Область техники
Настоящее изобретение относится к новому маслонаполненному 1,2-полибутадиену, обладающему превосходными функциями, характерными для обычного 1,2-полибутадиена, и имеющему превосходные сопротивление к износу, текучесть (перерабатываемость), цветовые свойства (высокая четкость изображения), гибкость и способность к присоединению, к методу его получения, его композиции и формованному из него изделию, не имеющему следов текучести и превосходному по внешнему виду. В частности, изобретение относится к маслонаполненному 1,2-полибутадиену, который можно использовать в качестве различных формованных изделий, таких как части автомобилей, части строительных материалов, обувь, игрушки, разнообразные товары и товары для спорта и здоровья, различные листы и пленки, другие промышленные товары, буферные материалы и упаковочные материалы, к способу его получения, его композиции и формованному изделию, материалу подошвы для обуви, превосходному по гибкости, устойчивости к износу и легкому по весу, ламинату, который можно равномерно ламинировать даже на основном слое, имеющем сложную форму, и являющемуся превосходным по вибрационно-демпфирующим характеристикам, антивибрационным свойствам, звуконепроводящим свойствам, звукопоглощающим свойствам, звукоизоляционным свойствам и герметизирующим свойствам, и к способу их получения.
Кроме того, настоящее изобретение относится к высокоэффективной маточной смеси, содержащей новый маслонаполненный 1,2-полибутадиен и являющейся превосходной по текучести и диспергируемости.
Предшествующий уровень техники.
1,2-Полибутадиен, контролируемый до подходящей степени кристалличности, обладает не только функцией термопластичного эластомера благодаря тому, что он имеет структуру, включающую кристаллически обогащенную область и аморфную часть, но также и функцией в качестве термопластичной смолы или каучука с повышенной плотностью сетчатой структуры для получения обычных формованных изделий сетчатой структуры, поскольку он содержит в молекуле углерод-углеродные двойные связи с высокой химической реакционной способностью. Кроме того, 1,2-полибутадиен обладает превосходной способностью к обработке, так что он используется в качестве модификатора для других смол и термопластичных эластомеров и в качестве полимерного материала для медицинского применения.
В настоящее время появилась необходимость, чтобы 1,2-полибутадиен, контролируемый по кристалличности, обладал более высокими эксплуатационными характеристиками (в частности, износостойкостью) в дополнение к его превосходной способности к обработке.
Далее, когда 1,2-полибутадлиен используют для различных новых применений, следует указать на недостаток текучести и низкие цветовые свойства.
Кроме того, блоксополимер ароматического винильного соединения и сопряженного диенового соединения можно перерабатывать как термопластичный эластомер с помощью методов формования, аналогичных используемым для обычных термопластичных смол. В таком случае сополимер имеет те достоинства, что для него не требуется особого введения сшивающего агента и термического процесса сшивания, и, более того, он обладает средней эластичностью. Соответственно в области обувной промышленности материал для подошвы обуви был получен литьем под давлением или тому подобным с использованием блоксополимера ароматического винильного соединения и сопряженного диенового соединения. Однако недостатком вышеуказанного сополимера из-за невысокой текучести при формовании является образование потеков на поверхности формованного изделия, приводя к плохому внешнему виду.
Далее, для улучшения внешнего вида формованного изделия провели смешивание 1,2-полибутадиена с блоксополимером ароматического винильного соединения и соединением сопряженного диена. Применение данного способа улучшает внешний вид формованного изделия, но приводит к возникновению проблемы ухудшения устойчивости к износу, важной эксплуатационной характеристики материала обувных подошв.
Тенденцией для материала подошвы является снижение веса, и в целях снижения веса в большинстве случаев используется пеноматериал. В настоящее время в качестве способа получения материала подошвы из пеноматериала используют (1) способ получения пеноматериала в виде листа с использованием формы в виде листа и штампование из него формы обувной подошвы для применения, (2) способ использования пеноматериала в виде формы обувной подошвы, получаемого с использованием формы в виде обувной подошвы, или способ штампования пеноматериала в форме обувной подошвы, получаемого для использования в виде обувной подошвы, с использованием сшивающего (отверждающего) пресса, который использовался до настоящего времени. Такие способы являются подходящими для ограниченного производства большого множества продуктов, но являются не подходящими для массового производства. Соответственно, способ получения материала обувной подошвы из пеноматериала повышает стоимость материала обувной подошвы.
В качестве материала обувной подошвы к настоящему времени используют сшитый пеноматериал с использованием этилен-винилацетатного сополимера (EVA), природного каучука, синтетического каучука и тому подобного. Среди них сшитый пеноматериал с использованием EVA является значительно деформируемым (остаточная усталостная деформация) при использовании и, в то же время, сопротивление проскальзыванию по мокрой дороге, наиболее важное свойство при использовании в качестве материала обувной подошвы, является недостаточным. С другой стороны, сшитый пеноматериал семейства каучука с использованием натурального или синтетического каучука, такого как стирол-бутадиеновый каучук или полибутадиеновый каучук, лучше по таким свойствам, как остаточная усталостная деформация и сопротивление проскальзыванию по мокрой дороге, чем EVA пеноматериал. Однако продукт дает значительную усадку после сшивания и вспенивания, что вызывает высокий процент дефектов из-за отклонений в размере продукта, приводя к фактору роста стоимости. Следовательно, требуется понижение стоимости.
В качестве материала для обувной подошвы нашел использование превосходный по сопротивлению проскальзыванию по мокрой дороге и имеющий незначительную степень усадки после сшивания и вспенивания 1,2-полибутадиен, контролируемый до подходящей кристалличности. 1,2-полибутадиен также имеет хорошую механическую прочность (TB, EB), межслойное сопротивление сдвигу, остаточную деформацию при сжатии и тому подобное, и его стали широко использовать. Однако когда такой 1,2-полибутадиен используется для различных новых применений, следует указать, что текучесть (способность к обработке), формуемость и свойства окрашивания являются недостаточными.
Кроме того, в области звукоизолирующих материалов, звукопоглощающих материалов, гасящих вибрацию материалов, усиливающих стальной лист материалов, заполняющих зазоры материалов, противовибрационных материалов, герметизирующих материалов, термореактивных пластических амортизаторов и тому подобного к настоящему времени вошли в практику различные технологии ламинирования каучуковой композицией металлического слоя основы, такого как стальной лист, или заполнение ей пространства между слоями металлической основаны. Например, имеется "каучуковая композиция для антивибрационных, звукопоглощающих и звукоизолирующих материалов", описанная в выложенной публикации патента Японии (Hei) 1-139534, и "высоковспенивающийся герметик низкотемпературного типа отверждения", описанный в выложенной публикации патента Японии (Sho) 62-62882. Однако они вводятся только губкой с открытыми порами и конденсированная вода, образуемая в губке, переходит в непрерывную пенистую структуру, контактируя с поверхностью металла, что вызывает коррозию металла. Таким образом, требуется технология получения материала, заполняющего зазор без коррозии металла, который будет обладать превосходными вибрационно-гасящими свойствами, звукопоглощающими свойствами и герметизирующими свойствами.
Используя характеристики 1,2-полибутадиена, контролируемого до подходящей кристалличности, авторы настоящей заявки на патент предложили сшитый продукт высокой твердости, содержащий полибутадиен, сшиваемый с использованием теплоносителя и полезный в качестве гасящих вибрацию материалов, звукоизолирующих материалов и термореактивных пластических амортизаторов (выложенная публикации патента Японии (Hei) 1-297443), и ламинат, содержащий полибутадиен (выложенная публикации патента Японии (Hei) 1-56340). Однако когда такой 1,2-полибутадиен использовали для различных новых применений, авторы столкнулись с такой проблемой, что текучесть была недостаточной для заполнения зазоров, приводя к недостаточной способности прикрепляться к слою основы.
В последние годы при использовании в качестве маточной смеси для получения (со)полимерной композиции на рынке возникла необходимость в гранулированной маточной смеси каучуковых продуктов. Причины этого включают следующее (1)-(3):
(1) Что касается окружающей среды на рабочем месте, чтобы предотвратить рассыпание мелкодисперсных порошкообразных каучуковых химических продуктов и тому подобного;
(2) Химические добавки для резины или пластиков, добавляемые к композиции резины или пластика, должны быть смешаны в течение короткого промежутка времени, и они должны быть превосходными по диспергируемости в композиции; и
(3) Для возможности автоматического определения количества химических добавок для резины или пластиков.
Для того чтобы решить вышеуказанные задачи (1) и (2), к настоящему времени известна, например, обработка маслом листоподобных маточных смесей каучуковых химических продуктов с использованием обычного каучука и каучуковых химических продуктов. Однако в последние годы имеется растущее требование в гранулированных маточных смесях химических продуктов с точки зрения автоматического определения количества добавок к каучуковым продуктам и преимуществ при обработке.
В качестве технологии получения каучуковой маточной смеси в выложенной публикации патента Японии (Hei) 1-223130 предложена композиция смешиваемых агентов для каучука, включающая три компонента для каучуковых смесей - каучук, этилен-винилацетатный сополимер и масла. Однако некоторые виды химических продуктов для каучуковых смесей или некоторое соотношение трех компонентов в композиции придает композиции жесткость, что вызывает проблемы при обработке или хранении композиции.
Например, когда получают маточную смесь в виде листа, получение листа осуществляют с помощью вальцов. В таком случае, когда жесткость композиции высока, лист прикипает к поверхности вальцов, вызывая плохую снимаемость с них, что приводит к существеному ухудшению способности к обработке в некоторых случаях. Кроме того, в целях рационализации измерения смешанной композиции гранулы в некоторых случаях формуют с помощью экструзии. Когда жесткость композиции высока, гранулы прилипают друг к другу под действием собственного веса (блокирование) с образованием блока гранулированного продукта во время хранения, ухудшая, таким образом, его функции. В частности, при хранении в летний период, когда температура воздуха снаружи повышена, такая тенденция является существенной.
С другой стороны, в выложенной публикации патента Японии (Sho) 53-41342 описано, что каучук выбирают в качестве связующего вещества и технологическое масло для каучука выбирают в качестве масла при получении маточной смеси для композиции, включающей каучук, ускоритель вулканизации и тому подобное. Однако для такой маточной смеси также существует проблема ее жесткости и имеется вышеуказанная проблема образования блока.
Для решения вышеуказанных проблем в выложенной публикации патента Японии (Hei) 7-224188 предлагается маточная смесь для каучуковых и пластиковых смесей, включающая добавки для каучука или пластиков, 1,2-полибутадиен и пластификатор в качестве обязательных компонентов, поддерживающих хорошую форму, которая является существенной для маточной смеси, и дополнительно предотвращающих жесткость композиции без ухудшения хорошей диспергируемости в каучуке, эластомере, пластике и тому подобном, улучшая, таким образом, технологичность при обработке вальцами или снижая образование блоков во время хранения. Однако для такой маточной смеси проблема связана с недостаточной текучестью, так что нельзя сказать, что диспергируемость различных химических продуктов является уже достаточной, так что трудно диспергировать большие количества добавок в маточной смеси, требуется особая технология для получения маточной смеси и необходимо продолжительное время для ее получения.
Описание изобретения
Авторы настоящего изобретения интенсивно исследовали состояние данной области техники в настоящее время, описанное выше. В результате они осуществили настоящее изобретение, разработав новый маслонаполненный 1,2-полибутадиен, обладающий превосходными функциями, характерными для обычного 1,2-полибутадиена, и являющийся превосходным по износостойкости, текучести (технологичности), свойствам окрашиваться (высокая точность изображения), гибкости и способности к прикреплению, и способ его получения, композицию на его основе и формованное изделие, материал подошвы для обуви, не имеющий потеков, превосходный по внешнему виду и прекрасный по гибкости, износостойкости и легкости по весу, ламинат, который может быть равномерно нанесен в виде слоя даже на слой основы, имеющий сложную форму, и превосходный по своим вибрационно-гасящим свойствам, противовибрационным свойствам, звукоизолирующим свойствам, звукопоглощающим свойствам и герметизирующим свойствам, и способ его получения.
Наилучший способ осуществления изобретения
1. Маслонаполненный 1,2-полибутадиен, содержащий (е) масляный наполнитель в количестве от 1 до 200 частей по весу из расчета на 100 частей по весу (а) 1,2-полибутадиена.
2. Маслонаполненный 1,2-полибутадиен, описанный выше в п.1, в котором (а) представляет собой синдиотактический 1,2-полибутадиен
3. Маслонаполненный 1,2-полибутадиен, описанный выше в п.1 или п.2, в котором 1,2-полибутадиен имеет средневесовой молекулярный вес от 10000 до 5000000 и содержание 1,2-винильной связи 70% или более.
4. Маслонаполненный 1,2-полибутадиен, описанный выше в любом из п.п.1-3, в котором (е) масляный наполнитель имеет гравитационную константу вязкости (значение V.G.C), составляющую от 0,790 до 0,999.
5. Способ получения маслонаполненного 1,2-полибутадиена, включающий первую стадию смешивания от 1 до 200 частей по весу (е) масляного наполнителя с 100 частями по весу (переведенными на содержание твердых веществ) раствора 1,2-полибутадиена в растворенном состоянии и вторую стадию удаления растворителя.
6. Композиция маслонаполненного 1,2-полибутадиена, содержащая (С) вспенивающий агент в количестве от 1 до 300 частей по весу из расчета на 100 частей по весу (А) маслонаполненного 1,2-полибутадиена, описанного выше в любом из п.п.1-4.
7. Маточная смесь, содержащая от 2 до 95% по весу (А) компонента по любому из вышеуказанных п.п.1-4 и от 98 до 5% по весу (G) функционального соединения для каучука или пластиков [при условии, что (A)+(G)=100% по весу].
8. Маточная смесь, описанная выше в п.7, в которой описанное выше (G) функциональное соединение представляет собой (С) вспенивающий агент, (D) сшивающий агент, (Е) пластификатор и (F) по крайней мере один компонент, выбранный из группы, состоящей из наполнителя, битумного вещества, активатора, пламегасителя, антиоксиданта, стабилизатора, смазочного вещества, красителя, поглотителя ультрафиолета, антистатического агента, термостабилизатора, технологической добавки, свето(погодо)устойчивого агента и противомикробного агента за исключением вышеуказанных компонентов (С)-(Е).
9. Термопластичная полимерная композиция, содержащая от 1 до 99 частей по весу (А) маслонаполненного 1,2-полибутадиена, описанного выше в любом из п.п. 1-4, и от 99 до 1 части по весу по крайней мере одного (В) компонента, выбранного из группы, состоящей из термопластичной смолы, термопластичного эластомера, натурального каучука и синтетического каучука, отличающегося от вышеуказанного (А) компонента [при условии, что (A)+(В)=100% по весу].
10. Термопластичная полимерная композиция, описанная выше в п.9, дополнительно содержащая (С) вспенивающий агент в количестве от 1 до 300 частей по весу из расчета на 100 частей по весу общего количества (А) компонента и (В) компонента.
11. Термопластичная полимерная композиция, описанная выше в п.9 или п.10, дополнительно содержащая по крайней мере один (D-1) компонент, выбранный из группы состоящей из комбинации серы или соединения, образующего серу при нагревании, и ускорителя вулканизации, органического пероксида или комбинации органического пероксида и многофункционального мономера, и комбинации соединения силанола и водного агента.
12. Формованное изделие, полученное формованием маслонаполненного 1,2-полибутадиена, описанного в любом из п.п.1-4.
13. Материал обувной подошвы, полученный вспениванием композиции маслонаполненного 1,2-полибутадиена, описанной выше в п.6.
14. Материал обувной подошвы, полученный сшиванием и формованием композиции маслонаполненного 1,2-полибутадиена, описанной выше в п.6.
15. Материал обувной подошвы, полученный сшиванием и формованием термопластичной полимерной композиции, описанной в любом из п.п.9-11.
16. Ламинат, включающий основной слой, ламинированный слоем смолы, содержащей композицию маслонаполненного 1,2-полибутадиена, описанную выше в п.6.
17. Ламинат, описанный выше в п.16, в котором слою асфальта дают возможность лежать между основным слоем и слоем смолы.
18. Способ получения ламината, включающий заполнение композицией маслонаполненного 1,2-полибутадиена, описанной выше в по п.6, зазора между множеством основных слоев и ее сшивание и вспенивание.
19. Способ получения ламината, включающий заполнение термопластичной полимерной композицией, описанной выше в любом из п.п.9-11, зазора между множеством основных слоев и ее сшивание и вспенивание.
20. Компонент внутренней части автомобиля, в котором композиция маслонаполненного 1,2-полибутадиена, описанная выше в п.6, объединена с тканым материалом и/или нетканым материалом.
(А) Маслонаполненный 1,2-полибутадиен
(а) 1,2-Полибутадиен
1,2-Полибутадиен, используемый в настоящем изобретении может представлять собой любой полибутадиен. Однако предпочтительным является полимер, полученный полимеризацией бутадиена в присутствии катализатора, содержащего соединение кобальта и алюмоксан.
Содержание 1,2-винильной связи в звеньях бутадиеновой связи 1,2-полибутадиена по изобретению предпочтительно составляет 70% или более, более предпочтительно 80% или более и особенно предпочтительно 90% или более.
1,2-Полибутадиен по изобретению имеет свойства хорошего термопластичного эластомера в силу того, что содержание 1,2-винильной связи составляет 70% или более.
1,2-Полибутадиен по изобретению предпочтительно представляет собой 1,2-полибутадиен, обладающий кристалличностью, и его температура плавления предпочтительно находится в диапазоне от 50 до 130°С и, более предпочтительно, в диапазоне от 60 до 120°С. Температура плавления в данном диапазоне приводит к превосходному балансу между механической прочностью, такой как прочность на разрыв или прочность при раздирании, и гибкостью.
1,2-Полибутадиен по изобретению может быть сополимеризован с небольшим количеством сопряженного диена, отличного от бутадиена. Сопряженные диены, отличные от бутадиена, включают 1,3-пентадиен, производное 1,3-бутадиена, замещенное более высокой алкильной группой, 2-алкилзамещенный 1,3-бутадиен и тому подобные. Среди них производные 1,3-бутадиена, замещенные более высокой алкильной группой, включают 1-пентил-1,3-бутадиен, 1-гексил-1,3-бутадиен, 1-гептил-1,3-бутадиен, 1-октил-1,3-бутадиен и тому подобные.
В данном описании типичные примеры 2-алкилзамещенных 1,3-бутадиенов включают 2-метил-1,3-бутадиен (изопрен), 2-этил-1,3-бутадиен, 2-пропил-1,3-бутадиен, 2-изопропил-1,3-бутадиен, 2-бутил-1,3-бутадиен, 2-изобутил-1,3-бутадиен, 2-амил-1,3-бутадиен, 2-изоамил-1,3-бутадиен, 2-гексил-1,3-бутадиен, 2-циклогексил-1,3-бутадиен, 2-изогексил-1,3-бутадиен, 2-гептил-1,3-бутадиен, 2-изогептил-1,3-бутадиен, 2-октил-1,3-бутадиен, 2-изооктил-1,3-бутадиен и тому подобные. Среди этих сопряженных диенов предпочтительные примеры сопряженных диенов, сополимеризующихся с бутадиеном, включают изопрен и 1,3-пентадиен. Содержание бутадиена в компонентах мономеров, подвергаемых полимеризации, предпочтительно составляет 50 мол.% или более и, в частности, 70 мол.% или более.
1,2-Полибутадиен по изобретению получают полимеризацией бутадиена, предпочтительно в присутствии катализатора, содержащего соединение кобальта и алюмоксан, как описано выше. Указанные выше соединения кобальта предпочтительно включают соль кобальта и органической кислоты, содержащей 4 или более атомов углерода. Конкретные примеры солей кобальта и органических кислот включают бутират, гексаноат, гептилат, октилат кислоты, такой как 2-этилгексиловая кислота, деканоат, соль высшей жирной кислоты, такой как стеариновая кислота, олеиновая кислота или эруковая кислота, бензоат, алкил-, аралкил- или аллилзамещенный бензоат кислоты, такой как толилат, ксилилат или соль этилбензойной кислоты, нафтоат и алкил-, аралкил- или аллилзамещенный нафтоат. Среди них 2-этилгексиловая кислота или так называемая соль октиловой кислоты, стеарат и бензоат являются предпочтительными для превосходной растворимости в углеводородном растворителе.
