Изобретение относится к сварке полупроводниковых изделий и может быть использовано для присоединения проволочных выводов в производстве полупроводниковых приборов для силовой электроники.
Существуют различные конструкции микросварочного инструмента для ультразвуковой сварки проволочных выводов в технологии производства полупроводниковых приборов и интегральных схем.
Известен инструмент для ультразвуковой сварки /1/. На рабочем торце имеется продольная канавка, в верхней части которой вдоль оси выполнен ряд лунок, причем глубина каждой лунки h выбрана в соответствии с соотношением 0,5 d < h < d, где d - диаметр лунки, а общий объем всех лунок составляет 0,05-0,1 объема канавки.
Основными недостатками данной конструкции инструмента для ультразвуковой сварки являются: трудоемкость изготовления лунок диаметром 0,01 мм и глубиной 0,008 мм; адгезия (сцепление металла присоединяемой проволоки с поверхностью инструмента при подъеме инструмента после сварки) ослабляет прочность сварного соединения; повышенное напряженное состояние участков сварного соединения ("зубца") приводит к увеличению электрического сопротивления контактов под токовой нагрузкой и, соответственно, к снижению надежности полупроводниковых приборов. Кроме того, данный инструмент применим только для ультразвуковой сварки проволоки диаметром 0,027-0,04 мм.
Наиболее близким по технической сущности к заявляемому изобретению является инструмент для микросварки /2/, рабочая площадка которого имеет поперечное сечение в виде равнобедренного треугольника.
