1
Изобретение относится к области производства листовых изделий и может быть применено для регулирования толщины полистиролового Листа, вырабатываемого .на экструзиоиных агрегатах.
Известны устройства для автоматического регулироваиия толщины листа, содержащие датчики контроля толщины в фиксировавных точках по шИ|рИ1не ЛИста и иополиительный механизм регулироваиия зазора формующей щели.
Цель изобретения - автоматическое устранение разнотолщииности по ШИрИ1не листа.
Это достигается тем, что в устройство введены элекТ|роп1нев,марасп,ределители, пневмоцилиидр, иневмопривод, зубчатая рейКа, кулачковые полумуфты, винтовые поворотныг валики, позиционный переключатель регулировки толЩИны листа с приводом, вычислительный блок.
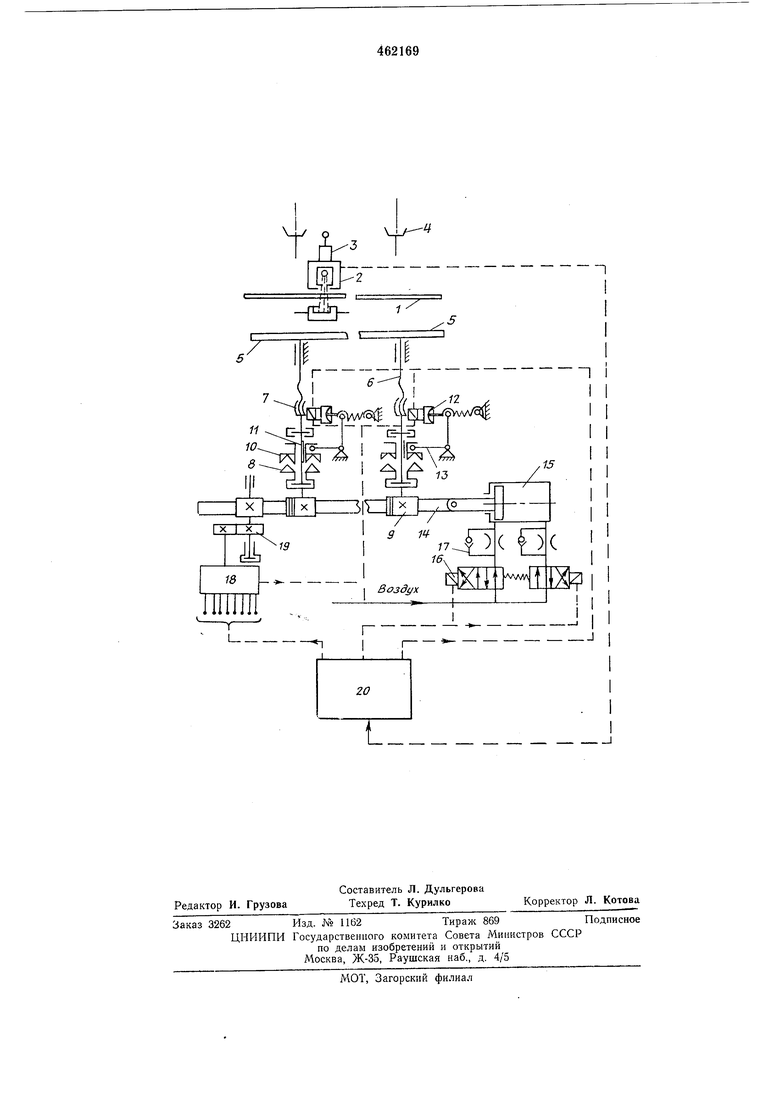
На чертеже иредставлана принципиальная схема предлагаемого устройства.
Узел для контроля толщины листа 1 состоит из датч-ика 2 контроля толщины, конечного выключателя 3 и контактов, выполненных в виде упоров 4, количество которых соответствует количеству зон регулирования толщины. Исполнительный механизм регулирования зазора формующей щелй содержит уоругую ленту 5, регулировочные щпильки 6, по числу
зон регули|рования, и винтовые поворот1ные валики 7. На винтовых поворотных валиках установлены свободно вращающиеся кулачковые полумуфты 8, жестко соединанные с зубчатыми щесте(р1НЯ1Ми 9, и кулачковые полумуфты 10, перемещающиеся по направляющим шпоякам И. Пнев1моприводы 12 и подпружиненные вилки 13 с роликами предназначены для сцеплания и ра сцепл0ния «улачковых полумуфт. Зубчатая рейка 14 пе редает через шестерни 9 на полумуфты усилие от пневмоцилиндра 15. Управление пневмоцилиндром осуществляется с помощью двух электропневмораспределителей 16 и двух дросселей с обрат-ньши клапапа1ми 17.
