Эта заявка касается способа литьевого формования (литья под давлением) подошв для обуви из расширяющихся и сшиваемых композиций на основе ЭВА.
Защита патента также распространяется на подошвы, получаемые по способу согласно этому изобретению.
Сокращение ЭВА означает "сополимер винилацетата с этиленом", который в зависимости от вида используемых добавок может быть термопластичным или способным к расширению и сшиванию.
В последнем случае используют порошкообразную добавку для расширния полимера, которая разлагается при определенной температуре с образованием газов, что приводит к возникновению обычного явления, которое имеет место при литье под давлением с использованием ЭВА этого типа, и состоит в мгновенном расширении детали, как только открывается форма.
В частности, размеры детали быстро увеличиваются, в то время как пропорции и форма детали остаются неизменными, и поэтому соотношение размеров сохраняется точно таким же, как в оформляющей поверхности матрицы.
Способный к расширению и сшиванию ЭВА, благодаря всему сказанному выше и благодаря своей низкой стоимости, широко используется в обувной отрасли для изготовления недорогих подошв для обуви методом литья под давлением.
Однако в настоящее время из этого материала невозможно формовать подошвы, имеющие приподнятую кромку по краям, поскольку из-за расширения детали во время открывания формы требуется обрезать (фрезеровать) подошву по периметру для того, чтобы уменьшить подошву до необходимых размеров.
Другими словами, поскольку невозможно точно контролировать это расширение, в настоящее время необходимо - в соответствии с коэффициентом расширения материала и степенью его усадки во время охлаждения - увеличивать размер оформляющей поверхности пресс-формы так, чтобы охлажденная отформованная подошва была немного больше по размерам по сравнению с номинальными размерами этой подошвы, которые получают путем обрезания поверхностного слоя материала по всему периметру подошвы.
Таким образом, очевидно, почему этот материал и систему формования нельзя использовать для подошв, которые имеют выступающий бортик, такой как рант, который частично или полностью удаляется при обрезании края подошвы.
В качестве ближайшего аналога изобретения для объекта "способ" и "подошва" выбрано техническое решение, описанное в патенте US 5352105.
Техническим результатом настоящего изобретения является разработка способа литья под давлением для изготовления подошв из расширяющегося и сшиваемого ЭВА, который дает возможность получать подошву точно заданного размера и исключить затраты и ограничения, связанные с обрезанием подошв, которое необходимо в настоящее время, чтобы подошвы, изготовленные из расширяющихся и сшиваемых композиций на основе ЭВА, имели требуемый размер.
Способ, предложенный в настоящем изобретении, основывается на идее решения, которая, в общих чертах, противоположна той идее, на которой основана технология производства, существующая в настоящее время.
Согласно этой новой идее, основывающейся на коэффициенте расширения материала и на степени его усадки во время охлаждения, оформляющая поверхность пресс-формы конструируется так, чтобы формуемая подошва после охлаждения и спонтанной и полной усадки была немного меньше по сравнению с номинальными размерами, которые должна иметь подошва для обуви данного размера, которые, однако, должны находиться в точном соотношении, что достигается путем сдерживания спонтанной усадки подошвы во время охлаждения.
Для достижения технического результата способ, предложенный согласно настоящему изобретению, включает в себя использование шаблона, который состоит из тонкой и гибкой пластинки из жесткого материала, помещаемой во время охлаждения так, чтобы она плотно прилегала к формуемой подошве, которая, в свою очередь, имеет по краям выступающий бортик по периметру своей верхней поверхности, который окружает и удерживает края шаблона до окончания охлаждения, и тем самым препятствует дополнительной усадке подошвы, размеры которой больше не уменьшаются ни во время, ни после охлаждения.