Недостатком данной конструкции инструмента для микросварки является непригодность его для сварки проводников диаметром свыше 0,027-0,04 мм. Кроме того, канавка в виде равнобедренного треугольника способствует повышению деформации проволоки при ультразвуковой сварке. Более того, заклинивание проволоки в канавке способствует образованию "шейки" (участка перехода сварного соединения в проволоку), что уменьшает прочность сварного соединения, а под токовой нагрузкой повышает электрическое сопротивление контакта.
Изобретение направлено на повышение качества микросварных соединений проволочных выводов, выполненных ультразвуковой сваркой.
Это достигается тем, что продольная канавка выполнена в виде равнобочной трапеции с размерами в нижнем основании 1,0 d, в верхнем - 0,75 d и высотой 0,6 d, где d - диаметр привариваемой проволоки, при этом радиус закругления передней кромки рабочей площадки инструмента равен радиусу изгиба проволоки в зоне ее контакта с корпусом при образовании перемычки между кристаллом и корпусом, а радиус закругления ее задней кромки - радиусу изгиба проволоки при ее подаче через капиллярное отверстие в зону сварки.
Сущность изобретения поясняется чертежом, на котором схематично изображены:
на фиг. 1 - рабочий торец инструмента в разрезе;
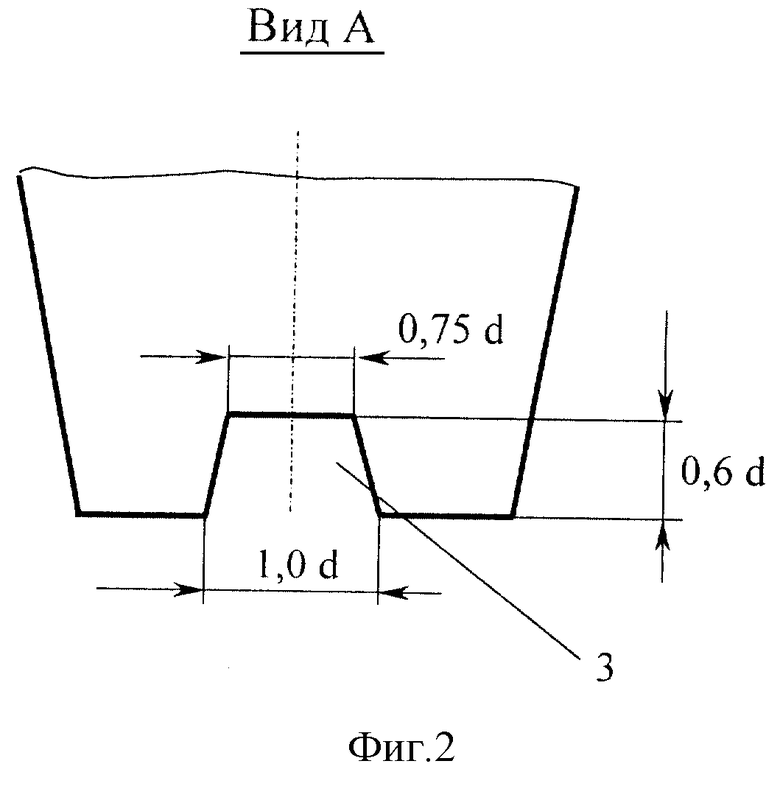
на фиг. 2 - вид А фиг. 1;
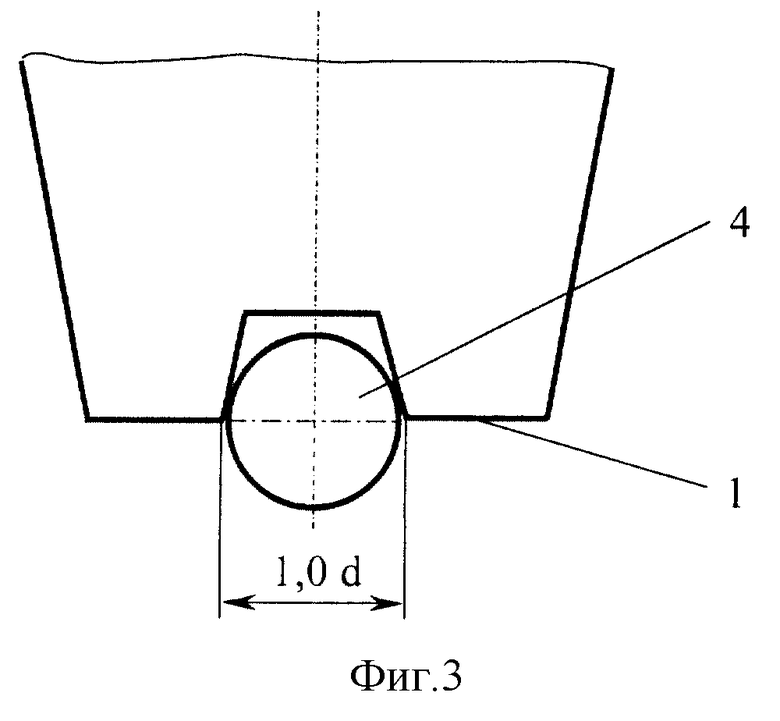
на фиг. 3 - положение проволоки в канавке инструмента перед сваркой;
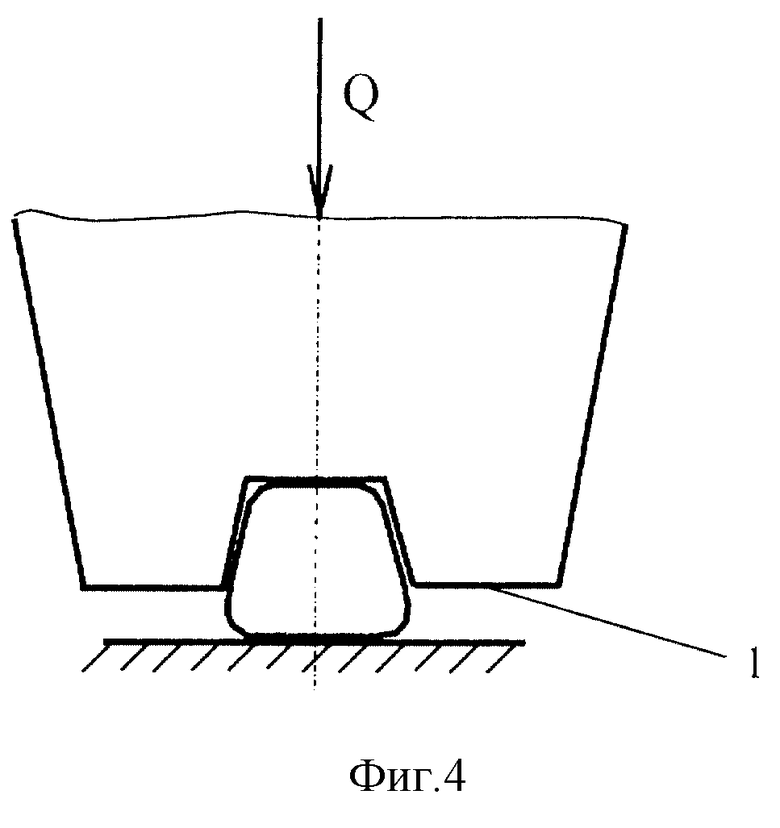
на фиг. 4 - положение проволоки в канавке инструмента после сварки;
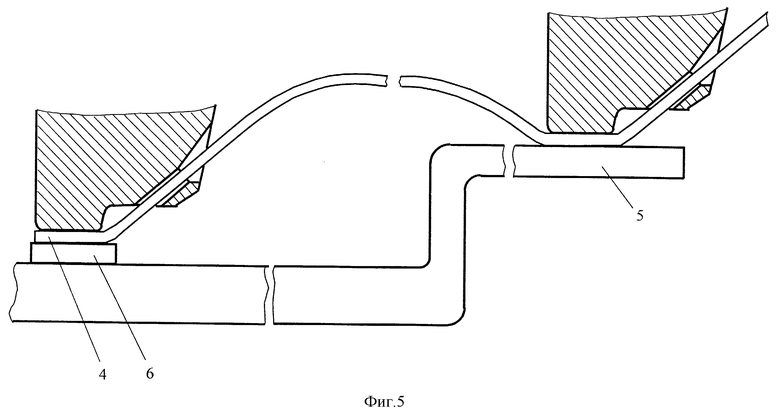
на фиг. 5 - схема присоединения проволочного вывода с помощью разработанного инструмента.
