щи инструмента с уменьшенными габаритами рабочего торца.
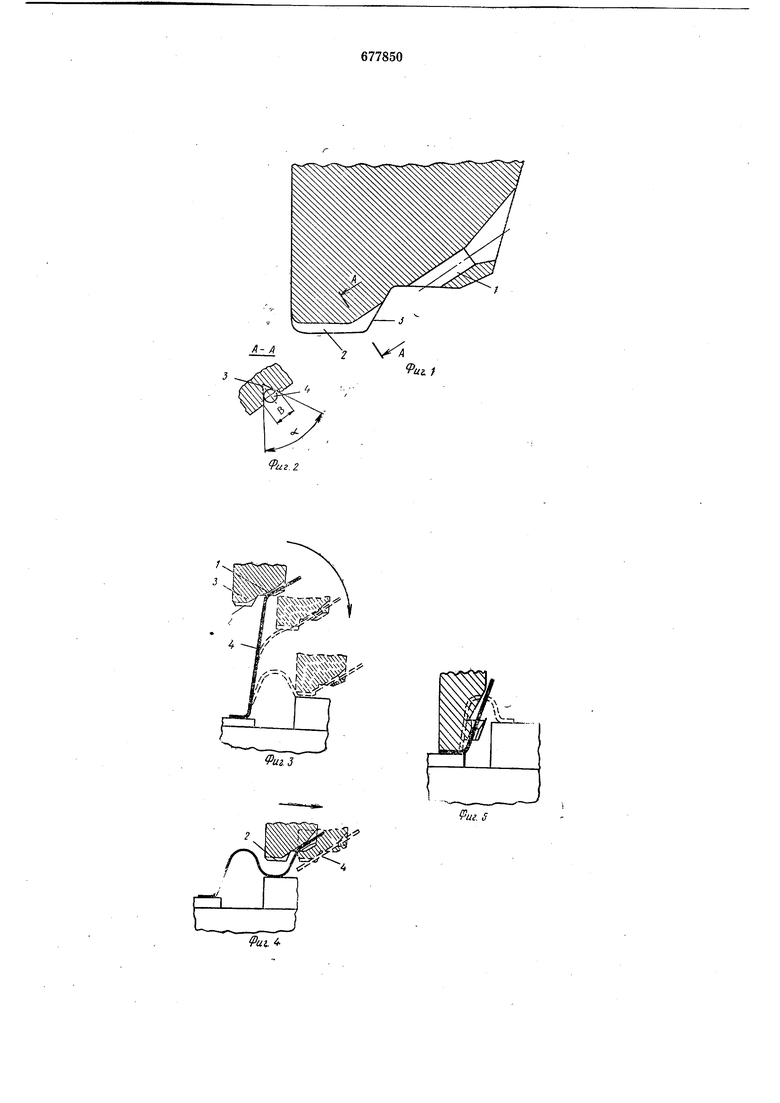
Между выходом капиллярного отверстия 1 и рабочей площадкой 2 расположена канавка 3, имеющая в поиеречном сечении форму равнобедренного треугольника. Благодаря такой форме канавки проволока 4 в ней заклинивается. Для того чтобы проволока свободно входила в канавку, необходимо чтобы ширина канавки несколько превыщала диаметр проволоки, поэтому
5 1,2-1,4 dnp.
Так как проволока при прохождении через капиллярное отверстие под рабочую Площадку стремится войти в глубь канавки, то условием ее надежного заклинивания является равенство arctg/C, где К. - коэффициент трения между проволокой и инструментом, - угол трения.