Вышеуказанные алюмоксаны включают, например, один, представленный следующей общей формулой (I) или общей формулой (II):
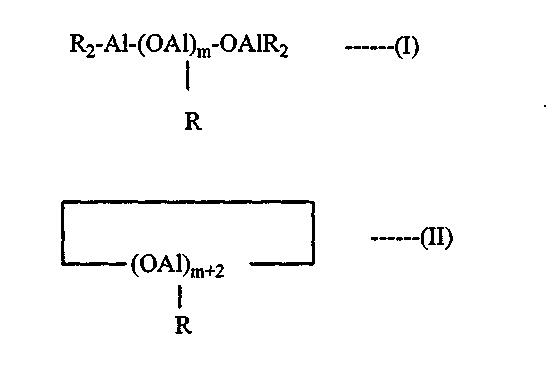
В алюмоксане, представленном общей формулой (I) или (II), R представляет собой углеводородную группу, такую как метильная группа, этильная группа, пропильная группа или бутильная группа, предпочтительно метильная группа или этильная группа и особенно предпочтительно метильная группа; m представляет собой целое число, равное 2 или более, предпочтительно целое число 5 или более, и более предпочтительно целое число от 10 до 100. Конкретные примеры алюмоксанов включают метилалюмоксан, этилалюмоксан, пропилалюмоксан, бутилалюмоксан и тому подобные, и метилалюмоксан является особенно предпочтительным.
Является весьма предпочтительным, чтобы катализатор полимеризации содержал фосфиновое соединение в дополнение к вышеуказанным соединению кобальта и алюмоксану. Фосфиновое соединение представляет собой компонент, эффективный для контролирования активации катализатора полимеризации, структуры винильной связи и кристалличности, и предпочтительно включает органическое соединение фосфора, представленное следующей общей формулой (III):
P(Ar)n(R)3-n (III)
В общей формуле (III) Ar представляет собой приведенную ниже группу
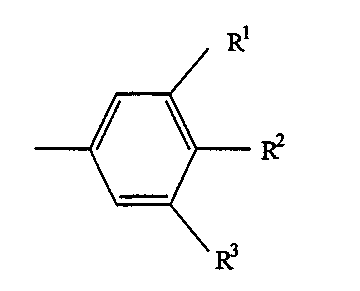
В вышеуказанной группе каждый из R1, R2 и R3, которые могут быть одинаковыми или различными, представляет собой атом водорода, алкильную группу, предпочтительно содержащую от 1 до 6 атомов углерода, атом галогена, алкоксильную группу, предпочтительно содержащую 1-6 атомов углерода, или арильную группу, предпочтительно содержащую 6-12 атомов углерода.
Кроме того, в общей формуле (III) R представляет собой циклоалкильную группу или алкилзамещеную циклоалкильную группу, и n представляет собой целое число от 0 до 3.
Конкретные примеры фосфиновых соединений, представленных общей формулой (III), включают три(3-метилфенил)фосфин, три(3-этилфенил)фосфин, три(3,5-диметилфенил)фосфин, три(3,4-диметилфенил)фосфин, три(3-изопропилфенил)фосфин, три(3-трет-бутилфенил)фосфин, три(3,5-диэтилфенил)фосфин, три(3-метил-5-этилфенил)фосфин, три(3-фенилфенилфосфин), три(3,4,5-триметилфенил)фосфин, три(4-метокси-3,5-диметилфенил)фосфин, три(4-этокси-3,5-диэтилфенил)фосфин, три(4-бутокси-3,5-дибутилфенил)фосфин, три(п-метоксифенил)фосфин, трициклогексилфосфин, дициклогексилфенилфосфин, трибензилфосфин, три(4-метилфенилфосфин), три(4-этилфенилфосфин) и тому подобные. Среди них особенно предпочтительные примеры включают трифенилфосфин, три(3-метилфенил)фосфин, три(4-метокси-3,5-диметилфенил)фосфин и тому подобные.
Кроме того, в качестве соединения кобальта можно использовать соединение, представленное следующей общей формулой (IV)

В общей формуле (IV) R1, R2 и R3 являются такими же как R1, R2 и R3 в вышеуказанной общей формуле (III).
Соединение, представленное вышеуказанной общей формулой (IV), представляет собой комплекс, включающий в качестве лиганда с хлоридом кобальта фосфиновое соединение, в котором n равно 3, в вышеуказанной общей формуле (III). При использовании такого соединения кобальта можно использовать ранее синтезированный такой комплекс или можно использовать способ контактирования хлорида кобальта с фосфиновым соединением в полимеризуемой системе. Количество 1,2-винильных связей и кристалличность получаемого 1,2-полибутадиена можно контролировать, выбирая по-разному фосфиновое соединение в комплексе.
Конкретные примеры соединений кобальта, представленных вышеуказанной общей формулой (IV), включают бис(трифенилфосфин)дихлорид кобальта, бис[трис(3-метил-фенилфосфин)]дихлорид кобальта, бис[трис(3-этил-фенилфосфин)]дихлорид кобальта, бис[трис(4-метил-фенилфосфин)]дихлорид кобальта, бис[трис(3,5-диметил-фенилфосфин)]дихлорид кобальта, бис[трис(3,4-диметил-фенилфосфин)]дихлорид кобальта, бис[трис(3-изопропил-фенилфосфин)]дихлорид кобальта, бис[трис(3-трет-бутил-фенилфосфин)]дихлорид кобальта, бис[трис(3,5-диэтил-фенилфосфин)]дихлорид кобальта, бис[трис(3-метил-5-этил-фенилфосфин)]дихлорид кобальта, бис[трис(3-фенил-фенилфосфин)]дихлорид кобальта, бис[трис(3,4,5-триметил-фенилфосфин)]дихлорид кобальта, бис[трис(4-метокси-3,5-диметил-фенилфосфин)]дихлорид кобальта, бис[трис(4-этокси-3,5-диэтил-фенилфосфин)]дихлорид кобальта, бис[трис(4-бутокси-3,5-дибутил-фенилфосфин)]дихлорид кобальта, бис[трис(4-метокси-фенилфосфин)]дихлорид кобальта, бис[трис(3-метокси-фенилфосфин)]дихлорид кобальта, бис[трис(4-додецил-фенилфосфин)]дихлорид кобальта, бис[трис(4-этил-фенилфосфин)]дихлорид кобальта и тому подобные.
Среди них особенно предпочтительными являются бис(трифенилфосфин)дихлорид кобальта, бис[трис(3-метил-фенилфосфин)]дихлорид кобальта, бис[трис(3,5-диметил-фенилфосфин)]дихлорид кобальта, бис[трис(4-метокси-3,5-диметил-фенилфосфин)]дихлорид кобальта и тому подобные.
Что касается количества используемого катализатора, то соединение кобальта используется в количестве от 0,001 до 1 ммоль, предпочтительно от примерно 0,01 до примерно 0,5 моль, из расчета атомов кобальта на моль бутадиена при гомополимеризации бутадиена и на моль общего количества бутадиена и сопряженного диена, отличающегося от бутадиена, при сополимеризации. Далее, количество используемого фосфинового соединения обычно составляет от 0,1 до 50, предпочтительно от 0,5 до 20 и более предпочтительно от 1 до 20, из расчета атомного отношения фосфора к кобальту (Р/Co). Кроме того, количество используемого алюмоксана обычно составляет от 4 до 107 и предпочтительно от 10 до 106 из расчета атомного отношения алюминия к кобальту в соединении кобальта (Al/Co). Когда используется комплекс, представленный общей формулой (IV), количество используемого алюмоксана соответствует приведенному выше описанию, при этом количество используемого фосфинового соединения берут как 2 по атомному отношению фосфора к кобальту (Р/Co).
Инертные органические растворители, используемые в качестве растворителей для полимеризации, включают, например, ароматические углеводородные растворители, такие как бензол, толуол, ксилол и кумол, алифатические углеводородные растворители, такие как н-пентан, н-гексан и н-бутан, алициклические углеводородные растворители, такие как циклопентан, метилциклопентан и циклогексан, и их смеси.
Температура полимеризации обычно составляет от -50 до 120°С и предпочтительно от -20 до 100°С. Реакцию полимеризации можно проводить или периодически, или непрерывно. Концентрация мономера в растворителе обычно составляет от 5 до 50% по весу и предпочтительно от 10 до 35% по весу. Кроме того, при получении полимера для того, чтобы не дезактивировать катализатор и полимер изобретения, необходимо принимать во внимание, что необходимо снизить до максимально возможной степени загрязнения системы полимеризации соединением, имеющим дезактивирующую функцию, таким как кислород, вода или диоксид углерода. Когда реакция полимеризации протекает до желательной степени, к реакционной смеси добавляют спирт, другой агент, обрывающий цепь полимеризации, стабилизатор, антиоксидант, поглотитель ультрафиолета и тому подобное, и затем отделяют образовавшийся полимер, промывают и сушат в соответствии с обычными способами, пригодными для получения 1,2-полибутадиена, используемого в изобретении.
Средневесовой молекулярный вес (Mw) (а) 1,2-полибутадиена, используемого в изобретении, предпочтительно составляет от 10000 до 5000000, более предпочтительно от 10000 до 1500000 и особенно предпочтительно от 50000 до 1000000. Когда Mw меньше 10000, текучесть после наполнения маслом является чрезвычайно высокой и последующая переработка затрудняется. С другой стороны, превышение 5000000 приводит к чрезвычайно низкой текучести после наполнения маслом, и обработка неблагоприятным образом становится очень трудной.
Поскольку (а) 1,2-полибутадиен, используемый в изобретении, сам по себе обладает достаточной прочностью даже в таком состоянии, где сшивание не проводили, он является подходящим для литья под давлением, формования экструзией и несшитых формованных изделий, таких как промышленные детали и пленочные изделия. Кроме того, он является превосходным по реакционной способности для сшивания, так что он также подходящим образом используется для сшитых полимерных изделий, в качестве реакционных добавок к полимерам для вулканизации и тому подобного. В этом случае не имеется особых ограничений к способу переработки, и можно осуществлять перемешивание путем пластикации расплава и тому подобное с использованием вальцов, пластикатора, смесителя Бенбери, червячного экструдера и тому подобного, используемого при обычной переработке смол и каучуков.
(е) Масляные наполнители
Не имеется особенных ограничений к масляному наполнителю, используемому для наполнения маслом (а) 1,2-полибутадиена, описанного выше, для получения маслонаполненного 1,2-полибутадиена по изобретению, до тех пор пока оно представляет собой масляный наполнитель или пластификатор, обычно используемый в диеновом полимере. Предпочтительные примеры включают масляные наполнители семейства минеральных масел.
В качестве масляного наполнителя семейства минеральных масел предпочтительным является масло, имеющее гравитационную константу вязкости (далее упоминаемую как "V.G.C." для краткости), составляющую от 0,790 до 0,999. Более предпочтительным является масло, имеющее V.G.C. от 0,790 до 0,949 и особенно предпочтительным масло, имеющее V.G.C. от 0,790 до 0,912.
В качестве масляных наполнителей обычно известны ароматические масляные наполнители, нафтеновые масляные наполнители и парафиновые масляные наполнители.
Среди них ароматические масляные наполнители, удовлетворяющие указанной выше константе гравитационной вязкости, включают технологические масла Diana АС-12, АС460, АН-16 и АН-58, производимые Idemitsu Kosan Co., Ltd., Mobile Sol K, Mobile Sol 22 и Mobile Sol 130, производимые Exxon Mobil Co., Kyoseki Process X50, X100 и X140, производимые Nikko Kyoseki Co., Ltd., Rezox No.3 и Dutorex 729UK, производимые Shell Chemicals Co., Ltd., Koumorex 200, 300, 500 и 700, производимые Nippon Oil Co., Ltd., технологическое масло Esso 110 и технологическое масло Esso 120, производимые Exxon Mobil Co., тяжелое технологическое масло Mitsubishi 34, тяжелое технологическое масло Mitsubishi 44, тяжелое технологическое масло Mitsubishi 38 и тяжелое технологическое масло Mitsubishi 39, производимые Mitsubishi Oil Co., Ltd., и тому подобные.
Далее, нафтеновые масляные наполнители, удовлетворяющие указанной выше константе гравитационной вязкости, включают технологические масла Diana NS-24, NS-100, NM-26, NM-280 и NP-24, производимые Idemitsu Kosan Co., Ltd., Naprex 38, производимое Exxon Mobil Co., Fukkol FLEX #106N, #1150N, #1400N, #2040N и #2050N, производимые Fuji Kosan Co., Ltd., Kyoseki Process R25, R50, R200 и R1000, производимые Nikko Kyoseki Co., Ltd., Shellflex 371JY, Shellflex 371N, Shellflex 451, Shellflex N-40, Shellflex 22, Shellflex 22R, Shellflex 32R, Shellflex 100R, Shellflex 100S, Shellflex 100SA, Shellflex 220RS, Shellflex 220S, Shellflex 260, Shellflex 320R и Shellflex 680, производимые Nippon Oil Co., технологическое масло Esso L-2 и технологическое масло Esso 765, производимые Exxon Mobil Co., легкое технологическое масло Mitsubishi 20, производимое Mitsubishi Oil Co., Ltd., и тому подобные.
Помимо того, парафиновые масляные наполнители, удовлетворяющие указанной выше константе гравитационной вязкости, включают технологические масла Diana PW-90, PW-380, PS-32, PS-90 и PS-430, производимые Idemitsu Kosan Co., Fukkol Process P-100, P-200, P-300, P400 и Р-500, производимые Fuji Kosan Co., Ltd., Kyoseki Process P-200, P-300, P-500, Kyoseki EPT 750, Kyoseki EPT 1000 и Kyoseki Process S90, производимые Nikko Kyoseki Co., Ltd., Lubrex 26, Lubrex 100 и Lubrex 460, производимые Shell Chemicals Co., технологическое масло Esso 815, технологическое масло Esso 845 и технологическое масло Esso В-1, производимые Exxon Mobil Co., Naprex 32, производимое Exxon Mobil Co., легкое технологическое масло Mitsubishi 10 Light, производимое Mitsubishi Oil Co., Ltd., и тому подобные.
Таким образом, (а) 1,2-полибутадиен является маслонаполненным с использованием (е) масляного наполнителя, что дает возможность превосходно диспергировать (С) вспенивающий агент, (D) сшивающий агент и, помимо этого, наполнитель, такой как сажа или диоксид кремния в (А) компоненте, гомогенно и в больших количествах, таким образом позволяя улучшить различные характеристики, такие как способность к обработке и механическая прочность формованного изделия. Кроме того, неожиданно это может улучшить такие свойства полученного (А) маслонаполненного 1,2-полибутадиена, как способность к присоединению, характеристики уровня заполнения, текучесть, устойчивость к износу, механическая прочность, такая как жесткость (вибрационно-гасящие свойства и свойства упрочнять стальной лист) и вспенивающие свойства. Далее получаемый внешний вид и цветовые свойства (высокая четкость изображения) конечного формованного изделия становятся еще более превосходными при смешивании с таким (А) компонентом нижеупомянутого (В) компонента.
В изобретении используемое в композиции количество (е) масляного наполнителя составляет от 1 до 200 частей по весу, предпочтительно от 10 до 100 частей по весу, более предпочтительно от 15 до 80 частей по весу и особенно предпочтительно от 20 до 70 частей по весу из расчета на 100 частей по весу (а) 1,2-полибутадиена. Использование меньше 1 части по весу приводит к слабому эффекту улучшения устойчивости к износу, способности к прикреплению, текучести, диспергируемости, технологичности при обработке в пластикаторе (свойство сцепления маточной смеси), способности к обработке и формуемости, тогда как применение более 200 частей по весу вызывает значительное размягчение, приводящее к плохой технологичности обработки.
Способ получения (А) маслонаполненного 1,2-полибутадиена
Не имеется особенны ограничений для способа получения (А) компонента, который включает, например, способ добавления (е) масляного наполнителя к раствору для полимеризации (а) 1,2-полибутадиена с последующим перемешиванием в состоянии раствора. В таком способе можно опустить процесс перемешивания (a) компонента и (е) компонента, и это является предпочтительным из-за превосходной однородности смешивания обоих компонентов. Когда (е) масляный наполнитель добавляют к раствору для полимеризации (а) компонента, то предпочтительно его добавляют по окончании полимеризации, например, после добавления модификатора обрыва цепи или после добавления агента обрыва цепи.
Способ добавления (е) компонента к раствору для полимеризации (а) компонента с последующим смешиванием в состоянии раствора включает способ, включающий, например, упомянутые ниже одну-три стадии. Необходимое количество (е) масляного наполнителя добавляют к раствору для полимеризации, содержащему органический растворитель, и хорошо перемешивают в состоянии раствора (первая стадия). Затем получают липкий остаток (i) с помощью способа отгонки низкокипящих фракций с водяным паром, непосредственно продувая пар в раствор для полимеризации, содержащий (е) масляный наполнитель, или (ii) из раствора полимера, содержащего масляный наполнитель, непосредственно удаляют растворитель с помощью таких устройств, как экструдер или испаритель, для отделения маслонаполненного 1,2-полибутадиена от растворителя (вторая стадия). Полученный маслонаполненный 1,2-полибутадиен сушат с использованием вакуумной сушки, сушильного аппарата с горячим воздухом, прокатного стана или тому подобного, как требуется (третья стадия), таким образом делая возможным выделение желаемого (А) компонента.
Кроме того, для получения (А) компонента также можно смешивать (а) компонент и (е) компонент в расплавленном состоянии. В таком случае в качестве способа смешивания здесь используется одночервяковый экструдер, двухвинтовой экструдер, смеситель Бенбери, валок, пластикатор, пластомельница и тому подобное, и подходящая температура смешивания в расплаве составляет от 140 до 160°С.
Композиции маслонаполненного 1,2-полибутадиена
Компонент (А) по изобретению можно использовать в качестве композиции маслонаполненного 1,2-полибутадиена или термопластичной полимерной композиции (далее также кратко упоминаемой как "композиция"), содержащей (С) вспенивающий агент в количестве от 1 до 300 частей по весу из расчета на 100 частей по весу (А) компонента или из расчета на 100 частей по весу общего количества (А) компонента и (В) компонента, когда используется нижеупомянутый (В) компонент.
(С) Вспенивающие агенты
В качестве (С) вспенивающего агента можно использовать, например, известные неорганический вспенивающий агент или органический вспенивающий агент, хотя они могут изменяться в зависимости от композиции (А) компонента и (В) компонента. Конкретные примеры вспенивающих агентов включают бикарбонат натрия, бикарбонат аммония, карбонат натрия, карбонат аммония, азодикарбонамид, динитрозопентаметилентетрамин, динитрозотерефталамид, азобисизобутиронитрил, азодикарбоксилат бария, сульфонгидразиды, такие как толуолсульфонгидразид и тому подобные. Кроме того, также можно использовать термически расширяющиеся капсулы, известные как Expancel (торговая марка).
Среди других азодикарбонамид, динитрохопентаметилентетрамин и сульфонгидразиды являются наиболее предпочтительными.
Такие вспенивающие агенты можно использовать в сочетании с известным вспенивающим агентом, таким как мочевина или производное мочевины.
Количество вспенивающего агента в композиции составляет от 1 до 300 частей по весу, предпочтительно от 2 до 300 частей по весу и более предпочтительно от 3 до 50 частей по весу из расчета на 100 частей по весу (А) компонента или из расчета 100 частей по весу суммарного количества (А) компонента и (В) компонента, когда используется нижеупомянутый (В) компонент, хотя оно изменяется в зависимости от типа полимера формуемого материала и от использования формованного изделия. Когда количество вспенивающего агента составляет менее 1 части по весу, получают только вспененное вещество, имеющее низкую степень расширения. С другой стороны, когда такое количество превышает 300 частей по весу, увеличивается количество генерируемого при разложении вспенивающего агента газа, необычайно повышая давление газа, что вызывает образование в некоторых случаях трещин.
Способы вспенивания (А) компонента по изобретению или композиции на его основе включают способ, допускающий содержание в определенных количествах диоксида углерода, воды и тому подобного и приводящий к получению вспененного изделия с помощью различных способов формования. Например, в случае формования с использованием обычного литья под давлением композицию, содержащую диоксид углерода в количестве от примерно 0,5 части по весу из расчета на 100 частей по весу (А) компонента или из расчета 100 частей по весу общего количества (А) компонента и (В) компонента, когда нижеупомянутый (В) компонент используется, не вспенивают с помощью высокой температуры и высокого давления, когда она находится в дозируемой части экструдера в пластифицированном/расплавленном состоянии. Однако когда форма наполнена композицией при литье под давлением, содержащийся в ней диоксид углерода испаряется при понижении давления, давая возможность получения профилированного изделия, которое вспенено изнутри.