Инструмент для ультразвуковой сварки (фиг. 1) имеет рабочую площадку 1 с продольной канавкой 2, поперечное сечение 3 которой имеет форму равнобочной трапеции (фиг. 2) с размерами в нижнем основании 1,0 d, в верхнем - 0,75 d и высотой 0,6 d, где d - диаметр привариваемой проволоки 4 (фиг. 3). Радиус закругления задней кромки рабочей площадки инструмента соответствует радиусу изгиба проволоки при подаче ее через капиллярное отверстие в зону сварки. Радиус закругления передней кромки рабочей площадки инструмента равен радиусу изгиба проволоки 4 в зоне ее контакта с корпусом 5 при образовании перемычки между кристаллом 6 и корпусом.
Ширина канавки на рабочей площадке инструмента в нижнем основании, равная диаметру привариваемой проволоки 4, обеспечивает центрирование проволоки относительно контактной площадки при сварке (фиг. 3).
Оксидная пленка на поверхности проволоки при сварке разрушается и вытесняется из зоны сварного соединения за счет пластической деформации проволоки.
Глубина канавки, равная 0,6 диаметра проволоки, ограничивает деформацию проволоки при сварке и практически исключает ее заклинивание в канавке инструмента после сварки.
Форма канавки в виде равнобочной трапеции с размером в верхнем основании равным 0,75 при глубине 0,6 диаметра привариваемой проволоки способствует сжатию проволоки заданным усилием Q при сварке, близкому к всестороннему сжатию (фиг. 4).
Радиус закругления передней кромки рабочей площадки инструмента, равный радиусу изгиба проволоки в зоне ее контакта с корпусом при образовании перемычки между кристаллом и корпусом, и радиус закругления задней кромки, соответствующий радиусу изгиба проволоки при подаче ее через капиллярное отверстие в зону сварки позволяют формировать плавный переход от сварного соединения к недеформированному сечению проволоки.
Радиус закругления передней кромки зависит от формы проволочной перемычки между кристаллом и корпусом, а радиус закругления задней кромки определяется в зависимости от упругих свойств проволоки и угла наклона капиллярного отверстия инструмента.
Инструмент работает следующим образом. Алюминиевая проволока 4 через капиллярное отверстие инструмента подается в зону сварки на кристалле 6, при этом проволока проходит через продольную канавку 2 и совмещается с контактной площадкой на кристалле 6. При сварке на кристалле инструмент, имеющий радиус закругления задней кромки, равный радиусу изгиба проволоки при подаче ее в зону сварки скользит по привариваемой проволоке, не деформируя участок перехода сварного соединения в проволоку. После сварки на кристалле 6 инструмент перемещается на позицию сварки на корпусе 5 (фиг. 5), при этом проволока принимает форму петли заданного размера. При сварке на корпусе инструмент, имеющий радиус закругления передней кромки, равный радиусу изгиба проволоки в зоне ее контакта с корпусом при образовании перемычки между кристаллом и корпусом, скользит по привариваемой проволоке, также не деформируя "шейку" (участок перехода сварного соединения в проволоку).
Таким образом, использование предлагаемого инструмента для ультразвуковой сварки по сравнению с существующими конструкциями имеет следующие преимущества:
1. Обеспечивает напряженное состояние в проволоке в зоне сварки, близкое к всестороннему сжатию.
2. Способствует минимальной деформации привариваемой проволоки в зоне сварки.
3. Создает плавный переход от сварного соединения к недеформированному сечению проволоки.
Источники информации
1. А.с. 636062 СССР, М.Кл.2 B 23 K 19/04. Инструмент для ультразвуковой сварки / С.В. Кулявцев, В.Н. Стримбан (СССР). - Опубл. в Б.И., 1978, N 45, - 2 с.:ил.
