Изобретение относится к сварочной технике и может быть использовано при наплавке (сварке) деталей вращения для их упрочнения или восстановления на предприятиях различных отраслей промышленности.
При наплавке малогабаритных деталей вращения остро встает вопрос обеспечения равномерного нагрева, постоянной толщины упрочненного слоя, стабильной глубины проплавления.
Как правило, этого пытаются достичь изменением одного параметра - тока наплавки, что во многих случаях не позволяет получить положительный результат, так как для его получения в течение цикла наплавки часто требуется изменение нескольких параметров, например: скорости вращения детали, условий подвода тепла, расхода присадочного материала и т.д., причем возможно их изменение в различные промежутки времени, соответствующие различным координатам на поверхности детали.
При отладке режимов сварки (наплавки) проводят оптимизацию процесса, которая носит многоступенчатый характер, с периодическим контролем и последующей корректировкой параметров процесса по результатам контроля. Контроль качества наплавленного слоя, в зависимости от требований, может быть визуальным, металлографическим или с применением других способов исследований.
В случае получения отклонения свойств наплавленного слоя от требуемых необходимо определение координаты дефекта относительно какой-либо известной точки (сечения) на заготовке (например, начало или конец наплавки) для внесения, при необходимости, корректировки в управляющую программу с целью исключения проявления дефекта в дальнейшем.
При программировании режимов наплавки деталей вращения по времени, носящем для оператора абстрактный характер, координаты точек изменения параметров наплавки приходится рассчитывать. В том случае, когда скорость в процессе наплавки изменяется, сделать это точно практически невозможно. Приходится находить координату в несколько приближений, а это увеличивает время и брак при наладке, затрудняет работу оператора.
Известен способ автоматической дуговой наплавки, предусматривающий поддержание постоянства скорости вращения наплавляемой детали путем приема сигнала о текущей высоте наплавки, вычисление скорости вращения детали на основе этого сигнала и заранее определенной зависимости между высотой наплавки и окружной скоростью детали, приема результата расчета и регулирования частоты вращения привода детали [1].
В этом способе подвергают наплавке чашу мельницы, при этом важно обеспечить равномерность толщины наплавки при переменном радиусе наклонной поверхности. Для этого обеспечивают постоянную скорость перемещения горелки относительно изделия, имеющего переменный радиус, что требует периодической регулировки скорости вращения заготовки с учетом вертикального перемещения горелки.
В данном способе не учитывается количество вводимого в изделие тепла в зависимости от координаты, хотя очевидно, что для обеспечения равномерного нагрева и глубины проплавления с уменьшением радиуса чаши и постепенным теплонасыщением необходимо изменение количества вводимого тепла.
Известен способ регулирования процесса наплавки деталей вращения, выбранный за прототип, заключающийся в поддержании постоянства скорости вращения двигателя узла вращения заготовки [2].
В этом способе предусмотрено дискретное регулирование скорости вращения с обеспечением возможности задания всего двух значений скорости; угол поворота заготовки при этом не учитывается, а управление осуществляется по времени.
Задача, на решение которой направлено заявляемое изобретение, заключается в таком усовершенствовании способа регулирования процесса наплавки деталей вращения, которое позволило бы обеспечить соответствие изменяющихся в цикле параметров процесса заданным значениям за счет контроля соответствия и приведения их к этим значениям с повышением точности определения координат точек изменения параметров, сокращением времени на наладку, облегчением работы оператора, уменьшением брака при наладке.
Она решается в способе регулирования процесса наплавки детали вращения, включающем изменение параметров наплавки в зависимости от программно изменяемой скорости вращения детали для обеспечения оптимального режима, в котором определяют текущую угловую координату детали, сравнивают ее значение с заданным и, при их совпадении, осуществляют изменение параметров наплавки по заданной программе.
Задание и изменение параметров по углу поворота позволяет повысить точность их отработки, делает процесс независимым от отклонений скорости вращения детали, облегчает работу оператора при необходимости определения координат точек корректировки параметров процесса, а определение текущей координаты заготовки позволяет определять угловую координату заготовки в текущий момент времени (в реальном масштабе времени).
