| ЗАЩИТНЫЕ ЭЛЕМЕНТЫ ПЛЕЧ ТРАВЕРСЫ КОНУСНОЙ ДРОБИЛКИ | 2014 |
|
RU2652145C2 |
| GB 1120800 A, 24.07.1968 | |||
| БАЛЛОН ДЛЯ СЖАТОГО ГАЗА | 1995 |
|
RU2121095C1 |
| RU 2055256 C1, 27.02.1991 | |||
| DE 3736579 A1, 03.05.1989. | |||
