Изобретение относится к средствам контроля и регулирования толщины движущихся листовых материалов и может быть использовано, например, для определения толщины движущихся резиновых и резинокордных полотен в процессе их производства на каландровых линиях шинной промышленности.
Известно устройство для контроля и регулирования толщины резиновых и резинокордных полотен, содержащее датчики толщины, каждый из которых выполнен в виде ролика нулевого отсчета и измерительного ролика, связанного с плунжером помещенного в термостат дифференциально-трансформаторного преобразователя, первичная обмотка которого подключена к выходу стабилизатора напряжения, а вторичная - к цифровому индикатору толщины, последовательно соединенному с блоками сравнения и регулирования (авт. св. СССР 802935, опубл. 07.02.81).
Применение дифференциально-трансформаторных преобразователей в таких устройствах предполагает высокую степень стабилизации напряжения питающей сети и термостатирования преобразователей. Измерение толщины путем преобразования перемещения измерительного ролика в аналоговый сигнал переменного тока накладывает дополнительную погрешность на точность регулирования из-за нелинейной зависимости выходного сигнала от положения плунжера. Кроме того, наличие ролика нулевого отсчета исключает возможность установки датчиков непосредственно на валках каландра.
Наиболее близким к предлагаемому изобретению является устройство по авторскому свидетельству СССР 1209464 (опубл. 07.02.86), содержащее смонтированные на опорном средстве со средствами прижима к поверхности валка каландра расположенные соосно контактные ролики, выполненные с радиально смонтированными на их боковой поверхности штырьками, электроконтактную схему и исполнительный механизм.
Это устройство определяет толщину полотна дискретно в нескольких точках по длине окружности контактных роликов в соответствии с высотой штырьков. При каждом соприкосновении штырьков с валком каландра происходят кратковременные включения-выключения электродвигателей механизмов регулирования межвалковых зазоров, что резко снижает сроки службы электроприводов каландра. Кроме того, необходимость настройки каландра на новую толщину перерабатываемого материала требует демонтажа датчиков и замены роликов.
Предлагаемым изобретением решаются задачи: повышения точности измерений, определения интегральной толщины движущегося листового материала непосредственно на валках каландра по длине их окружности и повышения эксплуатационных возможностей системы регулирования в целом.
Для достижения технического результата в устройстве для контроля и регулирования толщины движущегося листового материала, содержащем измерительный ролик, свободно катящийся по поверхности полотна, кинематически связанный поворотным рычагом со станиной каландра, схему управления и исполнительный механизм, согласно изобретению на поворотном рычаге соосно с измерительным роликом установлен поворотный дискретный фотоэлектрический преобразователь, выход которого подключен к входу канала счета платы счетчиков-таймеров, подключенной к программируемому контроллеру, а на станине каландра дополнительно установлен взаимодействующий с жестко закрепленным на торцевой части каландра металлическим "флажком" бесконтактный переключатель, а к выходу канала дискретного вывода последовательно с блоком управления подключен электродвигатель механизма регулирования межвалкового зазора.
В процессорном модуле контроллера программно реализуется процесс обработки результатов измерений толщины листового материала на выходе из каландра и алгоритм управления электроприводами механизмов каландрового агрегата.
Отличительным признаком предлагаемого устройства от известного является применение бесконтактного переключателя и дискретного преобразователя угла поворота измерительного ролика в электрические импульсы, количество которых за один оборот валка пропорционально средней толщине выпущенного за это время материала.
Благодаря наличию этих признаков в предлагаемом устройстве происходит измерение средней интегральной толщины полотна листового материала на длине окружности валка. При этом разнотолщинность материала, вызываемая такими нетехнологическими факторами, как неровности на поверхности валков, некруглость валков и пр. , исключается как возможная причина возмущающих воздействий в системе регулирования межвалковых зазоров.
На чертеже приведена схема предлагаемого устройства (один канал регулирования).
Предлагаемое устройство для контроля и регулирования толщины движущегося листового материала содержит измерительный ролик 1, свободно катящийся по поверхности полотна 2, лежащего на поверхности валка 3 каландра (или любого другого валка каландровой линии). Ролик 1 установлен с возможностью вращательного движения относительно своей оси на одном конце поворотного рычага 4, другой конец которого шарнирно связан со станиной каландра. На поворотном рычаге 4 соосно с роликом 1 установлен фотоэлектрический дискретный преобразователь 5 (например, ЛИР-23-5 производства СКВ измерительных систем г. С. -Петербург), выход которого подключен к первому входу канала быстрого счета платы счетчиков-таймеров 6 (например, 6-канальной платы счетчиков-таймеров PCL-836 с входной частотой 10 МГц, имеющей 16 каналов дискретного ввода и 16 каналов дискретного вывода, фирмы "ADVANTECH"). На станине каландра дополнительно установлен бесконтактный переключатель 7, периодически взаимодействующий с металлическим "флажком" 8, жестко закрепленным на торцевой части валка 3. Выход переключателя 7 подключен к первому входу канала дискретного ввода платы 6, а к выходам канала дискретного вывода платы 6 последовательно с блоком управления 9 подключен электродвигатель 10 механизма регулирования зазора 11. Плата 6 подключена к IBM РС-совместимому программируемому контроллеру 12, связанному с терминалом 13.