(А) Компонент по изобретению и композиция на его основе могут дополнительно включать (D) сшивающий агент, (Е) пластификатор и по крайней мере один (F) компонент, выбранный из группы, состоящей из наполнителя, битумного материала, огнезащитного агента, антиоксиданта, стабилизатора, смазочного вещества, красителя, поглотителя ультрафиолета, технологической добавки, такой как антистатический агент, термостабилизатор, свето(погодо)-устойчивый агент, противомикробного агента и тому подобного за исключение вышеуказанных компонентов (С)-(Е).
(D) Сшивающие агенты
В изобретении (D) сшивающий агент включает сшивающий агент и сшивающую добавку, используемые при необходимости. Примеры включают по крайней мере один агент, выбранный из группы, состоящей из комбинации (D-1) серы или соединения, образующего серу при нагревании, и ускорителя вулканизации, комбинации органического оксида или органического пероксида и многофункционального мономера и комбинации соединения силанола и водного агента, а также комбинации многофункционального мономера и облучения электронным пучком, комбинации фотосенсибилизатора и ультрафиолетового облучения, комбинации многофункционального мономера и сенсибилизатора, комбинации органического пероксида и сенсибилизатора, и тому подобного.
В качестве серы в данном случае можно использовать порошкообразную серу, осажденную серу, коллоидную серу, поверхностно-обработанную серу и тому подобное. Кроме того, соединения, образующие серу при нагревании, включают дисульфид тетраметилтиурама (TMTD), дисульфид тетраэтилтиурама (TETD) и тому подобные.
Более того, сшивающие добавки (ускорители вулканизации), используемые в сочетании с серой или соединениями, образующими серу при нагревании, включают соединение на основе сульфенамида, соединение на основе гуанидина, соединение на основе тиурама и тому подобные. Например, они представляют собой дисульфид тетраметилтиурама (TMTD), N-оксидиэтилен-2-бензотиазолилсульфенамид (OBS), N-циклогексил-2-бензотиазилсульфенамид (CBS), дибензотиазилдисульфид (MBTS), 2-меркаптобензотиазол (МВТ), ди-н-бутилдитиокарбамат цинка (ZnBDC), диметилтиокарбамат цинка (ZnMDC) и тому подобные.
В данном случае количество используемого ускорителя вулканизации обычно составляет от 0,1 до 300 частей по весу и предпочтительно от 0,5 до 200 частей по весу из расчета на 100 частей по весу серы или соединения, образующего серу при нагревании.
В качестве органического пероксида в данном случае можно использовать дикумилпероксид, ди-трет-бутилперокси-3,3,5-триметилциклогексан, α,α'-ди-трет-бутилперокси-ди-п-диизопропилбензол, н-бутил-4,4-бис-трет-бутил-пероксивалерат, трет-бутилпероксибензоат, трет-бутилпероксиизопропилкарбонат, 2,5-диметил-2,5-диметил-2,5-ди(трет-бутилперокси)гексан и тому подобные.
Кроме того, когда в качестве сшивающего агента используется органический пероксид, в то же самое время могут быть добавлены различные многофункциональные мономеры. Конкретные примеры многофункциональных мономеров представляют собой триметилолпропантриметакрилат, этиленгликольдиметакрилат, триаллилизоцианат, диаллилфталат и тому подобные. В этом случае органический пероксид/многофункциональный мономер (молярное соотношение) составляет обычно от 1/1 до 1/50 и предпочтительно от 1/2 до 1/40.
Когда применяют комбинацию соединения силанола и водного агента, она обладает действием и эффектом за счет сшивания воды. Здесь соединения силанола включают винилметоксисилан, винилэтоксисилан, винилтриацетоксисилан, винилдиметоксиметилсилан, винилдиэтоксиметилсилан, винилметоксидиметилсилан, винилэтоксидиметилсилан и тому подобные. Они могут использоваться по отдельности или в виде смеси двух или более из них. Далее, в качестве водного агента здесь можно использовать воду или водяной пар.В сочетании с соединением силанола и водным агентом предпочтительно используют катализатор конденсации силанола. В качестве катализатора конденсации силанола применяют металлическую соль карбоновой кислоты, органическое основание, неорганическую кислоту, металлическую соль органической кислоты и тому подобное. Кроме того, в комбинации также используется, при необходимости, органический пероксид.
Соединение силанола/водный агент (молярное соотношение) обычно составляет от 1/0,01 до 1/100 и предпочтительно от 1/0,05 до 1/90.
Количество используемого соединения силанола составляет от 0,01 до 50 частей по весу из расчета на 100 частей по весу (А) компонента или из расчета на 100 частей по весу общего количества (А) компонента и (В) компонента, когда нижеупомянутый (В) компонент используется.
Вышеуказанный многофункциональный мономер также можно сочетать с облучением электронным пучком, когда облучение электронным пучком используют в качестве сшивающего средства.
Количество используемого многофункционального мономера при проведении облучения электронным пучком составляет от 0,01 до 50 частей по весу из расчета на 100 частей по весу (А) компонента или из расчета на 100 частей по весу общего количества (А) компонента и (В) компонента, когда нижеупомянутый (В) компонент используется.
В качестве устройства для получения электронного пучка, используемого для электронного сшивания, используют, например, устройство сканирующего типа (тип сканирования) или шторочного типа (типа линейного катода или ионной плазмы). Что касается условий облучения пучком электронов, производительность обработки составляет от 2 до 3000 Мрад•м/мин, и ускоряющее напряжение составляет от 10 до 3000 кВ.
Когда в качестве сшивающего средства используют ультрафиолетовое облучение, сочетание с фотосенсибилизатором может обеспечить эффект сшивания. В качестве фотосенсибилизатора предпочтительным является фотосенсибилизатор, светочувствительный при 260-400 нм, область длины волны ртутной лампы высокого давления, и обладающий сродством с (А) маслонаполненным 1,2-полибутадиеном или (А) компонентом и (В) компонентом, когда следующий (В) компонент используется.
В качестве конкретных примеров фотосенсибилизаторов хорошие результаты дают ароматические кетоны, такие как бензофенон, п,п'-диметоксибензофенон, п,п'-дихлорбензофенон, п,п'-диметилбензофенон, ацетофенон и ацетонафтон, и дополнительно, они также включают ароматический альдегид, такой как терефталевый альдегид, и хинон, такой как метилхинон. Добавляемое количество составляет от 0,1 до 30 частей по весу и предпочтительно от 0,3 до 20 частей по весу из расчета на 100 частей по весу (А) компонента по изобретению или его композиции. Кроме того, добавляемое количество, когда получают губку (пену), составляет от 0,1 до 3,0 частей по весу и предпочтительно от 0,3 до 1,0 части по весу. Что касается условий облучения пучком электронов, ультрафиолетовое облучение проводят с помощью 1 кВт ртутной лампы высокого давления с расстояния 20 см в течение 20 минут.Когда обработку ультрафиолетовым облучением проводят для получения пены, вышеуказанную ультрафиолетовую обработку применяют для тонкослойного листа, в котором заранее содержится в определенном количестве вспенивающий агент и полученный тонкослойный лист подвергают обработке при температуре от 150 до 250°С.
Когда в качестве (D) сшивающего агента используется комбинация многофункционального мономера и сенсибилизатора или комбинация органического пероксида и сенсибилизатора, вышеуказанные многофункциональные мономеры, органические пероксиды и сенсибилизаторы могут использоваться подходящим образом.
Количество используемого вышеуказанного (D) компонента составляет, например, предпочтительно от 0,001 до 50 частей по весу, более предпочтительно от 0,01 до 40 частей по весу, еще более предпочтительно от 0,1 до 40 частей по весу, особенно предпочтительно от 0,5 до 10 частей по весу и наиболее предпочтительно от 1 до 6 частей по весу в переводе на вес соединения из расчета на 100 частей по весу (А) компонента или из расчета 100 частей по весу общего количества (А) компонента и (В) компонента, когда нижеупомянутый (В) компонент используется. Количество (D) компонента подходящим образом увеличивается или уменьшается в данном диапазоне для применения в зависимости от комбинации с ускорителем вулканизации, многофункциональным мономером, облучением пучком электронов, ультрафиолетовым облучением или тому подобным. Использование менее 0,001 части по весу приводит к недостаточному сшиванию с неудовлетворительной термостойкостью, механической прочностью, остаточной деформацией сжатия (деформация сжатия) и упругостью (вибрационно-гасящие свойства и усиливающие стальные листы свойства). С другой стороны, превышение 50 частей по весу приводит к ухудшению стабильности при хранении и избыточному сшиванию в одно и то же время, что делает сшитый полимер хрупким. Следовательно, оценка его невозможна и формованное изделие не может быть получено.
Компонент (А) по изобретению и композиция на его основе могут использоваться в виде формованного изделия, в особенности в виде материала обувной подошвы, даже когда (D) сшивающий агент не используется. Однако после формования композиции, содержащей (D) компонент, при необходимости можно провести вышеуказанное сшивание.
При необходимости следующие компоненты могут быть дополнительно смешаны с (А) компонентом по изобретению и композицией на его основе.
(Е) Пластификаторы
(Е) Пластификатор представляет собой масляный наполнитель, отличающийся от (е) компонента, используемого в (А) компоненте, и они могут быть смешаны с (А) компонентом по изобретению или его композицией по отдельности. Масляные наполнители включают те же самые виды масляных наполнителей, что и (е) масляный наполнитель, используемый в (А) компоненте. В таком случае количество (Е) компонента, вводимое в композицию, предпочтительно составляет от 0 до 1000 частей по весу, более предпочтительно от 0 до 300 частей по весу и особенно предпочтительно от 1 до 100 частей по весу из расчета на 100 частей по весу (А) компонента или из расчета 100 частей по весу общего количества (А) компонента и (В) компонента, когда нижеупомянутый (В) компонент используется.
(F) Компоненты
(F) Компонент представляет собой оп крайней мере один компонент, выбранный из группы, состоящей из наполнителя, битумного материала, пламегасителя, антиоксиданта, стабилизатора, смазочного вещества, красителя, поглотителя ультрафиолета, антистатического агента, термостабилизатора, технологической добавки, свето(погодо)-устойчивого агента и противомикробного агента за исключением вышеуказанных компонентов (С)-(Е).
Наполнители (усиливающие агенты) включают, например, сажу, диоксид кремния, двухфазный наполнитель сажа-диоксид кремния (двухфазный наполнитель: наполнитель, состоящий из двух фаз сажа-диоксид кремния), глину, карбонат кальция, карбонат магния, стекловолокно, стеклянные шарики, титанат калия, тальк, слюду, сульфат бария и тому подобное. Карбонат кальция, совместное применение карбоната кальция и слюды, совместное применение сажи и диоксида кремния, применение двухфазного наполнителя сажа-диоксид кремния или совместное применение двухфазного наполнителя сажа-диоксид кремния и/или диоксида кремния являются предпочтительными среди других.
Количество наполнителя, используемого в композиции, обычно составляет от 0 до 1000 частей по весу, предпочтительно от 1 до 1000 частей по весу, более предпочтительно от 5 до 300 частей по весу и особенно предпочтительно от 5 до 200 частей по весу из расчета на 100 частей по весу (А) компонента или из расчета 100 частей по весу общего количества (А) компонента и (В) компонента, когда нижеупомянутый (В) компонент используется.
Карбонат кальция включает, например, тяжелый карбонат кальция, легкий карбонат кальция и тому подобное, и предпочтительным является тот, который имеет размер частиц от 0,04 до 5 мкм и удельную массу от 2,5 до 2,8.
Количество карбоната кальция, используемое в композиции, предпочтительно составляет от 2 до 1000 частей по весу и более предпочтительно от 5 до 500 частей по весу из расчета на 100 частей по весу (А) компонента или из расчета 100 частей по весу общего количества (А) компонента и (В) компонента, когда нижеупомянутый (В) компонент используется.
В качестве сажи предпочтительной является сажа, производимая печным способом и имеющая удельную поверхностную площадь поглощения азота от 50 до 200 м2/г и DBP поглощение масла от 80 до 200 мл/100 г, и ее примеры включают сажу класса FEF, класса HAF, класса ISAF, класса SAF и тому подобное. Сажа с высоким типом агрегации является предпочтительной среди других.
Количество сажи, используемое в композиции, предпочтительно составляет от 2 до 1000 частей по весу и более предпочтительно от 5 до 500 частей по весу из расчета на 100 частей по весу (А) компонента или из расчета 100 частей по весу общего количества (А) компонента и (В) компонента, когда нижеупомянутый (В) компонент используется.
Диоксид кремния включает, например, диоксид кремния мокрого смешения керамических масс, диоксид кремния "сухой" технологии, диоксид кремния на основе силиката и тому подобные.
Высоким усиливающим действием обладает диоксид кремния, имеющий небольшой размер частиц. Диоксид кремния с небольшим размером частиц и высоким типом агрегации (высокая площадь поверхности, высокое поглощение масла) является хорошим по своей диспергируемости в полимере, так что он является предпочтительным в отношении физических свойств и способности к обработке. Средний размер частиц диоксида кремния предпочтительно составляет от 5 до 60 мкм и более предпочтительно от 10 до 35 мкм по первичному размеру частиц. Кроме того, его удельная площадь поверхности (ВЕТ способ) предпочтительно составляет от 45 до 280 м2/г.
Количество диоксида кремния, используемое в композиции, предпочтительно составляет от 2 до 1000 частей по весу и более предпочтительно от 10 до 500 частей по весу из расчета на 100 частей по весу (А) компонента или из расчета на 100 частей по весу общего количества (А) компонента и (В) компонента, когда используется нижеупомянутый (В) компонент.
Далее также возможно комбинировать вместе сажу и диоксид кремния для совместного использования. В таком случае количество, используемое в композиции, составляет от 2 до 1000 частей по весу и более предпочтительно от 10 до 500 частей по весу, как общее количество сажи и диоксида кремния, из расчета на 100 частей по весу (А) компонента или из расчета на 100 частей по весу общего количества (А) компонента и (В) компонента, когда используется нижеупомянутый (В) компонент.
Указанные выше сажу и диоксид кремния смешивают с маслонаполненным 1,2-полибутадиеном по изобретению в указанном выше диапазоне, при этом данные наполнители, обладающие усиливающим действием, могут быть равномерно хорошо рассредоточены в полимере, приводя к превосходной технологичности при вальцовой обработке и экструзионными свойствами, для улучшения механической прочности формованного изделия и обеспечения превосходной устойчивости к износу.
Кроме того, двухфазный наполнитель сажа-диоксид кремния может быть смешан с (А) композицией по изобретению или его композицией либо сам по себе, либо вместе с сажей и/или диоксидом кремния. Компаундирование с двухфазным наполнителем сажа-диоксид кремния, даже в том случае, если он используется сам по себе, обеспечивает замечательные преимущества, аналогичные получаемым при использовании сажи и диоксида кремния в комбинации. Двухфазный наполнитель сажа-диоксид кремния представляет собой так называемый диоксид кремния, покрытый сажей, в котором диоксид кремния химически связан с поверхностью сажи. Его примеры включают CRX2000, CRX2002 и CRX2006 (торговая марка), производимые Cabot Corporation. Количество двухфазного наполнителя сажа-диоксид кремния для использовании в композиции предпочтительно составляет от 2 до 1000 частей по весу и более предпочтительно от 10 до 500 частей по весу из расчета на 100 частей по весу (А) компонента или из расчета на 100 частей по весу общего количества (А) компонента и (В) компонента, когда используется нижеупомянутый (В) компонент.
Кроме того, двухфазный наполнитель сажа-диоксид кремния можно использовать в сочетании с отличающимся от него наполнителем. Не имеется особенного ограничения для одновременно используемого наполнителя, и его примеры включают вышеуказанную сажу и/или диоксид кремния, глину, карбонат кальция, карбонат магния и тому подобные. Предпочтительными среди других являются сажа и/или диоксид кремния. Количество наполнителя, одновременно используемого вместе с двухфазным наполнителем сажа-диоксид кремния, предпочтительно составляет от 2 до 1000 частей по весу и более предпочтительно от 10 до 500 частей по весу из расчета на 100 частей по весу (А) компонента или из расчета на 100 частей по весу общего количества (А) компонента и (В) компонента, когда используется нижеупомянутый (В) компонент.
Когда смешивают диоксид кремния в качестве вышеуказанного наполнителя и когда смешивают двухфазный наполнитель сажа-диоксид кремния, их предпочтительно смешивают с силановым агентом сочетания. Его количество в композиции предпочтительно составляет от 1 до 20 частей по весу и более предпочтительно от 5 до 15 частей по весу из расчета на 100 частей по весу диоксида кремния и/или двухфазного наполнителя сажа-диоксид кремния.
В качестве силанового агента сочетания предпочтительным является такой, в молекуле которого содержатся как функциональная группа, способная реагировать с поверхностью диоксида кремния, такая как алкоксильная группа, так и функциональная группа, способная взаимодействовать с углерод-углеродной двойной связью полимера такая как полисульфид, меркаптогруппа или эпоксигруппа. Его примеры включают бис-(3-триэтоксисилилпропил)тетрасульфид, бис-(2-триэтоксисилилэтил)тетрасульфид, 3-меркаптопропилтриметоксисилан, 3-триэтоксисилилпропил-N,N-диметилтиокарбамолитетрасульфид, 3-триэтоксисилилпропил-бензотиазол-тетрасульфид и тому подобные. Применение такого силанового агента сочетания может усиливать его усиливающее действие, когда сажа и диоксид кремния используются совместно в качестве наполнителя или когда в качестве наполнителя используется двухфазный наполнитель сажа-диоксид кремния.
Битумные материалы, которые можно использовать в изобретении, включают обычный асфальт, часто используемые для автомобильных амортизирующих материалов оксидированный битум и его соединение с неорганическим веществом.
В качестве активного агента, используемого в изобретении, предпочтительным является оксид цинка, оксид магния, стеарат цинка, триэтаноламин, органический амин, этиленгликоль или диэтиленгликоль.
Пламегасители, используемые в изобретении, включают галогенсодержащие пламегасители, фосфорные пламегасители и неорганические пламегасители. Однако, принимая во внимание проблему диоксина, предпочтительными являются фосфорный пламегаситель и неорганический пламегаситель, не содержащие галоген.
В качестве фосфорных пламегасителей можно привести в качестве примеров трифенилфосфат, трикрезилфосфат, триксиленилфосфат, крезилфенилфосфат, ксиленилдифенилфосфат, резорцинол-бис(дифенилфосфат), 2-этилгексил-дифенилфосфат, диметилметилфосфат, триаллилфосфат и тому подобные и продукты их конденсации, фосфат аммония и продукты его конденсации, диэтил-N,N-бис(2-гидроксиэтил)амминометилфосфонат и тому подобные.
В качестве неорганических пламегасителей в качестве иллюстрации можно привести гидроксид магния, гидроксид алюминия, борат цинка, борат бария, каолиновую глину, карбонат кальция, алунит, основный карбонат магния, гидроксид кальция, триоксид сурьмы и тому подобные.
Вышеуказанные пламегасители включают так называемые пламегасящие добавки, которые сами по себе обладают низкой способностью как пламегасители, но синергетически проявляют превосходящее действие при использовании в комбинации с другими пламегасителями.
В композиции по изобретению возможно удлинить жизнь продукта за счет использования антиоксиданта. Хотя используемые в данном случае антиоксиданты включают фенольный антиоксидант, серный антиоксидант, аминный антиоксидант и тому подобное, фенольный антиоксидант является особенно предпочтительным.
