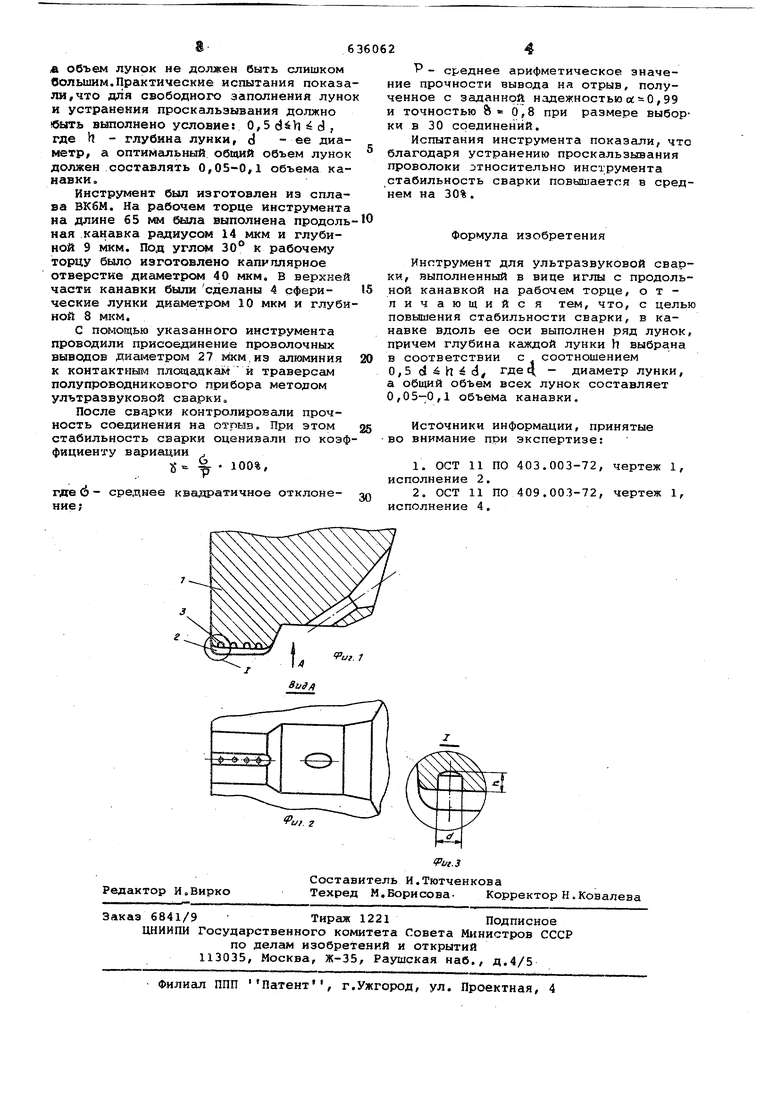
Изобретение относится к оборудованию для ультразвуковой сварки и может быть использовано при присоединении выводов в процессе сборки полупроводниковых приборов. Известен инструмент с поперечной канавкой на рабочем торце Л. Его недостатки: отсутствие фиксации проволочного вывода от бокового смещения чрезмерная деформация вывода и ограни ченная длина сварного шва - следствие ТОГО; что материал вывода течет вдоль канавки вместо того, чтобы находиться в условиях второстепенного сжатия. Также известен инструмент для ульт развуковой микросварки, выполненный в виде иглы с продольной канавкой на рабочем торце 2. Продольная канавка фиксирует проволочный вывод от бокового смещения и ограничивает его деформацию в процессе сварки. Недостатком указанной формы рабочего торца инструмента является наличие проскальзывания между инструментом и проволокой в начальный период сварки, что приводит к потере УЗ и снижению стабильности сварки. Целью изобретения является повшиение стабильности ультразвуковой микросварки. Поставленная цель достигается тем, что в канавке вдоль ее оси выполнен ряд лунок,причем глубина h каждой лунки выбрана в соответствии с соотношением 0,5 di h i d , где d - диаметр лунки, а общий объем всех лунок составляет 0,05-0,1 объема канавки. На фиг.1 изображен рабочий торец инструмента в разрезе; на фиг. 2 вид А фиг.1; на фиг.