Устройство работает следующим образом.
При пуске каландра жестко закрепленный на торцевой поверхности валка 3 металлический "флажок" 8 начинает вращательное движение вокруг оси валка 3 и, проходя в непосредственной близости от бесконтактного выключателя 7, вызывает в нем импульс, поступающий на первый вход канала дискретного ввода платы 6, подключенной к программируемому контроллеру 12. При этом начинается отсчет импульсов, поступающих на вход первого счетчика-таймера платы 6 с поворотного дискретного фотоэлектрического преобразователя 5, вал которого жестко связан с валом свободно катящегося по поверхности валка 3 измерительного ролика 1, установленного, как и корпус преобразователя 5, на поворотном рычаге 4. По завершении одного оборота валка 3 с переключателя 7 на первый вход канала дискретного ввода платы 6 поступает следующий импульс, являющийся прерыванием: для окончания отсчета импульсов, количество которых NО соответствует длине окружности валка 3; для переноса этого количества в память контроллера 12; для обнуления счетчика и для начала следующего цикла отсчета.
При подаче перерабатываемого материала в питающий зазор каландра (на чертеже не показан) измерительный ролик 1 начинает катиться по поверхности выходящего полотна 2 и по завершении очередного цикла отсчета количество импульсов NХ заносится в соответствующий буфер оперативной памяти контроллера 12. Данное количество импульсов соответствует длине окружности СХ с диаметром:
DХ=DО+2Т,
где DО - диаметр валка 3;
Т - средняя толщина полотна на длине окружности валка 3.
Расчет измеряемой толщины полотна производится по формуле:
где DР - диаметр измерительного ролика 1;
NР - число импульсов на один оборот вала преобразователя 5.
При необходимости получения информации о распределении толщины полотна по длине окружности валка используются встроенные в плату 6 таймеры. При этом промежуток времени между двумя запускающими импульсами переключателя 7 программно-аппаратно разбивается на число интервалов, соответствующее требуемому количеству измерений на длине одной окружности валка.
Далее, рассчитанное значение средней толщины полотна сравнивается в контроллере 12 с заданным значением и в соответствии с управляющим алгоритмом на соответствующем выходе канала дискретного вывода платы 6 формируется соответствующая команда, которая через блок управления 9 производит реверсивное включение электродвигателя 10 механизма регулирования межвалкового зазора 11. Задание значений номинальной толщины и допусков на ее регулирование производится с выносного терминала 13, соединенного с процессорным модулем CPU контроллера 12.
Пример 1 расчета средней толщины полотна на длине окружности валка каландра.
Диаметр валка каландра DО=500 мм.
Диаметр измерительного ролика DР=120 мм.
Число импульсов на один оборот вала преобразователя NР=10000.
Длина окружности измерительного ролика:
СР=πDР=3,14•120=376,8 (мм).
Длина одного импульса по окружности измерительного ролика:
ΔСР=СР:NР=376,8:10000=0,03768 (мм).
Длина окружности валка каландра:
СО=πDО=3,14•500=1570 (мм).
Количество импульсов на длине окружности валка каландра:
NО=СО:ΔСР=1570:0,03768=41666 (имп/оборот).
Средняя толщина полотна на каждом обороте валка каландра при текущем показании преобразователя, например, Nх=42000 импульсов, будет иметь следующее значение:
с точностью:
Пример 2 расчета параметров устройства.
Необходимо создать устройство, позволяющее измерять толщину линолеума либо полиэтиленовой пленки, движущихся с максимальной линейной скоростью V=1 м/с на обводном валике диаметром 300 мм в диапазоне от 0 до 5 мм с точностью 0,001 мм.
Имеется фотоэлектрический дискретный преобразователь с числом импульсов на один оборот вала - 50000.
Требуемая длина импульса на окружности измерительного ролика при заданной точности 0,001 мм:
ΔCp= 2πΔT = 2×3,14×0,001 = 0,00628 (мм).
Необходимо установить измерительный ролик диаметром:
Dp= ΔCpNp:π = 0,00628×50000:3,14 = 100 (мм).
Количество импульсов на длине окружности обводного валика:
Максимальной толщине полотна Tmax=5 мм будут соответствовать показания счетчика: .
.
С учетом максимальной линейной скорости максимальная частота следования импульсов будет равна:
Отсюда следует, что для применения в устройстве следует выбрать модуль быстрого счета с основными характеристиками:
- 24-разрядный счетчик,
- входная частота счетчика не менее 200 кГц.