Конкретные примеры вышеуказанных фенольных антиоксидантов включают стирольный фенол, 2,6-ди-трет-бутил-4-метилфенол, 2,6-ди-трет-бутил-п-этилфенол, 2,4,5-три-трет-бутилфенол, бутилгидроксианизол, 1-гидрокси-3-метил-4-изопропилбензол, моно-трет-бутил-п-крезол, моно-трет-бутил-м-крезол, 2,4-диметил-6-трет-бутилфенол, маслянокислый бисфенол А, 2,2'-метилен-бис(4-метил-6-трет-бутилфенол), 2,2'-метилен-бис(4-этил-6-трет-бутилфенол), 2,2'-метилен-бис(4-метил-6-трет-нонилфенол), 2,2'-избутилиден-бис(4,6-диметилфенол), 4,4'-бутилиден-бис(3-метил-6-трет-бутилфенол), 4,4'-метилен-бис(2,6-ди-трет-бутилфенол), 2,2-тио-бис(4-метил-6-трет-бутилфенол), 4,4'-тио-бис(3-метил-6-трет-бутилфенол), 4,4'-тио-бис(2-метил-6-трет-бутилфенол), 4,4'-тио-бис(6-трет-3-метилбутилфенол), бис(3-метил-4-гидрокси-5-трет-бутилбензол)сульфид, 2,2-тио[диэтил-бис-3-(3,5-ди-трет-бутил-4-гидроксифенол]пропионат, гликолевый сложный эфир бис[3,3-бис(4'-гидрокси-3'-трет-бутилфенол)масляной кислоты], бис[2-(2-гидрокси-5-метил-3-трет-бутилбензол)-4-метил-6-трет-бутилфенил]терефталат, 1,3,5-трис(3',5'-ди-трет-бутил-4'-гидроксибензил)изоцианурат, N,N'-гексаметилен-бис(3,5-ди-трет-бутил-4-гидрокси-гидроксиамид), N-октадецил-3-(4'-гидрокси-3',5'-ди-трет-бутилфенол)пропионат, тетракис[метилен-(3',5'-ди-трет-бутил-4-гидроксифенил)пропионат]метан, 1,1'-бис(4-гидроксифенил)циклогексан, моно(α-метилбензил)фенол, ди(α-метилбензил)фенол, три(α-метилбензил)фенол, бис(2'-гидрокси-3'-трет-бутил-5'-метилбензил)-4-метилфенол, 2,5-ди-трет-амилгидрохинон, 2,6-ди-бутил-α-диметиламино-п-крезол, 2,5-ди-трет-бутилгидрохинон, диэтиловый эфир 3,5-ди-трет-бутил-4-гидроксибензилфосфорной кислоты и тому подобные.
Такие антиоксиданты можно использовать по отдельности или в виде комбинации двух или более из них. Количество антиоксиданта, присутствующего в композиции, предпочтительно составляет от 0,1 до 10 частей по весу и особенно предпочтительно от 0,2 до 5 частей по весу из расчета на 100 частей по весу (А) компонента или из расчета на 100 частей по весу общего количества (А) компонента и (В) компонента, когда используется нижеупомянутый (В) компонент.
Смазочные агенты, которые можно использовать в изобретении, включают парафиновые и углеводородные смолы, обычно используемые для придания стабильности при экструзии, металлическое мыло, жирная кислота, представленная стеариновой кислотой, амид жирной кислоты, сложный эфир жирной кислоты, алифатическая соль металла и тому подобные.
Красители могут быть подходящим образом выбраны из известных для такого применения неорганических пигментов и органических пигментов. Их примеры включают сажу, оксид титана, красный оксид железа, синий кобальт, кадмий желтый и тому подобные.
Поглотители ультрафиолета включают производное салициловой кислоты, такое как фенилсалицилат, соединение бензофенона, такое как 2,4-дигидроксибензофенон, соединение бензотриазола, такое как 2-(2'-гидрокси-5'-метилфенил)бензотриазол, и тому подобные.
Антистатические агенты включают катионоактивный агент, анионоактивный агент, неионный активный агент и тому подобные.
Противостарители включают соединение нафтиламида, соединение дифениламина, соединение п-фенилендиамина, соединение хинолина, производное гидрохинона, монофенольное соединение, бис-, трис- и полифенольные соединения, тиобисфенольное соединение, пространственно затрудненное фенольное соединение, фосфитное соединение и тому подобные.
Хотя не имеется конкретного ограничения для соотношения в композиции вышеуказанного (F) компонента, содержание (F) компонента за исключением наполнителя обычно составляет от 0 до 300 частей по весу, предпочтительно от 1 до 300 частей по весу, более предпочтительно от 1 до 200 частей по весу, еще более предпочтительно от 0 до 80 частей по весу, особенно предпочтительно от 0 до 20 частей по весу и наиболее предпочтительно от 1 до 15 частей по весу из расчета на 100 частей по весу (А) компонента или из расчета на 100 частей по весу общего количества (А) компонента и (В) компонента, когда используется нижеупомянутый (В) компонент.
Далее, общее количество пластификатора и (F) компонента предпочтительно составляет от 0,0001 до 600 частей по весу, более предпочтительно от 0,001 до 500 частей по весу и особенно предпочтительно от 0,001 до 100 частей по весу из расчета на 100 частей по весу (А) компонента или из расчета на 100 частей по весу общего количества (А) компонента и (В) компонента, когда используется нижеупомянутый (В) компонент.
К композиции по изобретению подходящим образом могут быть добавлены известные добавки, отличающиеся от вышеуказанных компонентов (В)-(F).
Термопластичные полимерные композиции
При смешивании маслонаполненного 1,2-полибутадиена по изобретению, по крайней мере одного (В) компонента, выбранного из группы, включающей термопластичную смолу, термопластичный эластомер, натуральный каучук и синтетический каучук, отличающийся от вышеуказанного (А) компонента (далее также упоминаемый как "другой (со)полимер") и различных компаундирующих агентов, можно получать композицию термопластичной смолы. Полученная полимерная композиция формуется в желаемую форму и затем подвергается сшивающей обработке (вулканизации) для того, чтобы получить формованное изделие.Термопластичную смолу, используемую в качестве (В) компонента, можно применять без каких-либо конкретных ограничений, до тех пор пока она представляет собой термопластичную смолу, имеющую температуру пластификации от 50 до 450°С. Примеры включают индивидуальную смолу или смесь двух или более из масло-ненаполненного полибутадиена, стирольной смолы (например, полистирол, бутадиен-стирольный сополимер, акрилонитрил-стирольный сополимер, акрилонитрил-бутадиен-стирольный сополимер и тому подобные), смолы ABS, смолы AES, смолы AAS, олефиновой смолы, этилен-этилакрилатной смолы, поливинилхлорида, поливинилиденхлорида, поликарбоната, полиацеталя, полифениленоксида, полиметилметакрилата, смолы на основе насыщенного сложного полиэфира (например, продукт конденсации гидроксикарбоновой кислоты, такой как полимолочная кислота, продукт конденсации диола и дикарбоновой кислоты, такой как полибутиленсукцинат или тому подобные), полиамидной смолы, фтористой смолы, полисульфона, полиэфирсульфона, полиакрилата, полиэфир-эфиркетона, жидкокристаллического полимера и тому подобных.
Вышеуказанная олефиновая смола представляет собой смолу, полученную (со)полимеризацией алифатического ненасыщенного углеводородного мономера. Примеры включают полипропиленовую (РР) смолу, такую как пропиленовый гомополимер, пропиленовый блок-сополимер или пропиленовый статистический сополимер, 4-метил-1-пентеновый полимер, полиэтиленовую (РЕ) смолу, такую как этиленовый гомополимер, полиэтилен низкой плотности, линейный полиэтилен низкой плотности (LLDPE) или полиэтилен высокой плотности и тому подобные. Предпочтительно используют полипропилен. Такие олефиновые смолы можно использовать или по отдельности, или в виде смеси двух или более из них.
Скорость течения расплава (условия: 230°С, 2,16 кг) олефиновой смолы предпочтительно составляет от 01 до 60 г/10 минут. Значение менее 0,1 г/10 минут приводит к плохой технологичности при обработке, тогда как величина, превышающая 60 г/10 минут, приводит к слабой механической прочности полученной композиции.
Среди термопластичных смол предпочтительными являются полистирол, бутадиен-стирольный сополимер, акрилонитрил-стирольный сополимер, ABS смола, AES смола, AAS смола, олефиновая смола, поливинилхлорид, насыщенная полиэфирная смола и полиамидная смола.
Далее термопластичные эластомеры включают, например, в соответствии с классификацией химических композиций жестких сегментов, стирольный термопластичный эластомер (упоминаемый здесь далее как SBC для краткости, символы в скобках указывают сокращение), олефиновый термопластичный эластомер (TPO), уретановый термопластичный эластомер (TPU), сложноэфирный термопластичный эластомер (ТРЕЕ), амидный термопластичный эластомер (ТРАЕ) и тому подобные. Дополнительно, существуют термопластичный эластомер на основе винилхлорида (TPVC), термопластичный эластомер типа ионного кластера (иономер), фтористый термопластичный эластомер, содержащий фтористую смолу в качестве ограничивающего блока, и тому подобные. Термопластичные эластомеры, полученные путем смешивания смола/каучук, включают ТРО, полученный с использованием динамического сшивания, называют TPV в некоторых случаях, в которых каучуковый компонент, выступающий в качестве мягкого сегмента, пластицируют при сшивании для уменьшения размера диспергируемых частиц каучука, улучшая таким образом эксплуатационные характеристики. Такие термопластичные эластомеры включают только один их тип или смесь двух или более из них.
Предпочтительными в качестве SBC является стирол-бутадиен-стирольный блок-сополимер (SBS), стирол-изопрен-стирольный блок-сополимер (SIS), стирол-изопрен-бутадиеновый блок-сополимер (SIB), стирол-этилен•бутадиен-стирольный блок-сополимер (SEBS), тип SEBS с придающими свойства функциональными группами (f-SEBS), стирол-этилен•пропилен-стирольный блок-сополимер (SEPS) или стирол-бутадиеновый полимер с присоединенным водородом (HSBR) статистического типа.
Предпочтительные примеры ТРО включают ТРО типа простой смеси полиолефинов, таких как РР и РЕ (s-TPO), полученной в реакторе (i-TPO), ТРО динамического вулканизационного типа (TPV) и затем олефиновый каучук.
s-TPO представляет собой продукт, полученный смешиванием эластомеров, таких как этилен-пропиленовый сополимер (ЕРМ), этилен-пропилен-диеновый сополимер (EPDM), этилен-бутадиен-метиленовый сополимер (ЕВМ) и этилен-бутадиен-диен-метиленовый сополимер (EBDM), и перемешиванием смеси с использованием смесителя, такого как смеситель Бенбери или пластификатора. i-ТРО представляет собой продукт, получаемый полимеризацией олефинового мономера, жесткий сегмент, а затем полимеризацией олефинового мономера, мягкий сегмент, в одной и той же установке или в одном и том же реакторном сосуде (порядок полимеризации может быть обратным).
TPV представляет собой продукт, получаемый вулканизацией каучука одновременно со смешиванием с использованием смесителя, такого как смеситель Бенбери или пластификатора. Предпочтительным в качестве TPV является PP-EPDM (далее описание левой части указывает на жесткий сегмент, а описание справа указывает на мягкий сегмент), в котором объединены РР в качестве жесткого сегмента и EPDM в качестве мягкого сегмента, РР-нитрильный каучук (NBR), РР-акриловый каучук (АСМ), РР-натуральный каучук (NR), РР-бутильный каучук (IIR), PE-EPDM, PE-NR, найлон-NBR, найлон-ACM, сложный полиэфир-хлоропрен (CR) и PVC-NBR.
Олефиновые каучуки включают, например, этиленовый сополимер, состоящий из этилена, α-олефина, содержащего от 3 до 20 атомов углерода, и несопряженного полиена, в котором молярное отношение этилена к α-олефину (этилен/α-олефин) составляет от 40/60 до 93/7, и иодное число несопряженного полимера находится в диапазоне от 10 до 40.
Используемый в данном случае α-олефин, содержащий от 3 до 20 атомов углерода, включает, например, пропилен, 1-бутен, 1-пентен, 1-гексен, 1-гептен, 1-октен, 1-децен и тому подобные. Предпочтительно используют пропилен, 1-бутен, 1-гексен 1-октен, и более предпочтительно используют пропилен и 1-бутен. Такие α-олефины можно использовать по отдельности или в виде смеси двух или более из них.
Молярное отношение этилена к α-олефину (этилен/α-олефин) колеблется от 40/60 до 93/7, предпочтительно от 50/50 до 85/15, и более предпочтительно от 60/40 до 80/20. Молярное соотношение в пределах вышеуказанного диапазона подходящим образом поддерживает сбалансированным образом механическую прочность и постоянное относительное сжатие.
Далее, несопряженные полиены, составляющие олефиновые смолы, включают, например, циклический полиен, такой как 5-этилиден-2-норборнен, дициклопентадиен, 5-пропилиден-2-норборнен, 5-винил-2-норборнен, 2,5-норборнадиен, 1,4-циклогексадиен, 1,4-циклооктадиен или 1,5-циклооктадиен, цепочечный полиен, содержащий от 6 до 15 атомов углерода и внутреннюю ненасыщенную связь, такой как 1,4-гексадиен, 4-метил-1,4-гексадиен, 5-метил-1,4-гексадиен, 5-метил-1,5-гептадиен, 6-метил-1,5-гептадиен, 6-метил-1,6-октадиен, 7-метил-1,6-октадиен, 5,7-диметил-1,6-октадиен, 7-метил-1,7-нонадиен, 8-метил-1,7-нонадиен, 8-метил-1,8-декадиен, 9-метил-1,8-декадиен, 4-этилиден-1,6-октадиен, 7-метил-4-этилиден-1,6-октадиен, 7-метил-4-этилиден-1,6-нонадиен, 7-этил-4-этилиден-1,6-нонадиен, 6,7-диметил-4-этилиден-1,6-октадиен и 6,7-диметил-4-этилиден-1,6-нонадиен и α,ω-диен, такой как 1,5-гексадиен, 1,6-гептадиен, 1,7-октадиен, 1,8-нонадиен, 1,9-декадиен, 1,10-ундекадиен, 1,11-додекадиен, 1,12-тридекадиен и 1,13-тетрадекадиен, и предпочтительно включают 5-этилиден-2-норборнен, дициклопентадиен, 5-винил-2-норборнен, 7-метил-1,6-октадиен и 5-метил-1,4-гексадиен. Более предпочтительно, используют 5-этилиден-2-норборнен, дициклопентадиен и 5-винил-2-норборнен. Такие несопряженные полиены можно использовать по отдельности или в виде смеси двух или более из них.
Иодное число несопряженных полиенов колеблется от 10 до 40 и предпочтительно составляет от 20 до 35. В таком случае, когда иодное число составляет меньше 10, механическая прочность полученного формованного изделия является незначительной. С другой стороны, превышение 40 приводит к ухудшению эластичности смолы полученного формованного изделия.
Вязкость по Муни (ML1+4, 100°C) олефиновой смолы предпочтительно находится в диапазоне от 25 до 350, и более предпочтительно в диапазоне от 40 до 300. Когда вязкость по Муни составляет меньше 25, механическая прочность полученного формованного изделия имеет тенденцию снижаться. С другой стороны, превышение 350 приводит к плохим технологическим характеристикам при обработке полученной композиции.
Вышеуказанная олефиновая смола может быть получена с помощью подходящего способа, такого как способ полимеризации в газовой фазе, способ полимеризации в растворе и способ полимеризации в суспензии. Данные операции могут быть проведены либо порционным способом, либо в непрерывной системе.
В указанном выше способе полимеризации в растворе или способе полимеризации в суспензии в качестве растворителя для реакции используется неактивный углеводород.
Такие неактивные углеводороды включают, например, алифатический углеводород, такой как н-пентан, н-гексан, н-гептан, н-октан, н-декан или н-додекан; алициклический углеводород, такой как циклогексан или метилциклогексан; ароматический углеводород, такой как бензол, толуол или ксилол; и тому подобные. Такие углеводородные растворители могут использоваться сами по себе или в виде смеси двух или более из них. Кроме того, также можно использовать необработанный материал мономера в качестве углеводородного растворителя.
Катализаторы полимеризации, используемые при получении вышеуказанных олефиновых смол, включают, например, катализатор полимеризации олефина, включающий соединение переходного металла, выбранного из V, Ti, Zr и Hf, и органическое соединение металла. Каждое из вышеуказанных соединений переходных металлов и органических соединений металла можно использовать либо само по себе, либо в виде смеси двух из них или более.
Особенно предпочтительные примеры таких катализаторов полимеризации олефинов включают металлоценновый катализатор, включающий металлоценовое соединение и органическое соединение алюминия, или ионное соединение, реагирующее с металлоценовым соединением с образованием ионного комплекса, или катализатор Циглера-Натта, включающий соединение ванадия и органическое соединение алюминия.
В качестве TPU предпочтительным является такой, в котором диизоцианат, используемый в виде жесткого сегмента, представляет собой по крайней мере один, выбранный из группы, состоящей из толуолдиизоцианата, 4,4'-дифенилметандиизоцианата, 1,6-гексаметилендиизоцианата, 2,2,4(2,4,4)-триметилгексаметилендиизоцианата, п-фенилендиизоцианата, 4,4'-дициклогексилметандиизоцианата, 3,3'-диметилдифенил-4,4'-диизоцианата, 1,5'-нафталиндиизоцианата, транс-1,4-циклогексилдиизоцианата и лизиндиизоцианата.
В качестве ТРЕЕ предпочтительным является ТРЕЕ типа сложный полиэфир-простой полиэфир, в котором жесткий сегмент представляет собой ароматический кристаллический сложный полиэфир, а простой полиэфир используется в качестве мягкого сегмента, ТРЕЕ типа сложный полиэфир-сложный полиэфир, в котором жесткий сегмент представляет собой ароматический кристаллический сложный полиэфир, а алифатический сложный полиэфир используется в качестве мягкого сегмента, или жидкокристаллический ТРЕЕ, в котором жесткий сегмент представляет собой молекулу жидкого кристалла, а мягкий сегмент представляет собой алифатический сложный полиэфир. В качестве ТРЕЕ типа сложный полиэфир-простой полиэфир более предпочтительным является такой, в котором жесткий сегмент представляет собой любой продукт конденсации бутандиола и диметилтерефталата, продукт конденсации этиленгликоля и диметилтерефталата, продукт конденсации бутандиола и 2,6-нафталиндикарбоновой кислоты и продукт конденсации этиленгликоля и 2,6-нафталиндикарбоновой кислоты или их смесь, а мягкий сегмент представляет собой любой из политетраметиленового простого эфира гликоля, поли(1,2-пропиленоксид)гликоля и поли(этиленоксид)гликоля или их смесь. В качестве ТРЕЕ типа сложный полиэфир-сложный полиэфир более предпочтительным является такой, в котором жесткий сегмент является таким же, что и в ТРЕЕ типа сложный полиэфир-простой полиэфир, но мягкий сегмент представляет собой алифатический полиэфир полилактонового типа.
Кроме того, в качестве жидкокристаллического ТРЕЕ предпочтительным является мультиблочный сополимер, в котором жесткий сегмент представляет собой термотропический жидкокристаллический полимер, предпочтительно с использованием низкомолекулярного жидкокристаллического соединения, такого как дигидрокси-пара-четверть-фенил, и алифатический сложный полиэфир используется в качестве мягкого сегмента.
В качестве ТРАЕ предпочтительным является мультиблочный сополимер, в котором жесткий сегмент представляет собой полиамид, а простой полиэфир или сложный полиэфир, имеющий низкий Tg, используется в качестве мягкого сегмента. Более предпочтительно, жесткий сегмент представляет собой найлон-6, найлон-6,6, найлон-6,10, найлон-11 или найлон-12, и мягкий сегмент представляет собой простой полиэфирный диол или сложный полиэфирный диол. Особенно предпочтительно, мягкий сегмент представляет собой диол - поли(окситетраметилен)гликоль, поли(оксипропилен)гликоль, поли(этиленадипат)гликоль или поли(бутилен-1,4-адипат)гликоль.
В качестве TPVC предпочтительным является один из видов или смесь двух или более из продукта, в котором поливинилхлорид (далее упоминаемый как PVC для краткости), имеющий высокий молекулярный вес, используется в качестве жесткого сегмента, чтобы иметь возможность действовать в качестве точки сшивания в микрокристаллической части, и PVC, пластифицированный с пластификатором, используется в качестве мягкого сегмента; продукта, в котором частично сшитый или с введенной разветвленной структурой PVC используется в качестве жесткого сегмента и PVC, пластифицированный с пластификатором, используется в качестве мягкого сегмента; и продукта, в котором PVC используется в качестве жесткого сегмента и каучук, такой как частично сшитый NBR и/или ТРЕ, такой как TPU или ТРЕЕ, используется в качестве мягкого сегмента.