Для большей ясности описание способа этого изобретения далее продолжается путем рассмотрения включенных в описание чертежей, которые приведены с целью иллюстрации, а не для ограничения изобретения, и на которых схематически показана формуемая подошва до и после усадки, которая является следствием охлаждения; эти чертежи приведены ниже:
- фиг.1 - это поперечное сечение по продольной плоскости подошвы, полученной методом литья под давлением из расширяющихся и сшиваемых композиций на основе ЭВА, непосредственно после извлечения из формы при размерах, соответствующих максимальному расширению;
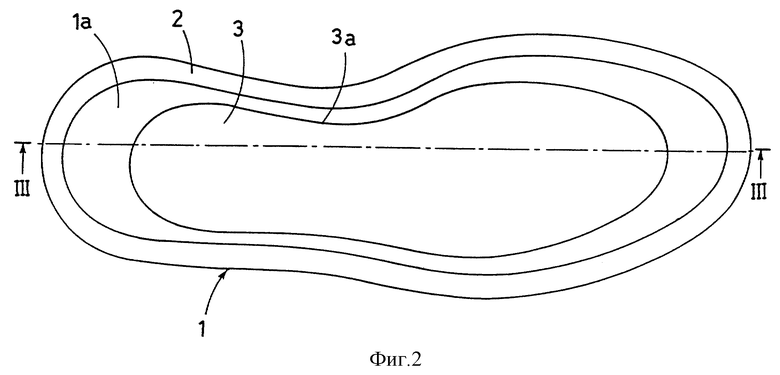
- фиг.2 - вид сверху на подошву, показанную на фиг.1, на которой помещен шаблон с целью задержки спонтанной усадки подошвы во время стадии охлаждения после формования;
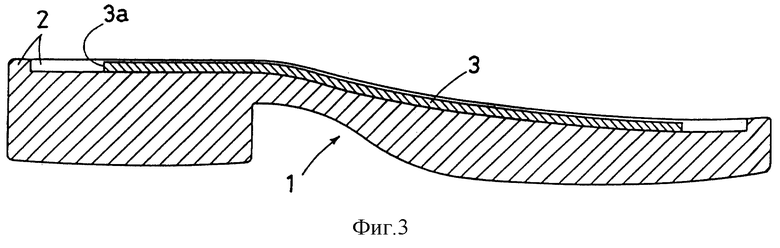
- фиг.3 - это поперечное сечение подошвы с фиг.2 по продольной плоскости III-III;
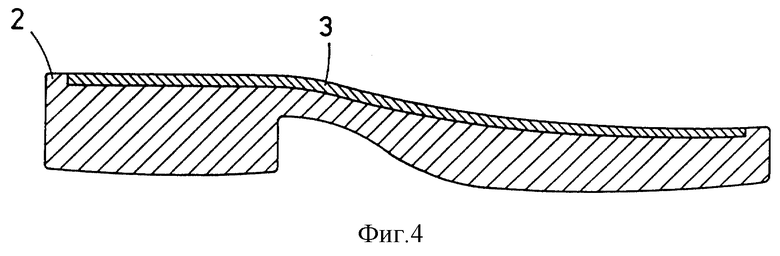
- фиг.4 - поперечное сечение по продольной плоскости подошвы, получаемой согласно этому изобретению, на стадии, когда бортик, расположенный по периметру подошвы, и шаблон соединяются во время фазы спонтанной усадки;
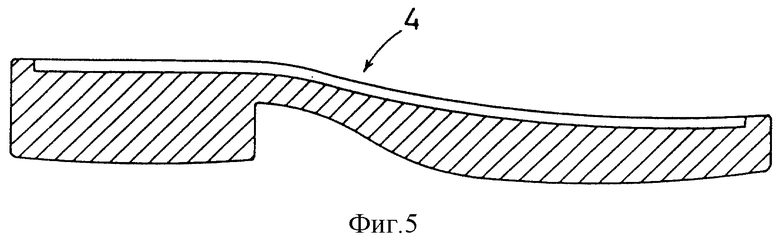
- фиг.5 - поперечное сечение по продольной плоскости подошвы, полученной при помощи системы формования согласно этому изобретению.
Перед тем, как описывать рабочие стадии процесса формования согласно изобретению, важно помнить, что для того, чтобы осуществить процесс согласно изобретению, система формования должна быть спроектирована так, чтобы гарантировать, что подошва, извлекаемая из формы после окончания формования и спонтанной усадки, будет иметь немного меньшие размеры по сравнению с номинальными размерами подошвы для данного размера обуви. Кроме того, оформляющая поверхность пресс-формы должна быть спроектирована так, чтобы подошва, извлекаемая из пресс-формы, независимо от ее формы или рисунка нижней поверхности подошвы и боковых поверхностей, имела бы выступающий над поверхностью бортик по периметру ее верхней поверхности.
Чтобы осуществить это, на практике процесс формования согласно существующей технологии проводится путем загрузки гранул расширяющейся и сшиваемой композиции ЭВА в форму, нагретую до определенной температуры, чтобы обеспечить сшивание и разложение наполнителя, который служит для расширения полимера, за то время, в течение которого материал находится в форме.
В результате этой обычной операции формования получают подошву такого типа, который иллюстрируется на фигуре 1, на которой, как упомянуто выше, показана подошва при максимальной величине расширения, которая достигается сразу же, как только открывают форму.
Как можно видеть на фигуре 1, подошва (1) имеет по всему периметру верхней поверхности (1а) приподнятый бортик (2).