Устройство для контроля и регулирования толщины движущихся листовых материалов может быть изготовлено на существующем оборудовании по существующей технологии и не требует для своей промышленной реализации какого-либо дополнительного оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковое устройство для контроля толщины изделий | 1980 |
|
SU905643A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА НАПЛАВКИ ДЕТАЛИ ВРАЩЕНИЯ | 2000 |
|
RU2169649C1 |
| ДОЗАТОР ВЕСОВОЙ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2003 |
|
RU2260775C2 |
| Система измерения и регулирования толщины листового материала | 1985 |
|
SU1354165A1 |
| КОНТРОЛЛЕР СИСТЕМЫ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ОТОПИТЕЛЕМ АВТОМОБИЛЯ | 2006 |
|
RU2312776C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВОЙ СМЕСИ | 1994 |
|
RU2099362C1 |
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ПАРОГАЗОВОЙ СМЕСИ "ГАЗ-НОСИТЕЛЬ-АНЕСТЕТИК" | 2000 |
|
RU2178314C1 |
| ЖЕЛЕЗНОДОРОЖНЫЙ ПЕРЕЕЗД С РЕЗИНОСОДЕРЖАЩИМ ПОКРЫТИЕМ И УСТРОЙСТВО ДЛЯ МОНТАЖА РЕЗИНОСОДЕРЖАЩЕГО ПОКРЫТИЯ | 1999 |
|
RU2177522C2 |
| Лазерный фазовый дальномер | 2015 |
|
RU2610514C2 |
| ТЯГОВЫЙ МЕХАТРОННЫЙ МОДУЛЬ | 2007 |
|
RU2330371C1 |
Изобретение относится к средствам для контроля и регулирования толщины движущихся листовых материалов и может быть использовано для определения толщины движущихся резиновых и резинокордных полотен в процессе их производства на каландровых линиях шинной промышленности. В устройстве для контроля толщины движущегося листового материала на поворотном рычаге соосно с измерительным роликом установлен поворотный дискретный фотоэлектрический преобразователь. Выход преобразователя подключен к выходу канала быстрого счета платы счетчиков-таймеров, подключенного к программируемому контроллеру. На станине каландра установлен бесконтактный переключатель, взаимодействующий с жестко закрепленным на торцевой части валка каландра металлическим флажком. Выход бесконтактного переключателя подключен к входу канала дискретного ввода контроллера. К выходам канала дискретного вывода последовательно с блоками управления подключены электродвигатели механизмов регулирования соответствующих межвалковых зазоров. Устройство позволяет повысить точность измерений, определить интегральную длину движущегося листового материала непосредственно на валках каландра по длине их окружности и повысить эксплуатационные возможности системы регулирования в целом. 1 ил.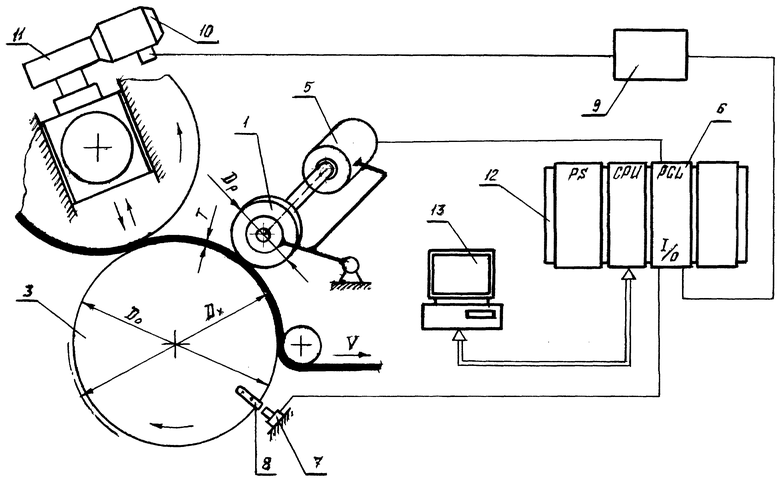
Устройство для контроля и регулирования толщины движущегося листового материала, содержащее измерительный ролик, свободно катящийся по поверхности полотна, кинематически связанный поворотным рычагом со станиной каландра, схему управления и исполнительный механизм, отличающееся тем, что на поворотном рычаге соосно с измерительным роликом установлен поворотный дискретный фотоэлектрический преобразователь, выход которого подключен к входу канала счета платы счетчиков-таймеров, подключенной к программируемому контроллеру, а на станине каландра дополнительно установлен взаимодействующий с жестко закрепленным на торцевой части валка каландра металлическим "флажком" бесконтактный переключатель, выход которого подключен к входу канала дискретного ввода платы, а к выходу канала дискретного вывода последовательно с блоком управления подключен электродвигатель механизма регулирования межвалкового зазора.
| Устройство для регулирования толщины каландрируемого полимерного материала | 1984 |
|
SU1209464A1 |
| Устройство для регулирования толщины каландруемого полимерного материала | 1987 |
|
SU1479315A2 |
| Устройство для регулирования толщины листа | 1973 |
|
SU462169A1 |
| Устройство для термоконтактного закрепления изображения | 1983 |
|
SU1180832A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ЛИСТОВОГО МАТЕРИАЛА | 1997 |
|
RU2141684C1 |