2. А. с. 677850 СССР, М.Кл.2 В 23 K 19/00, В 23 K 31/02. Инструмент для микросварки / С.В. Кулявцев, В.А. Лелянов, В.Н. Стримбан (СССР). - Опубл. в Б.И., 1979, N 29. - 3 с.:ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ КОНТРОЛЯ ПРОЧНОСТИ МИКРОСОЕДИНЕНИЙ ПОЛУПРОВОДНИКОВЫХ ИЗДЕЛИЙ | 2000 |
|
RU2186366C2 |
| ИНСТРУМЕНТ ДЛЯ МИКРОСВАРКИ | 2001 |
|
RU2220830C2 |
| СПОСОБ СБОРКИ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1999 |
|
RU2171520C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1989 |
|
SU1702825A1 |
| ИНТЕГРАЛЬНАЯ СХЕМА ВЫСОКОВОЛЬТНОГО ВЫПРЯМИТЕЛЯ | 1991 |
|
RU2006103C1 |
| ВЫСОКОВОЛЬТНАЯ ИНТЕГРАЛЬНАЯ СХЕМА | 1991 |
|
RU2006104C1 |
| СПОСОБ ПАЙКИ ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА К КОРПУСУ | 1999 |
|
RU2167469C2 |
| СПОСОБ ПРОВОЛОЧНОГО МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2835230C1 |
| СПОСОБ ОТБРАКОВКИ МИКРОСОЕДИНЕНИЙ ПОЛУПРОВОДНИКОВЫХ ИЗДЕЛИЙ | 2002 |
|
RU2234710C2 |
| Способ формирования проволочной перемычки | 1989 |
|
SU1731539A1 |
Инструмент может быть использован для присоединения проволочных выводов в производстве полупроводниковых приборов для силовой электроники. Продольная канавка инструмента выполнена в виде равнобочной трапеции с размерами в нижнем основании 1,0 d, в верхнем - 0,75 d и высотой 0,6 d, где d -диаметр привариваемой проволоки. Радиус закругления передней кромки рабочей площадки инструмента равен радиусу изгиба проволоки в зоне ее контакта с корпусом при образовании перемычки между корпусом и кристаллом. Радиус закругления ее задней кромки равен радиусу изгиба проволоки при ее подаче через капиллярное отверстие в зону сварки. Такое выполнение инструмента позволяет повысить качество микросварных соединений проволочных выводов. 5 ил.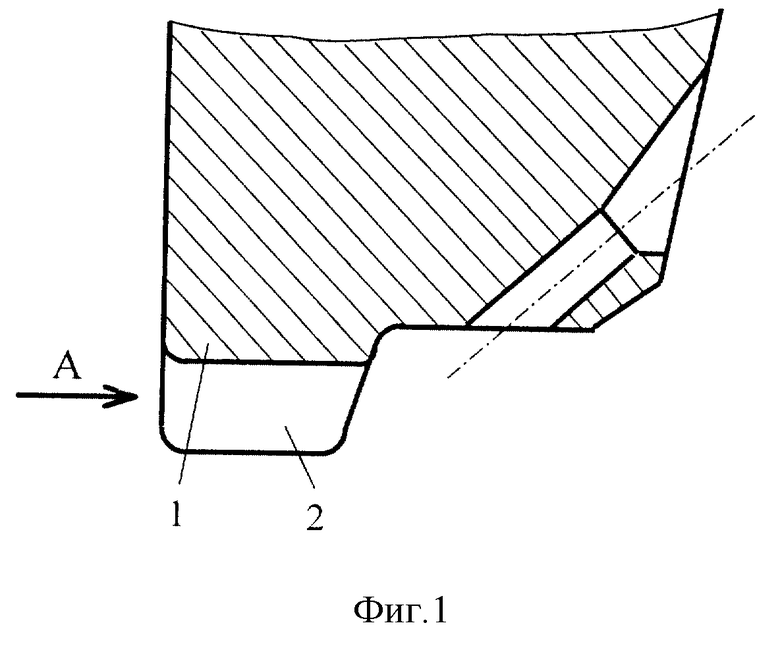
Инструмент для ультразвуковой сварки полупроводниковых изделий, выполненный с капиллярным отверстием для подачи привариваемой проволоки, содержащий рабочую площадку с продольной канавкой, имеющую закругленную переднюю и заднюю кромки, отличающийся тем, что продольная канавка выполнена в виде равнобочной трапеции с размерами в нижнем основании 1,0 d, в верхнем - 0,75 d и высотой 0,6 d, где d - диаметр привариваемой проволоки, при этом радиус закругления передней кромки рабочей площадки инструмента равен радиусу изгиба проволоки в зоне ее контакта с корпусом при образовании перемычки между кристаллом и корпусом, а радиус закругления ее задней кромки - радиусу изгиба проволоки при ее подаче через капиллярное отверстие в зону сварки.
| Инструмент для микросварки | 1977 |
|
SU677850A1 |
| Инструмент для ультразвуковой сварки | 1977 |
|
SU636062A1 |
| ИНСТРУМЕНТ ДЛЯ МИКРОСВАРКИ | 1991 |
|
RU2022740C1 |
| US 4619397, 28.10.1986. | |||