После первой сварки инструмент поднимают вертикально вверх, при этом проволока 4 свободно проходит через капиллярное отверстие 1. Подняв инструмент на необходимую высоту, его перемещают в горизонтальном направлении и одновременно онускают, образуя проволочную петлю. При этом проволока заклинивается в канавке 3 и не вытягивается через капиллярное отверстие. На фиг. 3 движение инструмента показано стрелкой. После образования петли производят вторую сварку, затем поднимают инструмент на высоту, равную длине рабочей площадки 2 и перемещают горизонтально (см. фиг. 4). При этом проволока 4 снова заклинивается в канавке 3 и обрывается за местом второй сварки, причем конец проволоки необходимой длины оказывается под рабочей площадкой.
Если необходимо произвести многостежковое соединение, то после каждой сварки инструмент поднимает для образования петли и лишь после последней сварки осуществляют обрыв.
Наличие в инструменте треугольной продольной канавки позволяет отказаться от использования каких-либо дополнительных устройств для обрыва и подачи проволоки. Угол наклона капиллярного отверстия в инструменте при этом может быть увеличен вплоть до 90°, а габариты его рабочего торца соответственно уменьшены. Использование инструмента с канавкой для заклинивания и обрыва проволоки повышает надежность и универсальность сборочного оборудования, существенно упрощает его конструкцию.
Пример. Инструмент был изготовлен из сплава ВКбМ, диаметр капиллярного отверстия в инструменте 40 мкм, угол наклона отверстия 60°, длина рабочей площадки 65 мкм. На рабочей площадке была выполнена продольная канавка радиусом
14 мкм и глубиной 9 мкм. Ширина канавки для заклинивания и обрыва проволоки составляла В 35 мкм, а угол при вершине , так как ,5 нри трении алюминия по твердому сплаву без смазки. Указанным инструментом проводили сборку СВЧ транзистора в корпусе типа «колодец (см. фиг. 5). Материал присоединяемых выводов- алюминий, диаметр 27 мкм. Метод сварки - ультразвуковой. Собранный транзистор обладал необходимыми вольт-амперными характеристиками.
Испытания инструмента для микросварки показали, что благодаря уменьшенным габаритам и отсутствию дополнительных
устройств для обрыва и подачи проволоки с его помощью можно собирать приборы в корпусах любой конфигурации, в том числе в малогабаритных корпусах-«колодцах, используя как метод ультразвуковой сварки, так и термокомпрессионной, практически на любой сборочной установке.
Формула изобретения
Инструмент для микросварки, содержащий рабочую площадку, имеющий отверстие для подачи привариваемой проволоки и канавку, расположенную между рабочей площадкой и упомянутым отверстием, отличающийся тем, что, с целью обеспе- чения обрыва проволоки путем ее заклинивания при горизонтальном перемещении инструмента, канавка имеет поперечное сечение в виде равнобедренного треугольника,
основание которого В 1,2-l,4dnp, а угол при вершине arctg К,,
где dap - диаметр привариваемой проволоки; /( - коэффициент трения между проволокой и ицструментом.
Источники информации,
принятые во внимание при экспертизе
1.ОСТ II ПО 409.003-72.
2.Патент США № 3689983, кл. 29-470.1 12.09.72.
Uii
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ | 1999 |
|
RU2179101C2 |
| Инструмент для ультразвуковой микросварки | 1978 |
|
SU719834A1 |
| Инструмент для микросварки | 1977 |
|
SU692710A1 |
| ИНСТРУМЕНТ ДЛЯ МИКРОСВАРКИ | 1989 |
|
RU2030266C1 |
| Инструмент для микросварки | 1980 |
|
SU927449A1 |
| СПОСОБ ПРИСОЕДИНЕНИЯ ВЫВОДОВ К КОНТАКТНЫМ ПЛОЩАДКАМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2035281C1 |
| Инструмент для микросварки | 1990 |
|
SU1731541A1 |
| Устройство для присоединения проволочных выводов | 1985 |
|
SU1302568A1 |
| Инструмент для микросварки | 1980 |
|
SU899303A1 |
| Инструмент для присоединения внутренних выводов полупроводниковых приборов и интегральных схем | 1981 |
|
SU961901A1 |