Кроме того натуральный каучук (НК) можно использовать без особенного ограничения, и его примеры включают один из его видов или смесь двух или более видов аравийской камеди, индийской камеди и тому подобного.
Еще, кроме того, без особенного ограничения можно использовать синтетический каучук, и его примеры включают один из видов или смесь двух или более из цис-1,4-полибутадиена, транс-1,4-полибутадиена, сополимера сопряженного диолефина-винилароматического соединения, отличающегося от (а) компонента, от низко- до высокомолекулярного винилполибутадиена (содержание 1,2-винильной связи от 10 до 90%), цис-1,4-полиизопрена, 3,4-полиизопрена, сополимера акрилонитрила/бутадиена, хлоропренового каучука, изобутилен-изопренового каучука, сополимера этилена-α-олефина-(диена) (например, ЕРМ (этиленпропиленовый сополимер), ЕВМ, ЕОМ, EPDM, EBDM или тому подобные), сополимера ароматического винильного соединения-сопряженного диенового соединения-(α-олефина) (например, стиролбутадиеновый каучук (SBR), SBS, SEBS или тому подобные), акрилонитрил-бутадиенового каучука, фторированного каучука, силиконового каучука, галогенированного бутильного каучука (например, хлорированного бутильного каучука, бромированного бутильного каучука, или тому подобных), жидкого бутадиенового каучука, жидкого акрилонитрил-бутадиенового каучука и тому подобного.
Вышеуказанные (В) компоненты можно использовать или по отдельности, или в виде смеси двух или более из них.
Вязкость по Муни (ML1+4, 100°C) (В) компонента предпочтительно составляет от 20 до 200 и более предпочтительно от 25 до 150. Применение вышеуказанного (В) компонента, имеющего вязкость по Муни в рамках вышеуказанного диапазона, дает возможность получать полимерную композицию по изобретению низкой стоимости без существенного ухудшения эксплуатационных качеств (А) компонента по изобретению.
Что касается соотношения компонентов (А) маслонаполненного 1,2-полибутадиена и (В) компонента в полимерной композиции по изобретению, (А) компонент составляет от 1 до 99 частей по весу, предпочтительно от 5 до 95 частей по весу и более предпочтительно от 10 до 90 частей по весу, а (В) компонент составляет от 99 до 1 части по весу, предпочтительной от 95 до 5 частей по весу и более предпочтительно от 90 до 10 частей по весу [при условии, что (А)+(В)=100 частей по весу]. Применение такого (В) компонента в пределах вышеуказанного диапазона может обеспечить полимерную композицию по изобретению с превосходной термостойкостью, пределом прочности на разрыв и усадкой при сжатии, слой смолы для ламината и свободно наполненного слоя смолы с превосходными вибрационно-гасящими свойствами, усиливающими стальной лист свойствами, звукоизолирующими свойствами и герметизирующими свойствами и тому подобное.
Когда олефиновую смолу и олефиновый каучук используют в качестве (В) компонента, то что касается соотношения компонентов для (А) компонента, олефиновой смолы и олефинового каучука, соотношение (А) компонент/олефиновая смола/олефиновый каучук предпочтительно составляет 5-90 % по весу/5-60% по весу/5-90% по весу, более предпочтительно 5-50 % по весу/10-50% по весу/20-80% по весу, и особенно предпочтительно 5-30 % по весу/15-50% по весу/50-80% по весу, принимая общее количество за 100% по весу. Когда доля (А) компонента превышает 90% по весу, механическая прочность ухудшается. С другой стороны, применение менее 5% по весу также неблагоприятным образом приводит к слабой механической прочности. Далее, когда количество олефиновой смолы составляет более 60% по весу, ухудшается технологичность полученной композиции. С другой стороны, использование менее 5% по весу приводит к пониженной механической прочности полученного формованного изделия. Кроме того, когда количество олефинового каучука превышает 90% по весу, неблагоприятным образом ухудшается технологичность полученной композиции. С другой стороны, использование менее 5% по весу приводит к плохой гибкости полученной композиции.
Далее, когда олефиновую смолу и/или олефиновый каучук используют в качестве (В) компонента, содержание других (со)полимеров за исключением (А) компонента, олефиновой смолы и олефинового каучука предпочтительно составляет 30 частей по весу или менее и более предпочтительно примерно 20 частей по весу или менее из расчета на 100 частей по весу общего количества (А) компонента, олефиновой смолы и олефинового каучука.
Кроме того, когда полимерную композицию используют в качестве материала обувной подошвы, то что касается соотношения компонентов (А) компонента и (В) компонента, (А) компонент составляет от 1 до 99 частей по весу, предпочтительно от 2 до 50 частей по весу и более предпочтительно от 3 до 30 частей по весу, и (В) компонент составляет от 99 до 1 частей по весу, предпочтительно от 98 до 50 частей по весу и более предпочтительно от 97 до 70 частей по весу [при условии, что (А)+(В)=100 частей по весу]. Применение (А) компонента в пределах вышеуказанного диапазона может обеспечить полимерную композицию по изобретению с превосходными характеристиками по технологичности, формуемости, свойствам окрашивания (высокая точность изображения), полученному внешнему виду, гибкости, износостойкости, легкости по весу и механической прочности.
(А) Компонент по изобретению и его композиция являются превосходными по технологичности, формуемости, окрашиваемости и текучести, так что возможно беспрепятственно наполнить композицией внутреннюю часть формы с использованием устройства для литья под давлением или устройства для литьевого прессования. Более того, сшитый пеноматериал, полученный нагреванием образца, имеет высокую степень расширения и обладает однородной и высококачественной вспененной структурой.
Такой сшитый пеноматериал имеет низкую усадку после сшивания и вспенивания и является превосходным по механической прочности (ТВ, ЕВ), межслойной прочности на разрыв, усадке при постоянном сжатии и сопротивлению проскальзыванию по мокрой дороге. Соответственно сшитый пеноматериал, полученный из полимерной композиции по изобретению, подходящим образом используется в качестве материала обувной подошвы.
Кроме того, сшитый пеноматериал по изобретению является превосходным по пространственной точности и также превосходным по долговечности и амортизационным свойствам, так что он также может применяться для термоформуемого губчатого материала. Термоформуемый губчатый материал, как используется в настоящем описании, представляет собой материал, полученный с помощью предварительного обрезания пеноматериала до желаемой формы, нагревания и герметизации его в форме, нагретой до температуры, равной или превышающей температуру плавления (А) компонента или (А) компонента и (В) компонента, предпочтительно до 100-150°С, с образованием крепкого расплавленного покрытия на внешней поверхности вспененного вещества, а затем охлаждения формы и вынимания пеноматериала.
Термопластичная полимерная композиция по изобретению может дополнительно содержать, при необходимости, (D) сшивающий агент в дополнение к вышеуказанным (А) и (В) компонентам. Сшивающий агент (D) включает сшивающий агент и сшивающую вспомогательную добавку, используемую при необходимости аналогично указанному выше. Например, он может быть получен компаундированием по крайней мере одного компонента, выбранного из группы, состоящей из комбинации вышеуказанной серы (D-1) или соединения, выделяющего серу при нагревании, и ускорителя вулканизации, комбинации органического пероксида или органического пероксида и многофункционального мономера и комбинации соединения силанола и водного агента, а также комбинации многофункционального мономера и облучения пучком электронов, комбинации фотосенсибилизатора и облучения ультрафиолетом, комбинации многофункционального мономера и сенсибилизатора, комбинации органического пероксида и сенсибилизатора и тому подобного.
Полученная термопластичная полимерная композиция по изобретению может быть сформована в определенную желаемую форму.
Термопластичная полимерная композиция по изобретению дополнительно может содержать (С) вспенивающий агент, (Е) пластификатор и по крайней мере один (F) компонент, выбранный из группы, состоящей из наполнителя, битумного материала, активного агента, пламегасителя, антиоксиданта, стабилизатора, смазочного вещества, красителя, поглотителя ультрафиолета, антистатического агента, термостабилизатора, технологической добавки, свето(погодо)-устойчивого агента и противомикробного агента за исключением вышеуказанных компонентов (С)-(Е), других добавок и тому подобного, а также вышеуказанных (А) и (В) компонентов и (D) компонента, используемых по необходимости.
При получении композиции по изобретению можно использовать смеситель Бенбери, пластикатор со смесительными вальцами, экструдер, устройство для сшивания (отверждения, вулканизации) и тому подобные, известные к настоящему времени.
Композиция по изобретению может быть получена смешиванием (А) компонента и (В) компонента, (С) вспенивающего агента, (Е) пластификатора, (F) компонента и тому подобных, которые используются при необходимости, при температуре от 140 до 180°С с использованием пластикатора. После охлаждения полученной при перемешивании смеси ее дополнительно смешивают со сшивающим агентом с использованием смесителя Бенбери или смесительных вальцов. Полученную смесь формуют в определенную форму, а затем сшивают (отверждают, вулканизируют) при температуре от 14 до 180°С, получая при этом возможность получения сшитого (вулканизированного) продукта, имеющего произвольную форму, то есть формованного изделия.
Кроме того, примеры включают, но не ограничиваются этим, способ предварительного смешивания в расплаве (А) компонента или (А) компонента и (В) компонента обычно при температуре от 50 до 120°С, предпочтительно при 60-120°С с использованием экструдера, смесителя Бенбери или тому подобного, смешивание с ними (Е) пластификатора, (F) наполнителя и тому подобного с использованием смесителя Бенбери или тому подобного, а затем добавление (С) вспенивающего агента, (D) сшивающего агента и тому подобного.
Композицию по изобретению формуют в формованное изделие с помощью литья под давлением, пресс-формования, экструзионного формования, такого как листовая экструзия или профильная экструзия, формования с раздувом, ротационного формования, формования полых изделий заливкой и медленным вращением формы, принудительного формования полых изделий заливкой и медленным вращением формы, формования погружением или тому подобного.
Сшитое формованное изделие, которое является сшитым (отвержденным) и вспененным, может быть получено, например, способом, включающим помещение формованного изделия, состоящего из (А) компонента по изобретению или его композиции, в форму и повышение ее температуры для проведения сшивания (отверждения) и вспенивания, или формование несшитой композиции по изобретению в произвольную форму (например, в форме листа) с использованием плющильного валка, экструзионной формовочной машины или тому подобного, а затем нагревание его в нагревающей (отверждающей) емкости для проведения сшивания (отверждения) и вспенивания после вышеуказанного формования, такой способ применяется для обычного получения сшитого (отвержденного) каучука.
Для условий сшивания (отверждения) и вспенивания в таком случае температура нагревания составляет от 130 до 300°С и от 150 до 200°С, и время нагревания составляет от 3 до 120 минут и предпочтительно от 5 до 60 минут. В случае вспененного формованного изделия его плотность обычно составляет от 0,1 до 1,1 мг/м3 и предпочтительно от 0,1 до 0,9 мг/м3.
Далее, также не имеется особенного ограничения для способа получения композиции для формования материала обувных подошв по изобретению и можно использовать способ смешивания с использованием пластикатора для обычных каучуковых композиций, такой как смеситель типа Бенбери, смеситель под давлением или открытые валки. Смешивание предпочтительно проводят при температуре в диапазоне от 70 до 130°С.
Литье под давлением или литьевое прессование пластмасс обычно используются для формования композиции для материала обувных подошв. Не имеется определенного ограничения для формы композиции, загружаемой в машину для литья под давлением или машину для литьевого прессования, и это может быть форма, подходящая для используемой формовочной машины, такая как лентоподобная форма, форма, подобная квадратным гранулам, или форма, подобная круглым шарикам.
При формовании композиции для материала обувных подошв не имеется определенного ограничения для формовочной машины. Например, используется машина для литья под давлением или машина для литьевого прессования пластмасс, используемая для термопластичных смол или каучука, в которой каждая часть - цилиндр, форсунка и форма, оборудована термореле. Хотя температурные условия данных формовочных машин могут изменяться в зависимости от композиции, обычно является предпочтительным, чтобы температура цилиндрической части была установлена на 70-100°С, форсуночной части - на 80-120°С и части формы - на 140-200°С.
Сшивание и вспенивание для получения материала обувной подошвы протекает при нагревании части формы в пределах вышеуказанного температурного диапазона в течение 3-10 минут, при этом в литейной форме, имеющей определенную форму, разлагается вспенивающий агент с образованием газа и сшиванием композиции. Необходимо, чтобы давление, фиксирующее форму, было выше, чем давление расширения газа, образующегося при разложении вспенивающего агента. Обычно удельное давление, прилагаемое к полости формы, предпочтительно составляет 7 МПа или более. Когда удельное давление низкое, увеличивается диаметр воздушного пузыря в формованном изделии и на пене образуются заусеницы, приводя к неудовлетворительному внешнему виду. После нагревания и герметизации в течение данного промежутка времени форму открывают и получают продукт в виде сшитого пеноматериала. В случае вспененного формованного изделия (пеноматериала обувной подошвы) его плотность обычно составляет от 0,1 до 1,1 мг/м3 и предпочтительно от 0,1 до 0,9 мг/м3.
Маточная смесь
Композиция маслонаполненного 1,2-полибутадиена по изобретению может быть получена с использованием маточной смеси, содержащей от 2 до 95% по весу (А) компонента и от 98 до 5% по весу (G) функционального соединения для каучука или пластиков [при условии, что (A)+(G)=100% по весу].
Далее, термопластичная полимерная композиция по изобретению может быть получена с использованием маточной смеси, содержащей от 2 до 95% по весу общего количества (А) компонента и (В) компонента и от 98 до 5% по весу (G) компонента [при условии, что (A)+(В)+(G)=100% по весу].
Функциональный компонент (G) вышеуказанной маточной смеси может представлять собой (С) вспенивающий агент, (D) сшивающий агент, (Е) пластификатор и (F) компонент, описанный выше, или другую известную добавку.
Когда используют маточную смесь, (С) вспенивающие агенты включают азодикарбонамид, динитрозопентаметилентетрамин и п,п'-оксибисбензолсульфонилгидразин.
Маточная смесь по изобретению, содержащая (D) сшивающий агент, представляет собой предпочтительно маточную смесь, содержащую только один вид (D) сшивающего агента, такой как только сера, или только ускоритель вулканизации. Однако, когда не происходит изменений качества при получении и хранении, она может представлять собой маточную смесь, содержащую два или более типов (D) сшивающих агентов для простоты.
В одном из вариантов использования маточной смеси (G) компонент может быть герметично закрыт в упаковочный материал, такой как лист или пленка, состоящий из (А) компонента или (А) и (В) компонентов, и также использоваться в качестве маточной смеси по изобретению.
Описанные выше (G) функциональные соединения могут использоваться либо по отдельности, либо в виде комбинации двух или более из них. Однако комбинация двух или более типов соединений таким образом, чтобы они взаимодействовали друг с другом или изменяли качество во время условий получения и обычных условий хранения маточной смеси, является нежелательной.
Что касается соотношения компонентов смеси для описанных выше соединений (А) и (G) в маточной смеси по изобретению, содержащей (А) компонент и (G) компонент, соотношение (А) компонент/(G)компонент составляет 2-95/98-5% по весу, предпочтительно 10-90/90-10% по весу и более предпочтительно 10-60/90-40% по весу [при условии, что (A)+(G)=100% по весу].
Когда содержание (А) компонента в смеси составляет менее 2% по весу [содержание (G) компонента превышает 98% по весу], композиция обладает плохой текучестью при получении маточной смеси, приводя к неудовлетворительной дисперсности функционального соединения, кроме того, необходимо оборудование для процесса перемешивания и требуется продолжительное время в качестве времени обработки. С другой стороны, когда его содержание превышает 95% по весу [содержание (G) компонента менее 5% по весу], концентрация функционального соединения является разбавленной. Следовательно, необходимо добавлять маточную смесь в больших количествах для проявления эксплуатационных характеристик. Соответственно возникает проблема, касающаяся экономической эффективности. Кроме того, когда маточную смесь добавляют в больших количествах, влияние основного вещества не является пренебрежимым, что вызывает проблему.
Для получения определенного соотношения компонентов в маточной смеси по изобретению, содержащей (А) компонент, (В) компонент и (G) компонент, приготовление смеси осуществляют, регулируя общее количество (А) компонента и (В) компонента вместо вышеуказанного (А) компонента. Не является необходимым, чтобы (В) компонент использовался вместе с (А) компонентом. Они могут быть добавлены по отдельности для получения одной маточной смеси или отдельных маточных смесей.
Что касается способа получения маточной смеси по изобретению, получают смесь вышеуказанных (A) и (G) компонентов и, при необходимости, (В) компонента и других добавок, таким образом имея возможность получить маточную смесь. Что касается способа получения смеси, вышеуказанные компоненты могут быть добавлены все сразу и перемешаны с помощью смесителя, или добавлены по частям и перемешаны. Что касается смесителей, здесь могут использоваться различные вальцовые устройства, пластикаторы, экструдеры, смесители и тому подобное.
Что касается формы маточной смеси, она может быть получена в виде различных форм, таких как таблетка, гранула, частица, в виде стружки, в виде стержней, фольги, в листовой и ленточных формах. Однако таблеткообразная маточная смесь является предпочтительной с точки зрения автоматического дозирования, а в случае смешивания на вальцах маточная смесь в виде листа является предпочтительной.
В таком случае температура смешивания обычно составляет от 40 до 110°С, и предпочтительно от 50 до 100°С.
Ламинаты
Изобретение относится к ламинату, в котором слой смолы, содержащей вышеуказанный (А) компонент или композицию на его основе, наслаивают на слой основы.
Материалы слоя основы, составляющей ламинаты по изобретению, включают пластики, каучук, металлы, такие как стальные пластины, дерево, бумагу, ткань, бетон, камень и тому подобные, и предпочтительными являются металлы. Кроме того, форма слоев основы включает плоскую, трехмерную, точечную, сетчатую, линейную, винтообразную, сферическую, вогнутую и выпуклую формы и их совместное применение или их комбинацию. Конкретные примеры слоев основы включают стальные пластины для автомобилей и тому подобное. Толщина слоя основы предпочтительно составляет от 0,2 до 2 мм и более предпочтительно от 0,3 до 1,8 мм.
Твердость, измеренная в соответствии с JIS K 6301 (тип C), сшитого продукта слоя смолы, используемого в ламинате по изобретению, предпочтительно составляет от 50 до 98 и более предпочтительно от 60 до 96. Когда она меньше 50, вибрационно-гасящие свойства и усиливающие стальной лист свойства не удовлетворяют содержанию настоящего патента. С другой стороны, превышение величины 98 приводит к уязвимости, которая неблагоприятным образом вызывает проблему повреждения при фактическом использовании. Твердость сшитого продукта легко можно регулировать с помощью (D) сшивающего агента.
Слой смолы, используемый по изобретению, является превосходным по способности к прикреплению. Такая способность к прикреплению измеряется с помощью способа, представленного в примерах, и угол при вершине установленной балки, к которой прилегает слой смолы, предпочтительно составляет от 30 градусов до 120 градусов и более предпочтительно от значения, меньшего 30 градусов до 120 градусов. Превышение 120 градусов приводит к плохой способности к прикреплению. Такая способность к прикреплению легко регулируется с помощью компонентов (А), (В), (D) и (E).
Ламинат по изобретению получают присоединением несшитого листа, полученного из вышеуказанного (А) компонента или его композиции на одну или на обе стороны основного слоя и проведением сшивания (и вспенивания) в теплоносителе. В качестве теплоносителя можно использовать горячий газ, такой как горячий воздух или горячий азот, горячую жидкость, такую как горячий жидкий парафин, горячие мелкоизмельченные частицы, такие как мелкоизмельченные стеклянные шарики и тому подобное. Среди других горячий газ, в частности горячий воздух, является предпочтительным. Кроме того, можно использовать микроволновое нагревание. Температура нагревания обычно составляет от 120 до 250°С и предпочтительно от 140 до 180°С, и время нагревания составляет от 15 до 120 минут и предпочтительно от 20 до 90 минут.
Толщина слоя смолы (сшитый пеноматериал), полученного сшиванием (вспениванием), обычно составляет от 0,1 до 20 мм и предпочтительно от примерно 0,2 до примерно 15 мм по толщине сухой пленки. Компонент (А) по изобретению или композиция на его основе являются превосходными по текучести и способности к прикреплению, так что достигается такой эффект, что полученный ламинат является превосходным по своим вибрационно-гасящим свойствам, звукоизолирующим свойствам, герметизирующим свойствам и усиливающим стальной лист свойствам.