З - сечение лунки. На рабочем торце 1 имеется продольная канавка 2, в верхней части которой вдоль ее оси выполнен ряд лунок 3. Лунки могут иметь цилиндрическую, сферическую или иную форму. В начальный период сварки материал вывода затекает в лунки, образуя зубцы, которые препятствуют проскальзыванию проволоки относительно инструмента. В процессе сварки материал вывода заполняет лунки полностью, и в объеме вывода, включая пространство под лунками, создается напряженное состояние, близкое к всестороннему сжатию. Благодаря этому сварной шов образуется по всей длине рабочей площадки. Для эффективного устранения проскальзывания металл вывода должен затекать в лунки относительно свободно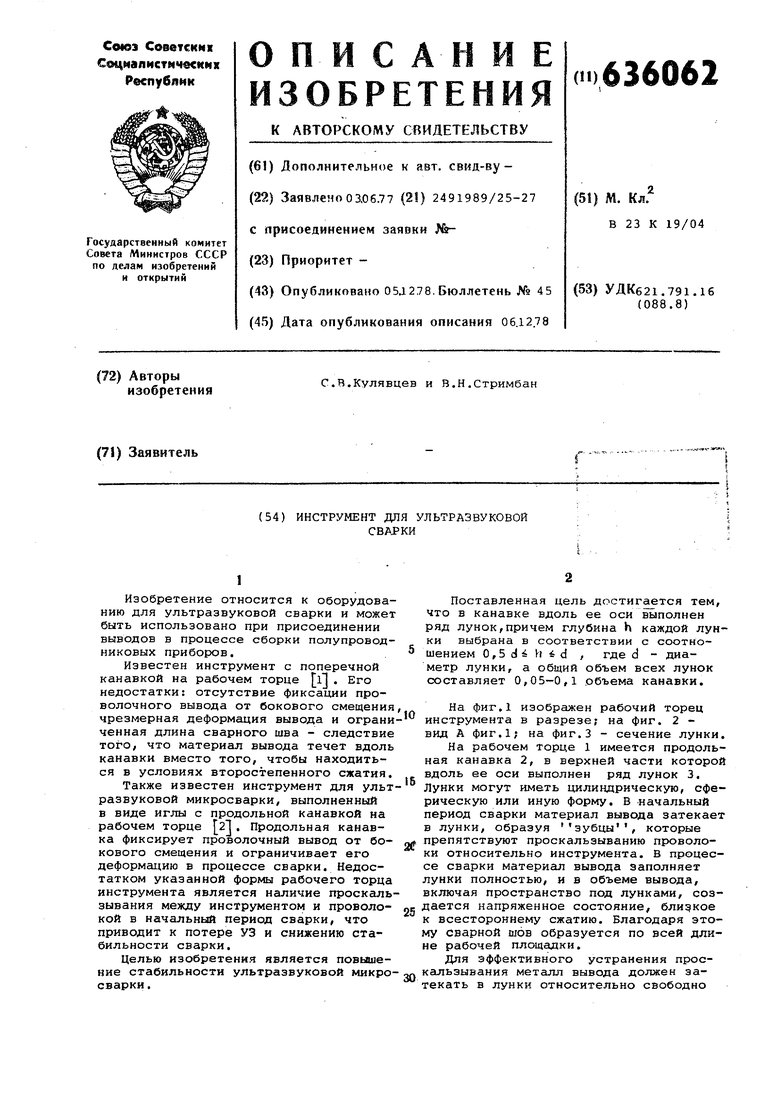
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ | 1999 |
|
RU2179101C2 |
| Инструмент для приварки проволочных выводов | 1981 |
|
SU1016116A1 |
| Инструмент для ультразвукового присоединения микропроволоки | 1981 |
|
SU990458A1 |
| Инструмент для ультразвуковой микросварки | 1978 |
|
SU719834A1 |
| ИНСТРУМЕНТ ДЛЯ МИКРОСВАРКИ | 1991 |
|
RU2022740C1 |
| Инструмент для приварки проволочного вывода | 1979 |
|
SU880666A1 |
| Способ контроля процесса микросварки давлением | 1983 |
|
SU1110582A1 |
| Инструмент для ультразвуковой микросварки | 1985 |
|
SU1276464A1 |
| Инструмент для микросварки проволочных выводов | 1980 |
|
SU948582A1 |
| Инструмент для микросварки | 1977 |
|
SU677850A1 |