В соответствии с рассматриваемым способом на подошву (1) помещают шаблон (3) сразу же после вынимания из формы, причем указанный шаблон состоит из тонкой гибкой пластинки, изготовленной из жесткого материала, такого как жесткий поливинилхлорид, имеющего такой же профиль, как у подошвы (1), но такой размер, который подходит к бортику по периметру подошвы (2), который перед окончанием процесса охлаждения охватывает и удерживает кромку (3а) указанного шаблона (3) так, чтобы не допустить дополнительной усадки подошвы, размеры которой не будут больше уменьшаться ни во время, ни после охлаждения.
После охлаждения шаблон (3) извлекают с помощью рычага, отделяя шаблон от охватывающего его бортика (2).
Полученная таким образом подошва (4) показана на фиг.5; она имеет ту же форму, но уменьшенные размеры по сравнению с подошвой (1), показанной на фиг.1.
Поэтому размеры шаблона (3) должны быть такими, чтобы обеспечить прекращение усадки подошвы (1) во время охлаждения, когда размеры подошвы будут точно соответствовать номинальным размерам подошвы для данного размера обуви.
Наконец, для того, чтобы обеспечить полное прилегание шаблона (3) к подошве (1), способ, предложенный в этом изобретении, предусматривает, чтобы к шаблону было приложено небольшое давление во время охлаждения при помощи подходящих средств, из которых наиболее удобным и простым средством являются маленькие грузы, помещенные на шаблон (3).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литья трехцветных подошв на затянутую заготовку верха обуви | 1986 |
|
SU1720471A3 |
| ОБУВЬ С ВОЗДУХОПРОНИЦАЕМОЙ ПОДОШВОЙ | 2006 |
|
RU2401623C2 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ЛИТЬЕВОГО КРЕПЛЕНИЯ ПОРИСТОГО НИЗА ОБУВИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218850C2 |
| ПОДОШВА ДЛЯ ЗАЩИТНОЙ ОБУВИ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ ПОДОШВЫ | 2019 |
|
RU2793534C2 |
| Способ производства обувной подошвы из каучука методом холодного литья латекса в формы из полимера | 2024 |
|
RU2831790C1 |
| Композиция для формования подошв обуви | 1980 |
|
SU905242A1 |
| ВОЗДУХОПРОНИЦАЕМАЯ ОБУВНАЯ ПОДОШВА | 2010 |
|
RU2528361C2 |
| МАСЛОНАПОЛНЕННЫЙ 1,2-ПОЛИБУТАДИЕН, СПОСОБ ЕГО ПОЛУЧЕНИЯ, ЕГО КОМПОЗИЦИЯ И ФОРМОВАННОЕ ИЗДЕЛИЕ | 2002 |
|
RU2266917C2 |
| ВОДОНЕПРОНИЦАЕМЫЙ И ВОЗДУХОПРОНИЦАЕМЫЙ БОТИНОК | 2016 |
|
RU2703419C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2223020C2 |
Изобретение относится к обувной промышленности и касается подошвы и способа ее изготовления, характеризующегося тем, что во время стадии охлаждения формуемой подошвы ее спонтанная усадка задерживается при помощи шаблона. Последний состоит из жесткой пластинки определенной формы, помещаемой на подошву таким образом, чтобы ее края соприкасались с бортиком, расположенным по периметру подошвы, специально оставленным на верхней поверхности подошвы, чтобы ее размеры больше не уменьшались ни во время последней фазы охлаждения, ни после охлаждения. Такой способ позволяет исключить затраты и ограничения, связанные с фрезерованием подошвы по периметру для ее уменьшения до требуемых размеров. 2 с. и 1 з.п. ф-лы, 5 ил.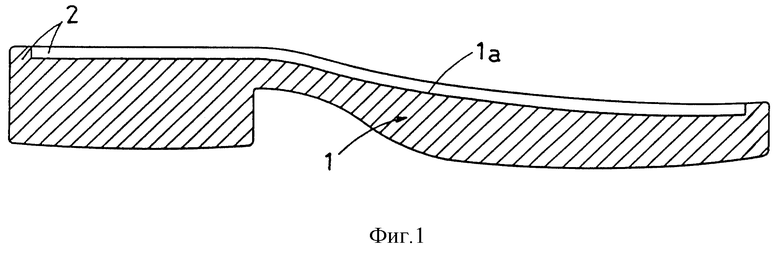
| US 5352105 А, 04.10.1994 | |||
| АНТЕННАЯ РЕШЕТКА ЭЛЛИПТИЧЕСКОЙ ПОЛЯРИЗАЦИИ | 2015 |
|
RU2628300C2 |
| WO 8303528 А, 27.10.1983 | |||
| US 5350544 А, 27.09.1994 | |||
| Узел низа обуви | 1986 |
|
SU1387967A1 |
| Подошва обуви | 1987 |
|
SU1546064A1 |