В ламинате по изобретению допускается, чтобы слой асфальта находился между вышеуказанным основным слоем и слоем смолы, содержащим (А) компонент по изобретению или его композицию. Асфальт включает простой асфальт, оксидированный битум-нанесенный асфальт для вибрационно-гасящих материалов и тому подобные. Внедрение асфальтового слоя придает эффект содействия вибрационно-гасящим эксплуатационным качествам и снижение стоимости.
Толщина асфальтового слоя обычно составляет от 0,1 до 20 мм и предпочтительно от 0,2 до 15 мм.
Способы получения ламината (способы заполнения зазора)
Способы получения ламината по изобретению (способы заполнения зазора) включают, например, способ, включающий следующие стадии (1)-(3). (1) Лист, полученный из (А) компонента по изобретению или из композиции на его основе присоединяют к одной или к обоим лицевым поверхностям основного слоя, такого как металл, имеющий одну поверхность или поверхности противоположные друг другу. (2) Основные слои ламинируют друг с другом с помощью присоединенных листов по типу сандвича. (3) Проводят сшивание и вспенивание в тех же условиях нагревания, как описано выше для заполнения определенного зазора.
Кроме того, способы заполнения зазора по изобретению включают способ заполнения слоем смолы зазора, такого как вогнутая часть, образованная основным слоем, с помощью таких средств, как присоединение или фиксирование и сшивание и вспенивание заполненного слоя смолы в тех же условиях нагревания, как описано выше; способ сжимания уже образованного губчатого слоя с открытыми ячейками внутри слоя смолы, позволяя ему, таким образом, способствовать вспениванию, способ нанесения основного слоя на нижнюю часть слоя смолы таким образом, что слой смолы рационально вспенивается в случае вспенивания по вертикальной плоскости, предотвращая, таким образом, провисание и тому подобные.
В соответствии со способом заполнения зазора по изобретению слой смолы по изобретению может заполнять зазор, проявляя звуконепроницающее, звукопоглощающее, звукоизолирующее и теплоизолирующее действие. Степень расширения сшитой пены составляет от 1,5 до 30 раз и предпочтительно от 2 до 25 раз.
Примеры
Ниже будут проиллюстрированы конкретные варианты осуществления, в которых применяется настоящее изобретение. Изобретение не следует рассматривать как ограниченное следующими примерами, и без оговорок следует, что возможны любые изменения в рамках объема изобретения, не отступая от его сути. Различные измерения в примерах основаны на следующих способах и "части" означает части по весу, если не указано другого.
Различные измерения в примерах основаны на следующих методиках:
(1) Содержание 1,2-винильной связи
Содержание измеряли методом инфракрасной спектроскопии (метод Мореро)
(2) Средневесовой молекулярный вес (Mw)
Mw определяли в переводе на полистирол способом гель-проникающей хроматографии (ГПХ) (тип 244, производимый Waters Co.).
(3) Износостойкость (сопротивление износу)
Для примеров 1-5 и сравнительного примера 1 оценивали количество износа в стандарте DIN (мм3).
Для примеров 21-27 и сравнительных примеров 20-26 композицию формовали прессованием при температуре формования 160°С при 100 кгс/см2, и измерение проводили на основании стандарта DIN 53516. Что касается условий измерения, гранулярность составляла 60, скорость вращения барабана - 40 об/мин, нагрузка составляла 10 Н, и расстояние движения составляло 40 м. Оценочное критерии были следующими: менее 200. 0: от 200 до менее, чем 300.: от 300 до менее, чем 400. ×: 400 или более.
Для примеров 28-30 и сравнительных примеров 27-29 измерение проводили способом истирания Акрона с использованием вращающегося тестера для испытаний на абразивный износ при следующих условиях:
Оценка твердого вещества: 6 фт2, угол: 15 градусов, 1000 циклов.
Оценка губчатого вещества: 2 фт2, угол: 15 градусов, 2000 циклов.
Оценочные критерии износостойкости способом истирания Акрона были следующими:
Оценка твердого вещества: (см3/1000 циклов); : менее 0,3. 0: от 0,3 до 0,49.: от 0,5 до 0,69. ×: 0,7 или более.
Оценка губчатого вещества: (см3/2000 циклов); : менее 0,4. 0: от 0,4 до 0,49.: от 0,5 до 0,69. ×: 0,7 или более.
(4) Скорость течения расплава (MFR) (технологичность)
В соответствии с ASTM D1238 проводили измерение при температуре измерения 150°С. Единица измерения составляет г/10 мин. Нагрузка составляла 2,16 кг для примеров 1-5 и сравнительного примера 1, 5 кг для примеров 12 и 13 и сравнительных примеров 5 и 6, и 21,2 Н для примеров 16-18 и 21-42 и сравнительных примеров 9-13 и 20-43. Оценочные критерии были следующими: : 4 или более. 0: от 3 до значения меньше 4.: от 2 до значения, меньше 3. ×: меньше 2.
(5) Внешний вид при формовании
Для примеров 6-10, 21-27 и сравнительных примеров 2, 3 и 20-26, оценивали визуально потеки, шероховатость поверхности, кистевание, серебрение, подсинивание и тому подобное на поверхности формованного изделия, полученного литьем под давлением в следующих условиях формования. Условия формования были следующими: формовочная машина, формовочная машина поточно-шнекового типа, форма: плоская пластина с непосредственным отверстием в форме для лития 2×70×150 мм (толщина × ширина × длина), температура формования: 150°С, давление прессования: 660 кг/см2, контроль потока: средний, впрыскивание: 10 секунд, охлаждение: 50 секунд и температура формы: 30°С.
Оценочное критерии были следующими: : Представлен прекрасный внешний вид. 0: Пригодный, но более плохой по вышеуказанным характеристикам.: Слегка недостаточный. ×: Непригодный к употреблению, дефектный.
Для примера 11 и сравнительного примера 4 смешанный гранулированный продукт расплавляли при следующих условиях и оценивали внешний вид тонкостенного формованного изделия.
Условия формования были следующими: машина для литья под давлением: IS17FA3 (производитель Toshiba Machine Co., Ltd.), форма: форма с полостью 1,5×80×150 мм (толщина × ширина × длина) (точечное отверстие в форме для литья), температура формования: 140°С, температура формы: 20°С, первичное давление впрыскивания: 140 кгс/см2 (избыточное давление), скорость впрыскивания: средняя скорость и охлаждение: 20 секунд.
Оценочное критерии были следующими: : Совсем не наблюдалось как швов, так и потеков, и имелся прекрасный внешний вид формованного изделия. 0: Шов был незаметен, но наблюдались некоторые потеки.: Наблюдались некоторые швы и потеки. ×: Наблюдались заметные швы и потеки.
Для примеров 19 и 20 и сравнительных примеров 14-19. оценивали технологичность с помощью внешнего вида формованного изделия.
Условия формования были следующими: формовочная машина: формовочная машина для литья под давлением, температура цилиндра: 230°С, температура формы: 30°С, и форма: листоподобная полость 2 мм толщины.
Внешний вид формованного изделия оценивали визуально. : совсем не наблюдалось потеков, хороший. ×: Наблюдались потеки, неудовлетворительный.
Для примеров 31-36 и сравнительных примеров 30-35 внешний вид поверхности (вспененного) образца для оценки для оценки степени расширения, описанной ниже, оценивали в соответствии со следующими критериями: : Редко наблюдается обезгаживание при вспенивании и имеется круглая коническая форма. 0: Заметно обезгаживание при вспенивании, но имеется круглая коническая форма.: Заметно обезгаживание при вспенивании и вспененная форма плохая. ×: Обезгаживание велико, и вспенивание почти не осуществлялось.
(6) Температура хрупкого разрушения при ударе.
С использованием вышеуказанного формованного изделия, полученного литьем под давлением, в качестве тестируемого образца проводили измерение в соответствии со способом JIS K 6261. Единицы измерения °С.
(7) Высвобождение из формы
Лист пластицированной композиции, доведенный до размеров 2,3-2,4×19×99 мм (толщина × ширина × длина), помещали на твердую хромовую пластинчатую нижнюю форму размерами 2×20×100 мм, где часть нижней лицевой поверхности листа была покрыта пленкой размерами 0,1×21×20 мм, высвобождающей фтор, помещенной вдоль короткого 20 мм конца полости, и другую пленку, высвобождающую фтор, помещали на всю поверхность на верхнюю часть листа. После этого помещали на нее верхнюю пластину формы, форму устанавливали на тепловой стенд, стабилизированный при 160°С, верхней ступени компрессионной формовочной машины (50 тонн) и нагревали без давления в течение 10 минут (компрессионное формование).
Форму вводили на охлаждающий стенд, стабилизированный при 20°С, нижней ступени компрессионной формовочной машины, и охлаждали для отверждения при 150 Кгс/см2 (избыточное давление) в течение 10 минут.
После фиксирования нижней формы форму открывали и удаляли верхнюю высвобождающую пленку.
Конец листа той части, где нижняя поверхность была покрыта высвобождающей пленкой, вынимали, и образовывалось отверстие, имеющее диаметр 2 мм.
Крючок пружинного баланса, имеющего максимальную нагрузку 1 кг, навешивали в отверстие и прямо тянули вниз (направление отделения 90 градусов) для измерения первоначальной нагрузки отделения.
Использовали полученное значение нагрузки отделения.
Оценочные критерии были следующими: 0: менее 50 г/20 мм.: От 50 до 199 г/20 мм. ×: 200 г/20 мм или более.
(8) Твердость
Лист пластицированной композиции помешали на форму, имеющую размер полости 2х130х140 мм (толщина × ширина × длина) и закрывали верхнюю часть формы. Затем проводили компрессионное формование таким же способом, как описано выше для оценки вынимаемости из формы (7), для получения формованного изделия. После хранения при 23±2°С в течение 16 часов четыре сформованных листа помещали один на другой и твердость их поверхности измеряли с использованием тестера твердости по Шору D с помощью тестера твердости JIS A.
Для примеров 21-27 и сравнительных примеров 20-26 мягкость оценивали на основании JIS K 6301 (тип А) для образца, использованного для оценки внешнего вида при формовании.
Оценочные критерии были следующими:: менее 80. 0: от 80 до меньше, чем 90.: От 90 до меньше, чем 95. ×: 95 или более.
(9) Предел прочности на разрыв
С использованием формованного изделия, полученного компрессионным формованием таким же образом, как описано выше для оценки вынимаемости из формы (7), измеряли предел прочности на разрыв на основании JIS K 6251.
(10) Удлинение при разрыве
С использованием формованного изделия, полученного компрессионным формованием таким же образом, как описано выше для оценки вынимаемости из формы (7), измеряли удлинение при разрыве на основании JIS K 6251.
(11) Свойство выпотевания
Формованное изделие, полученное компрессионным формованием таким же образом, как описано выше для оценки вынимаемости из формы (7), оставляли храниться в термостате при 50°С в течение 10 часов и оценивали внешний вид формованного изделия. Оценочные критерии были следующими: 0: На поверхности листа невооруженным глазом не наблюдалось выпотевания и при прикосновении не было липкого ощущения.: На поверхности листа невооруженным глазом не наблюдалось выпотевания, но при прикосновении было ощущение липкой поврехности. ×: Выпотевание наблюдалось на поверхности листа невооруженным глазом и ощущение липкости было существенным.
(12) Свойства окрашивания.
Для примеров 12 и 13 и сравнительных примеров 5 и 6, принимая в качестве стандарта цвет смеси из 100 частей полиэтилена (YF-30, производимый Nippon Polyolefin Co., Ltd.) и 0,5 части красного оксида железа, измеряли различие в цвете с использованием формованного изделия, полученного компрессионным формованием таким же способом, как описано выше в (7).
Для примеров 16-18 и 21-30 и сравнительных примеров 9-13 и 20-29, принимая в качестве стандарта цвет листа толщиной 2 мм, который прокатывали с помощью двух открытых вальцов, полученного смешиванием 1% кобальта синего (производимого Kyoritsu Kagaku K.K.) с полистиролом, превосходным по прозрачности (G120K, производимый Nippon Polystyrene Co., Ltd), измеряли разницу в цвете. Оценочное критерии были следующими: 0: Разница в цвете относительно стандартного цвета составляла менее 1,5.: Разница в цвете относительно стандартного цвета составляла от 1,5 до 3,0. ×: Разница в цвете относительно стандартного цвета превышала 3,0.
(13) Способность переноса рисунка
Соответствующие компоненты смешивали в долях, представленных в таблице, с помощью смесителя под давлением, получая композицию. Использовали вальцовое устройство, имеющее поверхность валка с "текстурным рисунком" (три вида - резкий, средний и мелкий) определенной резкости для оценки переносимости рисунка; лист (толщина 2,5 мм), на который переносили рисунок, получали из полученной композиции и поверхность листа оценивали визуально. Оценочное критерии были следующими: 0: Все три типа рисунков переносились.: Из трех типов рисунков мелкий рисунок переносился неудовлетворительно. ×: Из трех типов рисунков мелкий и средний рисунок переносились неудовлетворительно.
(14) Пространственная стабильность
Лист, полученный в (13) для описанного выше переноса рисунка, нарезали на квадраты с боковой стороной 40 см и нагревали при 60°С в течение 2 часов. После погружения в воду при обычной температуре в течение 2 часов их опять нагревали при 60°С в течение 2 часов. После охлаждения до обычной температуры измеряли пространственные размеры. Определяли и указывали степень изменения (%) пространственных характеристик перед и после описанной выше обработки. Более низкое значение показывает лучшую пространственную стабильность.
(15) Гибкие свойства
Лист, полученный в (13) для описанного выше переноса рисунка, нарезали на квадраты с боковой стороной 40 см и оставляли храниться при атмосферной температуре 5°С в течение 2 часов. Лист сгибали на 180 градусов и через 3 минут оценивали присутствие или отсутствие трещины на согнутой части. Оценочные критерии были следующими: 0: Трещин не наблюдалось. ×: Наблюдалась трещина.
(16) Свойства оборачиваемости вокруг валков
Использованный валок: лабораторная 10-дюймовая валковая машина для тестирования, температура поверхности: 90±5°С, расстояние между валками: 2,0 мм, направляющая ширина: 250 мм, число циклов: фронтальный валок/задний валок = 24 оборота в минуту/20 оборотов в минуту.
Параметр оценивали по времени, требуемому для того, чтобы 1 кг соединения, охлажденного до комнатной температуры, тесно оборачивался вокруг валка. Оценочные критерии были следующими:: Соединение оборачивается вокруг валков в течение 5 минут. 0: Соединение оборачивается вокруг валков в течение времени, превышающего 5 минут, но в пределах до 7 минут.: Соединение оборачивается вокруг валков в в течение времени, превышающего 7 минут, но в пределах до 10 минут. ×: Соединение не оборачивается вокруг валков за 10 минут.
(17) Формуемость
Ее оценивали по толщине тонкого слоя, образующегося за время сшивания с использованием формы 2×150×150 мм (толщина × ширина × длина). Оценочные критерии были следующими:: 0,02 мм или менее. 0: Более 0,02 мм до 0,05 мм.: Более 0,05 мм до 0,08 мм. ×: Более 0,08 мм.
(18) (Линейная) степень расширения
Оценивали линейную (в линейном направлении) степень расширения в направлении ширины образца, сшитого, вспененного и оставленного стоять в течение дня и ночи. Принимается во внимание длина (220 мм) в направлении ширины образца перед сшиванием и вспениванием. Используемая форма 8×120×220 мм (толщина × ширина × длина).
(19) Степень расширения (заполнение зазора)
Оценивали степень толщины сшитого, вспененного и оставленного храниться в течение дня и ночи продукта. Учитывали толщину образца перед сшиванием и вспениванием. Основным фактором (заполнение зазора) степени расширения является вязкость при вспенивании, так что корреляция с текучестью (MFR) вспениваемой композиции была значительной. Соответственно это также становилось индексом текучести композиции. Оценочные критерии были следующими:: в 10 раз или более. 0: от 5 раз до менее чем в 10 раз.: от 2 раз до менее чем в 5 раз. ×: менее чем в 2 раза.
(20) Плотность
Она основана на стандарте JIS K 7112. Оценочные критерии в таблицах 8-10 были следующими: (единица - г/см3): 0: 0,940 или менее.: 0,941-0,950. ×: 0,951 или более.
(21) Термостойкость
На основании стандарта ASTM D1525 измеряли температуру размягчения Виката (Vicat)
(22) Остаточная деформация при сжатии
На основании стандарта JIS K 6262. Условия составляли 70°С и 22 часа.
(23) Гибкость
На основании стандарта JIS K 6253, образец, имеющий твердость, превышающую 98, принимали как ×: (неудовлетворительный), и образец, имеющий твердость 98 или менее принимали как 0 (хороший).
(24) Прочность сшивания
На основании стандарта JIS K 6301, пружинный тест прочности (тип С). Оценочные критерии были следующими:: 70 или более. 0: 60-69.: 50-59. ×: менее 50.
(25) Способность к прикреплению (индекс текучести образца)
Стальные пластины, имеющие длину 150 мм, ширину 100 мм и толщину 1 мм, обрабатывали до конической формы, имеющей углы при вершине 30°, 45°, 60°, 90° и 120° соответственно. Образец помещали на каждый угол при вершине и оценивали состояние, в котором образец прилегал к углу при вершине. Оценочные критерии были следующими:: Образец прилегал к углу от 30° до угла менее 120°, и визуальная форма образца имела хороший вид. 0: Образец прилегал к углу от 45° до угла менее 120°, и визуальная форма образца имела хороший вид.: Образец прилегал к углу от 90° до угла менее 120°, и визуальная форма образца имела хороший вид. 50-59. ×: Образец не прилегал к углу менее 120°.
(26) Прилипание к стальной пластине (масляная поверхность)
Антикоррозийное масло наносили на стальную пластину, имеющую гладкую поверхность (наносили три раза с помощью марли импрегнированной маслом до такой степени, что масло не скапывало с нее), помещали на нее образец 2×40×40 мм (толщина × ширина × длина) и проводили обработку (сшивание и вспенивание при атмосферном давлении при 150°С в течение 30 минут). Затем образец, оставленный предварительно при комнатной температуре в течение 2 часов, отделяли с силой 3 кг/см2 со скоростью 50 мм/мин. Оценочные критерии были следующими:: Когезионное разрушение происходило без отделения на поверхности раздела. 0: Когезионное разрушение почти происходило, хотя частично происходило отделение на поверхности раздела.: Наполовину происходило разрушение поверхности раздела. ×: Происходило разрушение всей поверхности раздела.
(27) Вибрационно-гасящие свойства
С использованием ламината SPC стальная пластина/вспененный асфальт/слой смолы (0,8 мм толщиной/3 мм толщиной/2 мм толщиной), определяли коэффициент потерь методом импеданса (JAS метод). Оценочные критерии были следующими:: 0,4 или более. 0: 0,3-0,39.: 0,2-0,29. ×: Менее 0,2.
(28) Тест способности к подгонке (оценка текучести сшитого образца)
Образец 2×100×100 мм (толщина × ширина × длина) помещали на 1 мм стальную пластину (обеспеченную поддерживающими штырями) с вырезанным круговым отверстием диаметром 60 мм и оценивали текучесть сшитого образца при условиях 150°С × 30 минут. Оценку проводили по расстоянию между поверхностью образца, приклеенного к стальной пластине, и вершиной, которая провисала в отверстие.
Оценочные критерии были следующими:: Превышает 15 мм. 0: от 10 до 15 мм.: от 5 до 10 мм. ×: Менее 5 мм.
(29) Блокирующие свойства (свойства образовывать блок) маточной смеси
Гранулированный продукт упаковывали в пластиковый мешок и оставляли храниться в термостате при 40°С в течение 1 недели, при постоянной нагрузке (25 г/см2) для оценки блокирующих свойств. Оценочные критерии были следующими: 0: Образования блока не происходило. ×: При хранении происходило образование блока.
(30) Форма маточной смеси (листы и шарики)
Форму маточной смеси оценивали в соответствии со следующими критериями оценки: 0: Хорошая (функциональный материал образует единое целое, лист является мягким, внешняя форма и вид шариков являются однородными).: Несколько хуже (хотя функциональный материал образует единое целое, внешняя форма и вид шариков являются не однородными). ×: Неудовлетворительная (фиксация функционального материала недостаточная и внешняя форма и вид шариков являются не однородными).