Позиционный переключатель 18 служит для управления точной регулировкой толщины листа. Привод переключателя выполнен от рейжи через зубчатое зацепление 19. Вход вычислительного блока 20 подключен к датчику коинроля толщины листа. Первые выходы вычислительного блока подсоединены к электропнев1морасцределиггеля:м 16, вторая группа выходов по числу зон регулирования - к пневмоприводам 12, а третья группа выходов - к входу позиционного переключателя 18. Вьгходы позиционного переключателя соединены о пневмоп1рнвода1М1И 12.
Работает устройство следующим образом.
Датчик 2 контроля толщины перемещ-аетсч
no ширине листа 1 до первого упора 4. Вычислительный блок 20 считывает результат измерения под этим упором. На ооноваиии заломневного результата измерения вычислительный блок выдает сигнал на электропневМараспределителИ 16 для приведения в действне пщевмоцилиндра 15. Усилие от пневмоцилвнара передается через рейку 14, шестерню 9 па полумуфту 8. Второй сигнал с вычислительного блока 20 включает П нев:моцри:вод 12, соответствуюш.ий данной фиксированной точки заiMepa толщины. Пневмопривод 12 и подпружиненная вилка 13 с роликами сцепляют кулачковые полумуфты 8 и 10, и усилие от полумуфты 8 через направляющую щпонасу 11 передается на вЕнтовой поворотный валик 7. За один ход штока пнеимо цилиндр а валижи 7 делают один оборот. Шпилька 6 три повороте валика перемещается поступательно на велич ину шага резьбы и передает усилие на упругую ленту, перемещением которой осуществляется регулиров|ка зазора фар.мующей щели ла да1Н1Ном уча|СТ1ке. Шестерви 9 и кулач ковые полумуфты 8, соответствующие остальньим фиксированным точкам замера, в да«ный момент вращ-аюггся «а валиках 7 вхолостую.
Многоцозициоеный переключатель 18, nip;iводимый в движение от рейки 14 через зубчатое зацепление 19, делает одвн оборот за одни ход щтока и шроизводит отсчет пути, пройденного рейкой в доля.х оборота, кратных количеству ПОЗИ1ЦИЙ переключателя. Путь рейки, отсчитанный миогопозициоеным переключателем, после включения полу.муфты характеризуется величиной сигнала, поступившего с вычислительного блока 20. Кула141ковые полумуфты 8 и 10 выключаются подпружвнвниой вилкой 13 с роли1ками после отключения переключателем 18 пиев.моприводов 12. Соответственно происходит регулирование в остальных фижсироваиных точках по ширине листа.
Предмет изобретения
Устройство для регулирования толщины листа, содержащее датчик контроля толщины, И|0пол1нительный механизм регулирования зазора, ф|ррмующей щели, отличающееся тем, что, с целью увеличения точности регулирования, оно соде|ржит элект1ропнев:.мараопре1Д,елители, пневмоцилиндр, пневмопривод, зубчатую рейку, кула1чковые полумуфты, винтовые поворотные валики, позиционный переключатель регулировки ТОЛЩИ1НЫ листа с приводом, вычислительный блок, вход которого ПОДКЛЮЧ&И
к датчику контроля толщины, первые выходы подключены к элект1роп нев:мораспредел1ите1лям,
соединенным чдрез П1Нбвмоцили1НД1р, зубчатую рейку, кулачковые полумуфты с виНТо:ВЫ|Ми поворотньши валиками нополниггельного механизма, вторые через П1нев1моприводы подключены к кулачковым пол у1муфтам, а третьи
к входу позициовного переключателя регулировки толщины лиюта, выходы которого подключены к входу пневмоприводов выключения кулач1ковых полумуфт.
Yjr 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления лакокрасочных и эмалевых покрытий с внутренних поверхностей цилиндрических горизонтально расположенных резервуаров | 1987 |
|
SU1458428A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| СМЕСИТЕЛЬ ДЛЯ ПОРОШКОВ | 2005 |
|
RU2286843C1 |
| Устройство для снятия изоляции и подкрутки жил проводов | 1987 |
|
SU1515240A1 |
| СЕКЦИОННЫЙ ДВУХВАЛЬЦОВЫЙ СТАНОК ДЛЯ РАЗМОЛА ЗЕРНОВЫХ КУЛЬТУР | 2000 |
|
RU2169045C1 |
| НИТКОШВЕЙНАЯ МАШИНА И ЕЕ ШВЕЙНЫЙ МЕХАНИЗМ, МЕХАНИЗМ ПЕРЕНОСА НИТИ, МЕХАНИЗМ ПРОКОЛА И НИТЕПРОВОДЯЩИЙ МЕХАНИЗМ | 2004 |
|
RU2283774C2 |
| Устройство для позиционной обработки брусковых деталей | 1980 |
|
SU912494A1 |
| КОЛЛИМАТОРНОЕ УСТРОЙСТВО И СПОСОБ | 2011 |
|
RU2591761C2 |
| Автомат для намотки перфорированной пленки и упаковки в бумагу | 1975 |
|
SU561699A1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2146010C1 |
71j
4 Ыз-1-Г-с -Г
w.
9
1 ;