Сравнение текущей координаты заготовки с заданной дает возможность привязать управляющее воздействие к угловой координате заготовки, полученной в результате измерения угла поворота заготовки с момента начала наплавки.
Осуществление изменения параметров наплавки по заданной программе при совпадении значений угловых координат (заданной и измеренной) позволяет упростить программирование параметров наплавки и повысить точность их "привязки" к точкам задания.
Предлагаемый способ поясняется чертежом, на котором изображена функциональная схема устройства, реализующего способ регулирования процесса наплавки деталей вращения. Устройство содержит первый цифроаналоговый преобразователь (ЦАП) 1, задающий количество наплавляемого порошка, второй ЦАП 2, управляющий скоростью вращения заготовки, третий ЦАП 3, задающий ток основной дуги, четвертый ЦАП 4, задающий ток вспомогательной дуги, первый аналого-цифровой преобразователь (АЦП) 5, измеряющий значение тока основной дуги, второй АЦП 6, измеряющий значение тока вспомогательной дуги, третий АЦП 7, измеряющий значение напряжения основной дуги, четвертый АЦП 8, измеряющий значение напряжения вспомогательной дуги, датчик 9 угла поворота вала двигателя, генератор 10 тактовых импульсов напряжения основной дуги, четвертый АЦП 8, измеряющий значение напряжения вспомогательной дуги, датчик 9 угла поворота вала двигателя, генератор 10 тактовых импульсов, первый счетчик 11 импульсов, второй счетчик 12 импульсов, устройство 13 цифрового ввода/вывода для шины ISA, компьютер 14 PC. Устройство 13 цифрового ввода/вывода размещено внутри компьютера и устанавливается в слот (разъем) ISA. Остальные устройства могут конструктивно располагаться как внутри компьютера (на плате устройства 13 цифрового ввода/вывода), так и вне его, в зависимости от их конструктивного исполнения. В качестве устройства 13 может использоваться, например, плата цифрового ввода/вывода PCL-720, в состав которой, помимо собственно цифровых входов и выходов, входит также дешифратор адреса и буферизированная шина, позволяющая подключать различные цифровые устройства с 8-разрядной шиной данных. На плате также имеется пустое монтажное поле, позволяющее устанавливать (паять) различные микросхемы. Генератор 10 тактовых импульсов представляет собой генератор с кварцевым резонатором, а счетчики 11 и 12 - программируемые таймеры типа 580ВИ53. В качестве датчика 9 угла можно использовать, например, оптический датчик угол-код ВЕ-178А5 Z=1000, формирующий 1000 импульсов на один оборот. Этот датчик имеет отдельный выход, дающий нулевую метку (один импульс на оборот), который подключен к цифровому входу платы PCL-720. Перед началом работы компьютер включает вращение детали и постоянно следит за цифровым входом "нулевой метки", появление импульса на этом входе используется для начальной привязки угла поворота заготовки.
Способ осуществляется следующим образом. Перед началом работы технолог создает таблицу-файл, в которой первая колонка - это значения угла поворота детали в точках аппроксимации, а другие колонки - это значения управляемых параметров в узловых точках - задание порошка, скорости вращения, токов основной и вспомогательной дуг. При запуске управляющей программы производится аппроксимация данных из файла-таблицы и заранее рассчитываются коэффициенты аппроксимирующих выражений. Для уменьшения влияния помех на погрешность измерения время преобразования АЦП 5, 6, 7 и 8 выбирается кратным частоте сетевых помех и, в случае использования 50 Гц сетевых блоков питания без промежуточного преобразования частоты, выбирается равным 20 мс.
Счетчик 12 программируется в режим делителя частоты, а коэффициент деления его задается таким образом, чтобы на его выходе генерировались импульсы, период которых превышает время преобразования АЦП, например 25 мс - 40 Гц. Запас по времени необходим, для того чтобы компьютер успел после считывания данных из АЦП провести все вычисления до следующего запуска АЦП, а само значение запаса определяется быстродействием компьютера и сложностью вычислений. Например, если частота генератора 10-1 МГц, то коэффициент деления устанавливают равным 25000, что приводит к генерации прерываний с частотой 40 Гц в компьютере. Номер прерывания выбирают исходя из конфигурации компьютера и установленных в нем ресурсов. Таким образом, каждые 25 мс в компьютере вызывается подпрограмма обработки прерывания, в которой осуществляется:
- чтение содержимого счетчика 11 и расчет по его содержимому текущего угла поворота заготовки;
- чтение содержимого АЦП 5, 6, 7 и 8 и расчет текущих значений соответствующих параметров наплавки;
- вычисление новых значений токов, скорости вращения и количества порошка по заранее определенным аппроксимирующим выражениям для нового значения угла поворота;
- занесение соответствующих кодов в ЦАПы 1, 2, 3 и 4,
- проверка соответствия измеренных значений значениям, вычисленным для данного текущего угла, и, в случае недопустимо большого отклонения, сообщения об этом в фоновую программу.
В фоновой программе, при необходимости, производится запись текущих измеренных значений в файл, контроль аварийных цифровых входов (типа авария в блоке питания, отсутствие охлаждения горелки), визуализация на дисплее процесса наплавки в виде графиков задаваемых и измеренных значений. Величина отклонений измеренных значений от задаваемых, при которых наплавка прекращается, задается раздельно для каждого параметра перед началом наплавки в файле конфигурации.
При достижении заданного угла поворота наплавка прекращается и производится анализ полученных реальных зависимостей задаваемых параметров. При необходимости корректируются коэффициенты, используемые для перерасчета величин параметров наплавки в коды ЦАПов, т.е. автоматически учитываются возможные отклонения чувствительности ЦАПов, блоков питания, изменения условий наплавки (длины дуги, износа сопла и т.д.). Это позволяет итерационно приближаться к заданным зависимостям параметров наплавки даже в условиях дестабилизирующих факторов.
Библиография
1. Заявка Японии N 59-167785, кл. В 23 К 9/04, 1994 г.
2. Proposal - SNMI (Франция) - стр. 16 - 21 Авиньон, 11.10.1990 г. Торговое предложение N 90 EXP 150 16 для "ВАЗ АВТОПРОМИМПОРТ".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ НАПЛАВКИ ДЕТАЛЕЙ ВРАЩЕНИЯ | 2000 |
|
RU2164845C1 |
| ВЕРТОЛЕТНАЯ РАДИОЛОКАЦИОННАЯ СИСТЕМА | 1997 |
|
RU2147136C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ | 1999 |
|
RU2165831C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| НАВИГАЦИОННО-ТОПОГРАФИЧЕСКИЙ ВНУТРИТРУБНЫЙ ИНСПЕКТИРУЮЩИЙ СНАРЯД | 2007 |
|
RU2321828C1 |
| СПОСОБ И УСТРОЙСТВО ИМИТАЦИИ РАДИОЛОКАЦИОННОЙ ИНФОРМАЦИИ | 2011 |
|
RU2489753C2 |
| Способ сварки, наплавки или резки с использованием роботизированного манипулятора | 2022 |
|
RU2786254C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПОЛОЖЕНИЯ ПРИВОДА | 2004 |
|
RU2271030C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УГЛОВ ОРИЕНТАЦИИ СКВАЖИНЫ И ИНКЛИНОМЕТР | 2003 |
|
RU2253838C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ ЛАЗЕРНОГО ПОЛЯ УПРАВЛЕНИЯ ИНФОРМАЦИОННОГО КАНАЛА | 2003 |
|
RU2248534C1 |
Использование: при наплавке деталей вращения для их упрочнения или восстановления. Технический результат - повышение качества наплавки. Сущность: способ заключается в обеспечении оптимального режима в цикле с программно изменяемой скоростью вращения, причем изменение параметров наплавки детали проводят в соответствии с их заданием по углу поворота. При этом дополнительно определяют текущую угловую координату детали, сравнивают ее значение с заданным и при их совпадении осуществляют изменение управляющих воздействий по заданной программе. Применение изобретения позволяет уменьшить брак при наплавке за счет обеспечения более точного регулирования процесса наплавки с изменяемыми в течение цикла параметрами. 1 ил.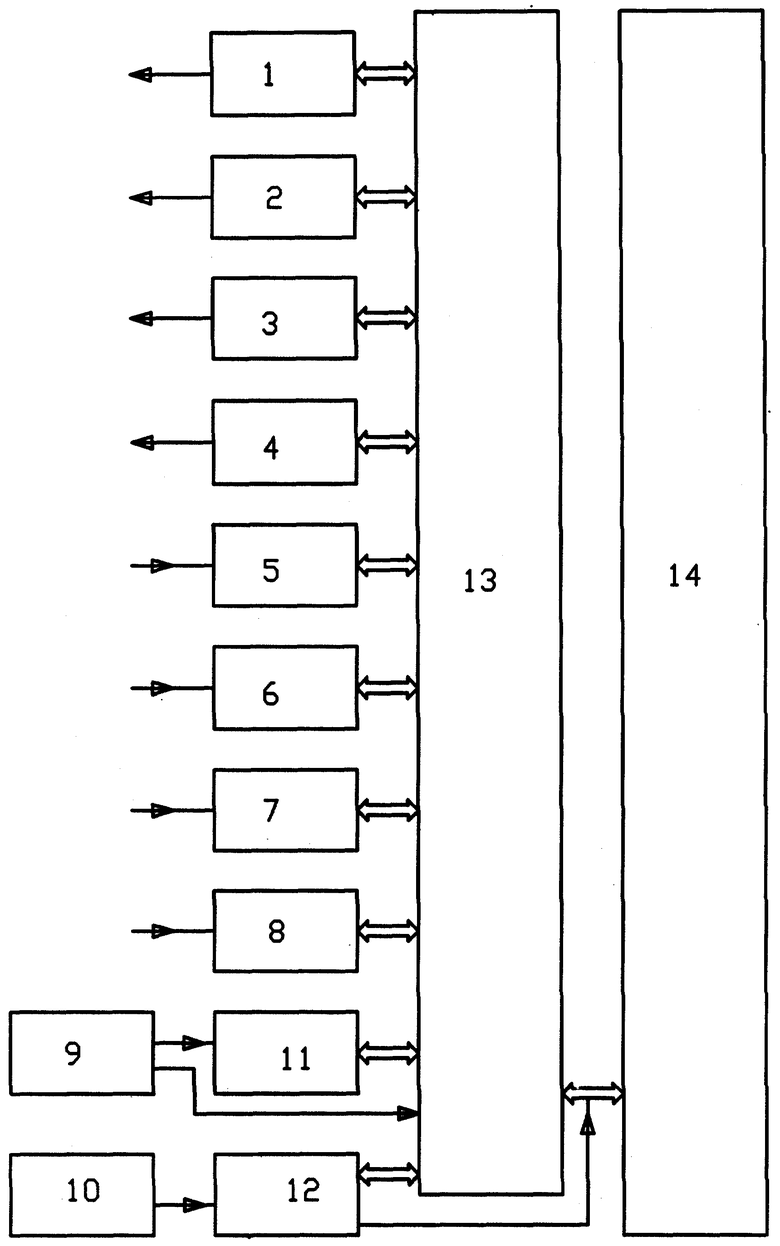
Способ регулирования процесса наплавки детали вращения, включающий изменение параметров наплавки в зависимости от программно изменяемой скорости вращения детали для обеспечения оптимального режима, отличающийся тем, что определяют текущую угловую координату детали, сравнивают ее значение с заданным и при их совпадении осуществляют изменение параметров наплавки по заданной программе.
| Proposal SNMI (Франция) | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| УСТАНОВКА МЕХАНИЗИРОВАННОЙ ПЛАЗМЕННОЙ НАПЛАВКИ ВАЛОВ | 1994 |
|
RU2114724C1 |
| Установка для наплавки инструмента | 1988 |
|
SU1671426A1 |
| Устройство для очистки гусеницы и ведущего колеса гусеничных машин | 1961 |
|
SU140694A1 |
| DE 3320478 A1, 22.12.1983. | |||