(31) Дисперсность маточной смеси для каучука (в вальцовой операции)
Следующее соединение SBR оборачивали вокруг 10-дюймового валка (температура валка: 50°С) и добавляли сшивающую (отверждающую), ускоряющую вулканизацию маточную смесь для оценки диспергируемости. 100 частей соединения SBR (SBR 1500, произведенный JSR Corporation), 50 частей сажи HAF, 9 частей ароматического технологического масла (Diana Process Oil AH-58, производимое Idemitsu Kosan Co., Ltd.), 3 части стеариновой кислоты и 4 части оксида цинка №1. Оценочные критерии были следующими: Равномерная дисперсность означает состояние, в котором не остается "рыбьего глаза", когда накатанный лист, полученный при 0,5 мм зазоре для листа, освещают флуоресцентной лампой для визуального наблюдения состояния дисперсии. 0: Хорошая (листовая или шаровая форма исчезают сразу же после добавления маточной смеси, которая равномерно диспергируется в вальцовой операции в течение 1 минуты).: Несколько хуже (в вальцовой операции в течение примерно 1 минуты после добавления маточной смеси частично сохраняется форма листа или шарика, и маточная смесь равномерно диспергируется в течение 3 минут, свыше 1 минуты). ×: Неудовлетворительная (лист или шарики не исчезают даже когда вальцовую операцию проводят в течение 3 минут после добавления маточной смеси).
Далее, компоненты, используемые в примерах и сравнительных примерах, представляют собой следующие:
(а-1) полибутадиен, полученный в нижеследующем ссылочном примере 1, количество 1,2-винильной связи=93%, Mw=примерно 400000;
(а-2) RB820: производимый JSR Corporation, синдиотактический-1,2-полибутадиен, количество 1,2-винильной связи=92%, Mw=примерно 170000, MFR=3;
(a-3) RB830: производимый JSR Corporation, синдиотактический 1,2-полибутадиен (количество 1,2-винильной связи=92%, Mw=примерно 170000, MFR=3);
(a-4) RB810: производимый JSR Corporation, синдиотактический 1,2-полибутадиен (количество 1,2-винильной связи=92%, Mw=примерно 170000, MFR=3)
(e) Масляные наполнители
(е-1) Технологическое масло Diana PS-32 (производимое Idemitsu Kosan Co., Ltd.), парафиновое технологическое масло, V.G.C.=0,8133;
(е-2) Технологическое масло Diana PW-380 (производимое Idemitsu Kosan Co., Ltd.), парафиновое технологическое масло, V.G.C.=0,7972;
(e-3) Fukkol FLEX #2050N (производимое Fuji Kosan Co., Ltd.) нафтеновое технологическое масло, V.G.C.=0,8376;
(е-4) Технологическое масло Diana АН-58 (производимое Idemitsu Kosan Co., Ltd.), ароматическое технологическое масло, V.G.C.=0,7972;
(В) Другие полимеры
(В-1) TR1600: производимый JSR Corporation, маслонаполненный стирол-бутадиен-стирольный блоксополимер, количество связанного стирола (ST)=32%, количество маслонаполнения 45 PRH, разновидности масла = разновидности парафина, MFR (на основе ASTM D1238, 200°C, 5 кг) = 18,5 г/10 мин.
(В-2) TR1600: производимый JSR Corporation, маслонаполненный стирол-бутадиен-стирольный блоксооплимер, количество связанного стирола (ST)=45%, количество маслонаполнения 50 PRH, разновидности масла = разновидности парафина, MFR (на основе ASTM D1238, 200°C, 5 кг) = 10,5 г/10 мин.
(В-3) TR1000: производимый JSR Corporation, маслонаполненный стирол-бутадиен-стирольный блоксооплимер
(В-4) HSR0061: производимый JSR Corporation высокостирольный каучук
(В-5) IR2200:: производимый JSR Corporation полиизопреновый каучук, Mw=800000
(В-6) SBR1502: производимый JSR Corporation полистиролбутадиеновый каучук, количество связанного стирола (ST)=23,5%, Mw=450000
(В-7) LF25R: производимый Nippon Polychem Corp., полипропилен, MFR=23 г/10 мин
(В-8) ЕР504ЕС: производимый JSR Corporation, олефиновый каучук
(В-9) 120К: производимый Nihon Polystyrene Co., Ltd., полистирол
(В-10) TR2000: производимый JSR Corporation, стирол-бутадиеновый блокполимер, количество связанного стирола (ST)=40%, многоблочного типа
(В-12) R-45M: производимый Idemitsu Petrovhemical Co., Ltd., жидкий полибутадиен, Mn = от 3000 до 4000
(В-13) SBR1507: производимый JSR Corporation стирол-бутадиеновый каучук, количество связанного стирола (ST)= 23,5%, вязкость Муни =35 (ML1+4, 100°C)
(В-14) SBR 1500: производимый JSR Corporation стирол-бутадиеновый каучук, количество связанного стирола (ST)= 23,5%, вязкость Муни =52 (ML1+4, 100°C)
Наполнители
Карбонат кальция тяжелый (CaCO3): производимый Nitto Funka Kogyo K.K., средний размер частиц 5 мкм
Карбонат кальция легкий (CaCO3): производимый Shiraishi Kogyo Kaisha, Ltd., торговая марка "SilverW", средний размер частиц 1,4 мкм
Карбонат кальция (CaCO3): производимый Maruo Calcium Co., Ltd., "Super S", поглощение масла 23 см3/100 г, средний размер частиц 1,8 мкм
Слюда: производимая Repco, Inc., чешуйчато-подобный наполнитель (средняя длина 150 мкм, средняя толщина 5 мкм)
Диоксид кремния: производимый Nippon Silica Industrial Co., Ltd., Nipseal VN3
Тяжелая глина: производимая Vanderbilt (США), Dixie Clay
Тальк (гидратированный силикат магния): производимый Nippon Talc Co., Ltd., Talc SW
FEF сажа: производимая Asahi Carbon Co., Ltd., Asahi #60
HAF сажа: производимая Asahi Carbon Co., Ltd., Asahi #70
Битум
Простой асфальт: производимый Showa Shell Sekiyu K.K., проницаемость от 60 до 80
Активные агенты
Оксид цинка: производимый Sakai Chemical Industry Co. Ltd., Оксид цинка №1
Оксид цинка: производимый Sakai Chemical Industry Co. Ltd., Оксид цинка №2
Диэтиленгликоль: производимый Nippon Shokubai Kagaku Kogyo Co., Ltd., SG 1.18
Антиоксиданты
TNT (тринонилированный фенилфосфит): производимый Ouchishinko Chemical Industrial Co., Ltd., NOCRAC TNP
BHT (2,6-ди-трет-бутил-4-метилфенол): производимый Ouchishinko Chemical Industrial Co., Ltd., NOCRAC 200
Органические пероксиды
Перкумил D (дикумилпероксид): производимый Nippon Oil and Fats Co., Ltd., период полураспада; 117°С
Perhexa 25B-40 (2,5-диметил-2,5-ди(трет-бутилперокси)гексан): производимый Nippon Oil and Fats Co., Ltd., период полураспада; 118°C
Perhexa 3М (1,1-ди-трет-бутилперокси-3,3,5-триметилциклогексан): производимый Nippon Oil and Fats Co.,
Ltd., период полураспада; от 90 до 95°С
Многофункциональный мономер
Hicross М (триметилолпропан триметакрилат), производимый Seiko Chemical Co., Ltd.
Вспенивающая вспомогательная добавка
Cellpaste K5: производимый Eiwa Chemical Ind., Co. Ltd.
Вспенивающие агенты
ADCA:азодикарбонамид, производимый Eiwa Chemical Ind., Co. Ltd, Vinyfor AC #3
DNPT: динитрозопентаметилентетраамин, производимый Eiwa Chemical Ind., Co. Ltd, Cellular D
Вулканизирующие (сшивающие) агенты
Порошок серы (нерастворимая): производимый Tsurumi Chemical Ind. Co., Ltd., порошок серы "Golden Flower"
Ускорители вулканизации (сшивающие вспомогательные добавки)
MBTS (дибензотиазилдисульфид): производимый Ouchishinko Chemical Industrial Co., Ltd., Nocceler DM
TMTD (тетраметилтиурамдисульфид): производимый Ouchishinko Chemical Industrial Co., Ltd., Nocceler ТТ
МВТ (2-меркаптобензотиазол): производимый Ouchishinko Chemical Industrial Co., Ltd., Nocceler М
CBS (N-циклогексил-2-бензотиазилсульфенамид): производимый Ouchishinko Chemical Industrial Co., Ltd., Nocceler CZ
Смазочные агенты
Стеариновая кислота: производимая Asahi Denka Kogyo K.K., температура плавления 71-72°С, белый порошок
Ссылочный пример 1 (получение (а-1))
В вертикальный реакторный сосуд, имеющий внутренний объем 20 литров и оборудованный мешалкой, добавляли 8000 г смешанного растворителя циклогексан/н-гептан (весовое соотношение: 80:20) и 1600 г 1,3-бутадиена и с помощью шприца добавляли 6,58 г раствора метилалюмоксана в толуоле (молярное соотношение 1,3-бутадиен/Al: 1350) и 1,50 г раствора бис[трис(4-метилфенил)фосфин]дихлорида кобальта в хлористом метилене (молярное соотношение 1,3-бутадиен/Со: 180000). Затем начинали полимеризацию при температуре полимеризации 45°С. После проведения реакции в течение 120 минут вводили небольшое количество этанола, содержащего 2,6-ди-трет-бутил-п-крезол в качестве соединения, обрывающего цепь полимеризации, заканчивая таким образом реакцию полимеризации. Выход полученного полимера (а-1) составлял 90% (вес полимера 1,44 кг). Молекулярная масса полимера (а-1) составляла примерно 400000, а содержание 1,2-винильной связи было 93%.
Пример 1
В 5-литровый SUS-изготовленный реактор, оборудованный мешалкой, помещали 2000 г (300 г в виде полимера (а-1)) раствора полимера, полученного в ссылочном примере 1, и далее добавляли 52,9 г (е-1) в качестве (e) масляного наполнителя. Смесь равномерно перемешивали. Затем с использованием устройства для удаления растворителя проводили отгонку низкокипящих фракций водяным паром в течение примерно одного часа. После охлаждения массы полимера ее сушили, получая (А-1) маслонаполненный 1,2-полибутадиен, имеющий определенное количество маслонаполнения, представленное в таблице 1. Результаты представлены в таблице 1.
Примеры 2-5 и сравнительный пример 1
C использованием полимерного раствора полимера (а-1), полученного в ссылочном примере 1, добавляли масляный наполнитель в соответствии с составами композиций, показанными в таблице, получая маслонаполненные 1,2-полибутадиены (А-2)-(А-5) таким же образом, как в примере 1. В сравнительном примере 1 к полимеру (а-1) не добавляли масляный наполнитель. Результаты представлены в таблице. Маслонаполненный 1,2-полибутадиен (А) (примеры 1-5) обладал превосходной износостойкостью и технологичностью. Напротив, износостойкость и технологичность образца сравнительного примера 1 были пониженными.
Примеры 6-10 и сравнительные примеры 2 и 3
Далее (В-1) TR1600 смешивали в качестве другого полимера (В) с маслонаполненными 1,2-полибутадиенами (А) соответственно, содержание которого составляло 20%, как показано в таблице 2, и оценивали внешний вид при формовании литьем под давлением. Показано, что внешний вид при формовании образца сравнительного примера 2, содержащего только (В-1) TR1600, был чрезвычайно плохим. Кроме того, в соответствии со сравнительным примером 3 показано, что для системы, в которой смешивали таким же образом, как в примерах, немаслонаполненный 1,2-полибутадиен (сам полимер (а-1)), внешний вид при формовании ухудшался по сравнению с примерами 6-10, в которых использовали компонент (А).
Износостойкость (количество износа в стандарте DIN) мм3
Примеры 11-15 и сравнительные примеры 4-8
Как показано в следующей таблице 3, (В-1) TR1600 смешивали в качестве другой термопластичной смолы с (А-2) маслонаполненным 1,2-полибутадиеном в соотношении, показанном в таблице (пример 11), получая композицию, наиболее подходящую для применения для крыльев автомобиля. В сравнительном примере 4 показана система, в которой в качестве немаслонаполненного 1,2-полибутадиена использовали (а-3) RB830. Он поддерживает температуру -50°С хрупкого разрушения при ударе, подходящую в случае применения для крыльев автомобиля, но является недостаточным для внешнего вида при тонкостенном формовании.
Далее, как показано в таблице 4, (B-2) TR1086 смешивали в качестве другой термопластичной смолы с маслонаполненным 1,2-полибутадиеном (А-2) в соотношении, показанном в таблице 4 (примеры 12 и 13), получая композицию, наиболее подходящую для применения при получении игрушек. В сравнительных примерах 5 и 6 показана система, в которой в качестве немаслонаполненного 1,2-полибутадиена использовали (а-3) RB830. Он обладает хорошими высвобождаемостью из форм, текучестью, механическими характеристиками и свойствами выпотевания, но недостаточными свойствами окрашивания.
Кроме того, как показано в таблице 4, (А-2) маслонаполненный 1,2-полибутадиен смешивали с (B-2) TR1086 в качестве другой термопластичной смолы, карбонатом кальция и слюдой в качестве наполнителей, технологическим маслом в качестве пластификатора в соотношении, показанном в таблице (примеры 14 и 15), получая композицию, наиболее подходящую для применения в качестве материала подложки. В сравнительных примерах 7 и 8 представлена система, в которой (a-2) RB820 использовали в качестве немаслонаполненного 1,2-полибутадиена. Она обладала твердостью, пространственной стабильностью и гибкими свойствами, подходящими для применения в качестве материала подложки, но недостаточными свойствами переноса рисунка.
Следующие далее продукты получали в качестве (А) компонента.
(А-6) маслонаполненный 1,2-полибутадиен: содержание 1,2-винильной связи = 90%, Mw=400000, количество (е-1) масляного наполнителя = 30%, (количество 1,2-полибутадиена = 70%, поскольку общее количество 1,2-полибутадиена и масляного наполнителя составляет 100%, количество 1,2-полибутадиена далее опущено), MFR=1,6.
(А-7) содержание 1,2-винильной связи = 90%, Mw=300000, количество (е-1) масляного наполнителя = 20%, MFR=4,5.
Примеры 16 и 17, сравнительные примеры 9-11 (смотри выше, компаундирование (приготовление смеси) твердых веществ), пример 18 и сравнительные примеры 12 и 13 (см. выше, компаундирование пористых веществ).
В соответствии с составами смесей, показанными в таблицах 5 и 6, агенты для смешивания за исключением сшивающего агента, ускорителя вулканизации и (вспенивающего агента) перемешивали с использованием смесителя Бенбери при температуре от 90 до 120°С в течение 5 минут, а затем добавляли определенные количества агентов с помощью 10-дюймовой тестирующего валкового устройства для получения несшитого соединения.
Полученное несшитое соединение формовали в виде определенной формы и сшивали с помощью пропаривающего (сшивающего) пресса 150Т в соответствии с условиями, показанными в таблицах для получения сшитого формованного изделия. Результаты представлены в таблицах 5 и 6.
В таблице 5 приведены примеры компаундирования смеси твердых веществ. Примеры 16 и 17 представляют собой примеры с использованием маслонаполненного RB (A-6) по изобретению, и при обработке снижение времени, необходимого для тесного оборачивания вокруг валка охлажденного до комнатной температуры соединения, приводит к устранению обычного недостатка - длительного времени обработки, по сравнению со сравнительными примерами 9 и 10, в которых использовали обычный (а-3) RB830. Кроме того, также для формуемости при сшивании мгновенно формованное изделие становится в основном тонким, так что пространственная точность формованного изделия улучшается. Кроме того, формованное изделие является превосходным по своим свойствам окрашивания и может использоваться для получения продуктов, для которых требуются яркие цвета. Что касается прочности на разрыв, термостойкости и остаточной деформации при сжатии, улучшающихся за счет сшивания, все образцы примеров 16 и 17 и сравнительных примеров 9 и 10 были хорошими и между ними не имелось различия.
В сравнительном примере 11 приведена несшитая композиция с использованием маслонаполненного RB (A-6) по изобретению, которая была хорошей в обработке аналогично образцам примеров. Однако сшивающее формование при условиях 160°С в течение 10 минут оказалось невозможным, поскольку композиция не содержала сшивающего агента. Следовательно, оказалось невозможным сформовать композицию, получая отказ при получении формованного изделия. Поэтому было невозможно оценить окрашивающие свойства. Как прочность на разрыв, так и термостойкость и остаточная деформация при сжатии, оцененные для несшитого формования, оказались неполноценными по сравнению с параметрами примеров, например, более низкими по прочности.
С другой стороны, в таблице 6 приведены примеры компаундирования смеси пористых веществ. Пример 18 представляет собой пример с использованием маслонаполненного RB (А-7) по изобретению и подобно случаю компаундирования твердых веществ технологичность образца также была хорошей для компаундирования смеси пористых веществ по сравнению со сравнительным примером 12, в котором использовали обычный (а-3) RB830. То есть уменьшение времени, необходимого для тесного оборачивания вокруг валка охлажденного до комнатной температуры соединения, приводит к устранению обычного недостатка - длительного времени обработки. Кроме того, также для формуемости при сшивании мгновенно формованное изделие становилось по существу тонким, так что пространственная точность формованного изделия улучшается. Кроме того, степень вспенивания увеличивалась при добавлении одного и того же количества вспенивающего агента благодаря превосходным вспенивающим свойствам маслонаполненного каучука (RB) (А-7) по изобретению. Это указывает на возможность уменьшения количества дорогого вспенивающего агента, что позволяет снизить стоимость единицы компаундирования. Что касается предела прочности на разрыв, то хорошими были образцы примера 18 и сравнительного примера 12, и между ними не имелось различия. В сравнительном примере 13 использовали несшитую композицию с использованием маслонаполненного RB (A-7), так что технологичность при обработке была хорошей подобно примерам. Однако сила для удерживания вспенивающего газа, генерируемого при разложении вспенивающего агента (вязкость для удерживания газа во время сшивания), была слабой, поскольку в смеси не содержалось серы и ускорителя вулканизации. Соответственно формование было невозможным в условиях 165°С и 10 минут, приводя к неудаче при получении вспененного формованного изделия, так что все оценки были невозможны.
1) Неспособен к формованию
2) Оценка невозможна
3) Измерение невозможно
Следующее было получено в качестве компонента (А)
(А-8) маслонаполненный 1,2-полибутадиен: содержание 1,2-винильной связи = 93%, Mw=400000, количество масляного наполнителя (е-1) = 20%, производится JSR Corporation, пробный продукт.
Примеры 19 и 20 и сравнительные примеры 14-19
В соответствии с композициями компаундирования, представленными в следующей таблице, соответствующие компоненты смешивали с использованием двухчервякового экструдера с диаметром 40 мм, получая шарики. С использованием данных шариков получали каждый кусок образца и оценивали его. Результаты представлены в следующей таблице.
Термопластичные полимерные композиции, содержащие маслонаполненный (А-8) RB вместе с олефиновой смолой (В-7) и олефиновой смолой (В-8) в определенном соотношении обладали превосходным пределом прочности на разрыв, образующимся внешним видом (технологичностью) и гибкостью.
(А-9) маслонаполненный 1,2-полибутадиен: содержание 1,2-винильной связи = 90%, Mw=200000, количество (е-1) масляного наполнителя = 15%, MFR=9.
(А-10) маслонаполненный 1,2-полибутадиен: содержание 1,2-винильной связи = 90%, Mw=400000, количество (е-1) масляного наполнителя = 50%, MFR=4.
(А-11) маслонаполненный 1,2-полибутадиен: содержание 1,2-винильной связи = 90%, Mw=170000, количество (е-1) масляного наполнителя = 50%, MFR=110.
Примеры 21-27 и сравнительные примеры 20-26
Примеры 21-27 и сравнительные примеры 20-26 представлены для характеристики в качестве обувной подошвы маслонаполненного RB и самого по себе немаслонаполненного RB в таблице 8. Каждый из RB непосредственно формовали с использованием машины для литья под давлением при определенных условиях и оценивали качество.
Примеры 21 и 22 представляют собой примеры с использованием маслонаполненного RB по изобретению, и они были превосходными по всем таким параметрам, как формуемость, свойства окрашивания, внешний вид при литье под давлением, гибкость, износостойкость и легкость по весу, важными для применения в обувной подошве, что показывает, что композиции являются значимо превосходными для применения в качестве обувной подошвы. Композиции являются прекрасными по формуемости, свойствам окрашивания, гибкости и износостойкости по сравнению с (а-2) RB820 и (a-3) RB 830, сравнительные примеры 20 и 21, так что примеры 21 и 22 являются предпочтительными. Что касается внешнего вида при формовании и легкости по весу, которые являются превосходными характеристиками RB, образцы как примеров 21 и 22, так и сравнительных примеров 20 и 21, являются хорошими, и между ними не имеется различия.
Примеры 23-27 и сравнительные примеры 22-26 представлены в таблицах 9 и 10.
В таблице 9 после перемешивания соответствующих компонентов с помощью одночервячного экструдера с отверстием вентиляционного типа диаметром 40 мм (шнек: фронтальный питатель) при температуре 120-140°С и гранулирования формовали шарики с использованием формовочной машины для литья под давлением и оценивали формованное изделие.
Примеры 23 и 24 представляют собой примеры с использованием маслонаполненного RB по изобретению, и в сравнительных примерах 22 и 23 показаны примеры с использованием существующих (а-2) RB820 и (а-3) RB830. Примеры являются предпочтительными, поскольку их образцы являются превосходными по формуемости, свойствам окрашивания и износостойкостью по сравнению с образцами сравнительных примеров. Что касается внешнего вида в результате литья под давлением и легкости по весу, которые являются преимуществами RB, образцы как примеров 23 и 24, так и сравнительных примеров 22 и 23 были хорошими, и между ними не имелось различия.
В таблице 10, после того как соответствующие компоненты были смешаны с использованием смесителя под давлением при температуре 120-150°С в течение 15 минут, полученную смесь гранулировали с использование лопасти питателя, установленной при 160°С. С использованием шариков получали формованием с использованием формовочной машины для литья под давлением при определенных условиях каждый образец для оценки и оценивали.
Примеры 25-27 представляют собой примеры с использованием маслонаполненного RB по изобретению, сравнительный пример 24 представляет собой пример с использованием существующего (а-3) RB830, сравнительный пример 25 представляет собой пример, в котором масло примера 27 (раствор смеси в линии после полимеризации) смешивали при обработке соединения, и сравнительный пример 26 представляет собой пример без использования RB.
По сравнению со сравнительными примерами 24-26 примеры 25-27 являются предпочтительными, поскольку полученные в них образцы были превосходными по формуемости, свойствам окрашивания, внешнему виду формованного литьем под давлением изделия и износостойкости, важными при применении обувной подошвы. Что касается гибкости (жесткости) и легкости по весу, как примеры, так и сравнительные примеры давали хорошие результаты, и между ними не имелось различия.
RB820
RB830
Следующее было получено в качестве компонента (А)
(А-12) маслонаполненный 1,2-полибутадиен: содержание 1,2-винильной связи = 90%, Mw=400000, количество (е-1) масляного наполнителя = 30%, MFR=1,6.
(А-13) маслонаполненный 1,2-полибутадиен: содержание 1,2-винильной связи = 90%, Mw=300000, количество (е-1) масляного наполнителя = 20%, MFR=4,5.
В соответствии с составом композиции, приведенным в следующих таблицах, компаундируемые агенты за исключением сшивающего агента, ускорителя вулканизации и (вспенивающего агента) перемешивали с использованием смесителя Бенбери при температуре от 90 до 130°С в течение 5 минут, а затем добавляли определенные количества агентов с помощью 10-дюймовой тестирующего валкового устройства для получения несшитого соединения.
Полученное несшитое соединение формовали в виде определенной формы и сшивали с помощью пропаривающего (сшивающего) пресса 150Т в соответствии с условиями, показанными в таблицах, для получения сшитого формованного изделия. Результаты представлены в следующих таблицах.
В таблице 11 приведены примеры компаундирования смеси твердых веществ. Примеры 28 и 29 представляют собой примеры с использованием маслонаполненного каучука (A-12) по изобретению, и при обработке снижение времени, необходимого для тесного оборачивания вокруг валка охлажденного до комнатной температуры соединения, приводит к устранению обычного недостатка - длительного времени обработки, по сравнению с обычным (а-3) RB830. Кроме того, также для формуемости при сшивании мгновенно формованное изделие становится по существу тонким, так что пространственная точность формованного изделия улучшается. Кроме того, формованное изделие является превосходным по своим свойствам окрашивания и может использоваться для получения продуктов, для которых требуются яркие цвета. Что касается износостойкости, улучшающейся за счет сшивания, все образцы примеров 28 и 29 и сравнительных примеров 27 и 28 были хорошими и между ними не имелось различия.
С другой стороны, в таблице 12 приведены примеры компаундирования смеси пористых веществ. Пример 30 представляет собой пример с использованием маслонаполненного каучука (А-13) по изобретению, и подобно случаю компаундирования твердых веществ при компаундировании смеси пористых веществ в процессе обработки время, необходимое для тесного оборачивания вокруг валка охлажденного до комнатной температуры соединения, уменьшалось, что давало возможность устранения обычного недостатка - длительного времени обработки, по сравнению с обычным (а-3) RB830. Кроме того, также для формуемости при сшивании мгновенно формованное изделие становилось по существу тонким, так что пространственная точность формованного изделия улучшалась. Кроме того, степень вспенивания увеличивалась при добавлении одного и того же количества вспенивающего агента благодаря превосходным вспенивающим свойствам маслонаполненного каучука (А-13) по изобретению. Это указывает на возможность уменьшения количества дорогого вспенивающего агента, что позволяет снизить стоимость единицы компаундирования. Что касается износостойкости сшитой композиции, образец примера был выше по качеству, чем образец сравнительного примера.
Следующее было получено в качестве компонента (А)
(А-14) маслонаполненный 1,2-полибутадиен: содержание 1,2-винильной связи = 90%, Mw=200000, количество (е-1) масляного наполнителя = 30%, MFR=11.
(А-15) маслонаполненный 1,2-полибутадиен: содержание 1,2-винильной связи = 90%, Mw=150000, количество (е-1) масляного наполнителя = 30%, MFR=15.
(А-16) маслонаполненный 1,2-полибутадиен: содержание 1,2-винильной связи = 90%, Mw=300000, количество (е-1) масляного наполнителя = 30%, MFR=5.
Примеры 31-36 и сравнительные примеры 30-35
В следующих таблицах примеры 31 и 32 и сравнительные примеры 30 и 31 относятся к ламинату, включающему основной слой, ламинированный связующим материалом смолы (слой смолы), примеры 33 и 34 и сравнительные примеры 32 и 33 относятся к ламинату, включающему основной слой, ламинированный усиливающим сталь материалом (слой смолы), и примеры 35 и 36 и сравнительные примеры 34 и 35 относятся к ламинату, включающему основной слой, ламинированный заполняющим зазор материалом (слой смолы).
В соответствии с композициями, приведенными в следующих таблицах, агенты для компаундирования за исключением сшивающего агента, ускорителя вулканизации и (вспенивающего агента) перемешивали с использованием смесителя Бенбери при температуре 90-130°С в течение 5 минут, а затем добавляли определенные количества с использованием 10-дюймовой вальцовой машины для получения слоя несшитой смолы.
Полученный слой несшитой смолы формовали в определенную форму, помещали на слой основы и обрабатывали нагреванием в печи с циркулирующим теплоносителем при 150°С в течение 30 минут для проведения сшивания (вспенивания), получая таким образом ламинат. Результаты представлены в следующих таблицах.
В таблице 13 показаны примеры связывающего материала смолы компаундированного слоя смолы. Примеры 31 и 32 с использованием слоев смолы по изобретению представляют собой примеры с использованием (А-14) маслонаполненного каучука по изобретению и являются предпочтительными, поскольку они являются превосходными по технологичности перемешивания и тесту способности к подгонке и способности к прикреплению, которые отражают индекс текучести, по сравнению с обычным (а-4) RB810. Что касается прочности сшивания и вибрационно-гасящим свойствам, улучшенным сшиванием, как примеры 31 и 32, так и сравнительные примеры 30 и 31 являются хорошими и между ними не имеется различия.
В таблице 14 показан пример усиливающего сталь материала компаундированного слоя смолы. Примеры 33 и 34 с использованием слоев смолы по изобретению представляют собой примеры с использованием (А-15) маслонаполненного каучука по изобретению и являются предпочтительными, поскольку они являются превосходными по способности к прикреплению, которая отражает индекс текучести, по сравнению с обычным (а-4) RB810. Что касается технологичности перемешивания и прочности сшивания и вибрационно-гасящим свойствам, как примеры 33 и 34, так и сравнительные примеры 32 и 33 являются хорошими и между ними не имеется различия.
В таблице 15 показаны примеры заполняющего зазоры губчатого слоя компаундированной смолы. Примеры 35 и 36 с использованием слоев смолы по изобретению представляют собой примеры с использованием (А-16) маслонаполненного каучука по изобретению и проявляют лучшие результаты по технологичности перемешивания, по времени, требуемому до тех пор, пока охлажденное до комнатной температуры соединение крепко оборачивается вокруг вальцов, по сравнению с обычным (а-4) RB810.
Примеры 35 и 36 являются предпочтительными, поскольку они являются превосходными по сшивающе-вспенивающемуся соотношению, которое отражает индекс текучести (чем более превосходная текучесть, тем более превосходные вспенивающие свойства). Что касается внешнего вида вспененного вещества, оно является хорошим как в примерах, так и в сравнительных примерах, и особенно предпочтительным был пример 35.
Что касается прилипания к стальной пластине, улучшенного сшиванием, примеры 35 и 36 были предпочтительными, поскольку они превосходили характеристики сравнительных примеров 34 и 35.
Следующее было получено в качестве компонента (А)
(А-17) маслонаполненный 1,2-полибутадиен: содержание 1,2-винильной связи = 90%, Mw=150000, количество (е-1) масляного наполнителя = 50%, MFR=150.
(А-18) маслонаполненный 1,2-полибутадиен: содержание 1,2-винильной связи = 90%, Mw=100000, количество (е-1) масляного наполнителя = 30%, MFR=150.
Маточные смеси в виде таблеток, имеющие следующий состав, получали одновременным добавлением соответствующих компонентов и перемешиванием их при температуре смешивания 70°С с помощью смесителя под давлением, производимого Moriyama Manufacturing Co., Ltd.
Ускоряющие вулканизацию маточные смеси:
Маточная смесь А: MBTS/(A-17)=50/50
Маточная смесь B: MBTS/(A-18)=50/50
Маточная смесь C: MBTS/(a-4)=50/50
Маточная смесь D: MBTS/(A-17)=0,5/99,5
Маточная смесь E: MBTS/(A-18)=99/1
Отверждающие (вулканизирующие) маточные смеси;
Маточная смесь F: Порошок серы/(A-17)=50/50
Маточная смесь G: Порошок серы/(A-18)=50/50
Маточная смесь H: Порошок серы/(a-4)=50/50
Примеры 37-42 и сравнительные примеры 36-43
Прокатная технологичность каждой маточной смеси, слеживаемость таблеток маточной смеси и хорошая или плохая определенная форма и внешний вид каждого листа и таблеток представлены в следующей таблице 16.
Диспергируемость каждой маточной смеси показана в следующей таблице 17. Предпочтительными являются примеры 41 и 42, в которые к компаундируемой системе добавлена маточная смесь с использованием (А-17) маслонаполненного каучука или (А-18) маслонаполненного каучука по изобретению, поскольку они являются превосходными по диспергируемости по сравнению с обычным (а-4) RB810 и сравнительными примерами 40 и 43, не входящими в объем изобретения.
Промышленная применимость
Маслонаполненный 1,2-полибутадиен по изобретению и его композиция являются превосходными по обработке формованием и механической прочности, в частности по износостойкости, характерными для обычного 1,2-полибутадиена и дополнительно прекрасными по текучести, свойствам окрашивания (высокая точность изображения), гибкости и способности к прикреплению. Кроме того, среди термопластичных эластомеров маслонаполненный 1,2-полибутадиен по изобретению имеет температуру формования ниже примерно 150°С, и это является преимуществом с точки зрения энергии при получении и переработке.
Кроме того, маслонаполненный 1,2-полибутадиен по изобретению и его композиция являются отверждаемыми серой, обладают высокой активностью пероксидного сшивания и прекрасными свойствами по наполнению наполнителями или химическими продуктами, так что они доступны в качестве сшиваемых (отверждаемых) полимеров или реакционных добавок к другим сшиваемым (отверждаемым) полимерам.
В дополнение, сшитое и вспененное формованное изделие по изобретению не имеет потеков и также является превосходным по пространственной точности, долговечности и поглощающим свойствам, так что они также могут применяться для термоформуемых губок.
Маслонаполненный 1,2-полибутадин по изобретению и его композиция могут использоваться в качестве различных формуемых изделий, таких как части автомобилей, части строительных материалов, обувь, игрушки, смешанные товары и товары для спорта и здоровья, различные листы и пленки, другие промышленные товары, буферные материалы и упаковочные материалы. Они также могут использоваться, например, для товаров внутренней и внешней части автомобиля, такие как части шин, включая протекторы, боковые стенки, несущие конструкции и тому подобное, коврики для машин, бамперы, нижние решетки, наружные стойки, прокладки для уплотнения окон, прокладки для уплотнения дверей, прокладки для уплотнения магистралей, направляющие рельсы крыши, эмблемы, герметизирующие прокладки и внешние слои панелей инструментов; составляющие внутренних частей автомобиля, интегрированные с ткаными и/или неткаными материалами; промышленные товары, такие как ремни, шланги, резиновые подушки, вибрационно-гасящие материалы, звукоизолирующие материалы, покрытия электрических проводов, подкладочные материалы, используемые для кафеля, автомобильных подстилок, ковриков и тому подобного, и механические товары, такие как трубочки для вливания и шприцы; и бытовые и смешанные товары, такие как доски для резки хлеба и ручки (кухонных ножей).
Материал обувной подошвы по изобретению является превосходным по внешнему виду и прекрасным по гибкости, износостойкости и легкости по весу. Соответственно материал обувной подошвы по изобретению также можно использовать в качестве материала обувных подошв для обуви в целом, конкретно, например, для мужской обуви, женской обуви, обуви свободного стиля, прогулочной обуви, обуви для бега трусцой, обуви для пеших прогулок по пересеченной местности, различных видов спортивной обуви, обуви для гористой местности, форменной обуви, обуви для игры в гольф, домашней обуви, тапочек и обуви для пляжа.
Ламинат по изобретению можно равномерно ламинировать даже на слое основы, имеющем сложную форму, и он является превосходным по вибрационно-гасящим свойствам, противовибрационным свойствам, звукоизолирующим свойствам, звукопоглощающим свойствам, звукоизолирующим свойствам и герметизирующим свойствам. Соответственно ламинат по изобретению является подходящим в качестве звукоизолирующих материалов, звукозащищающих материалов, вибрационно-гасящих материалов, усиливающих стальные пластины материалов, заполняющих зазоры материалов, противовибрационных материалов, герметизирующих материалов, термореактивных пластических амортизаторов и тому подобного и может использоваться в качестве различных облицовочных промышленных товаров, внутренних материалов автомобилей, строительных материалов, материалов для повседневных нужд, спортивных товаров, игрушек и тому подобного, в также для других применений.
Кроме того, в соответствии со способом заполнения зазоров по изобретению, зазор между слоями основы легко может быть заполнен композицией по изобретению, превосходной по текучести и способности к прикреплению.
В маточной смеси по изобретению используется маслонаполненный 1,2-полибутадиен, превосходный по текучести и противоблокирующим свойствам, так что диспергируемость функционального соединения для резины или пластиков является хорошей, и функциональное соединение может быть смешано в больших количествах по сравнению с обычными функциональными соединениями. Когда функциональное соединение является прозрачным, маточная смесь также имеет превосходную прозрачность и дополнительно обладает свойствами улавливания функционального соединения (высокие заполняющие свойства). Кроме того, применение маточной смеси по изобретению облегчает проведение обработки в течение более короткого промежутка времени, чем было до этого и уменьшает загрязнение окружающей рабочей среды, давая возможность эффективной работы, преимуществом чего является благоприятное отношение к окружающей среде. Кроме того, применение маточной смеси по изобретению повышает точность взвешивания, точность дисперсии и точность обработки, давая возможность получать функциональные части высокой точности, полученные из резины или пластиков (такие как автомобильные важные части защиты и точные электрические части). Таким образом, маточная смесь по изобретению проявляет превосходное действие при получении маточных смесей, пластиков и резиновых продуктов.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАУЧУКОВАЯ КОМПОЗИЦИЯ ДЛЯ ИСПОЛЬЗОВАНИЯ В ПРОТЕКТОРЕ ШИНЫ | 2015 |
|
RU2627853C1 |
| КАУЧУКОВАЯ КОМПОЗИЦИЯ ДЛЯ ШИНЫ И НЕШИПОВАННАЯ ШИНА | 2019 |
|
RU2767516C1 |
| РЕЗИНОВАЯ КОМПОЗИЦИЯ ДЛЯ БОКОВИНЫ ШИНЫ И ШИНА | 2007 |
|
RU2434897C2 |
| КАУЧУКОВАЯ КОМПОЗИЦИЯ ДЛЯ ШИНЫ И НЕШИПОВАННАЯ ШИНА | 2012 |
|
RU2568481C2 |
| КАУЧУКОВАЯ КОМПОЗИЦИЯ ДЛЯ ПРОТЕКТОРА ШИНЫ | 2015 |
|
RU2676627C1 |
| ШИПОВАННАЯ ШИНА И КАУЧУКОВАЯ КОМПОЗИЦИЯ ДЛЯ ШИНЫ | 2018 |
|
RU2721443C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИБУТАДИЕНОВОГО КАУЧУКА И РЕЗИНОВАЯ КОМПОЗИЦИЯ | 2005 |
|
RU2379319C2 |
| РЕЗИНОВАЯ КОМПОЗИЦИЯ | 2005 |
|
RU2383565C2 |
| СОПОЛИМЕР, РЕЗИНОВАЯ КОМПОЗИЦИЯ С ЕГО ИСПОЛЬЗОВАНИЕМ И ШИНА | 2013 |
|
RU2629197C2 |
| КОМПОЗИЦИЯ СШИВАЕМОГО НИТРИЛЬНОГО КАУЧУКА И СШИТЫЙ КАУЧУК | 2015 |
|
RU2682571C2 |
Изобретение относится к маслонаполненному 1,2-полибутадиену, который можно использовать в качестве различных формованных изделий, к способу его получения, его композиции и формованному изделию, материалу подошвы для обуви. Получают маслонаполненный 1,2-полибутадиен добавлением определенного количества масляного наполнителя в раствор 1,2-полибутадиена, в котором полимеризация завершена, с последующим перемешиванием в растворе для полимеризации, содержащем органический растворитель, и удалением растворителя на второй стадии способа. Композиция маслонаполненного 1,2-полибутадиена для получения формованных изделий содержит вышеуказанный маслонаполненный 1,2-полибутадиен и один компонент, выбранный из группы, содержащей вспенивающий агент, функциональное соединение для каучука или пластиков и по крайней мере один компонент, выбранный из группы, состоящей из термопластичной смолы, термопластичного эластомера, натурального каучука и синтетического каучука. Формованное изделие получают формованием маслонаполненного 1,2-полибутадиена. Материал для обувной подошвы получают вспениванием композиции маслонаполненного 1,2-полибутадиена или сшиванием и формованием. Маслонаполненный 1,2-полибутадиен или композиции на его основе обладают превосходными функциями по износостойкости, текучести - технологичности, свойствами окрашиваться - высокая точность изображения, гибкостью и способностью к прикреплению. При этом маслонаполненный 1,2-полибутадиен и композиции на его основе можно использовать для различных типов продуктов, материалов для обувной подошвы с высокими эксплуатационными характеристиками. 5 н. и 8 з.п. ф-лы, 17 табл.
Приоритет по пунктам и признакам:
| БАШКАТОВ Т.В | |||
| и др | |||
| ТЕХНОЛОГИЯ СИНТЕТИЧЕСКИХ КАУЧУКОВ, Л.: Химия, 1987, с.176 | |||
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННОГО БУТАДИЕНОВОГО КАУЧУКА | 1996 |
|
RU2125580C1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |

