Изобретение относится к области машиностроения, преимущественно к способам термического упрочнения изделий порошковой металлургии, в частности к изделиям из карбидсодержаших твердых сплавов, применяемым для холодной и горячей механической обработки металлов и сплавов, например, резанием.
Известен способ термической обработки изделий из карбидсодержаших твердых сплавов с помощью закалки [1], при котором температура закалки всегда выбирается ниже температуры эвтектики компонентов твердого сплава: монокарбида вольфрама и цементирующей кобальтовой связки. Недостатками известного способа являются малая степень упрочнения режущих пластин из твердых сплавов и низкая стойкость их к воздействию ударных нагрузок.
Наиболее близким к заявляемому способу является способ термической обработки изделий из карбидсодержаших твердых сплавов, полученных методом стационарного спекания в присутствии жидкой фазы, при котором температуру обработки выбирают в интервале температур 800-1400oС [2], причем интервал температур, больших 1280oС, лежит выше температуры эвтектики (1280oС, [2]) компонентов твердого сплава. Таким образом, при термообработке в интервале температур 1280-1400oC происходит повторная рекристаллизация твердого сплава.
Недостатками известного способа являются
- относительно малая степень упрочнения режущих пластин из твердых сплавов:
- низкая стойкость режущих пластин из твердых сплавов к воздействию ударных нагрузок.
Заявляемое изобретение направлено на увеличение степени упрочнения и стойкости к воздействию ударных нагрузок.
Указанный результат достигается тем, что режимы термообработки выбирают из условий
Tсп<Tобр<Tр,
tmin<tобр<tр,
где Тобр - температура термообработки;
Тсп - температура спекания изделия в присутствии жидкой фазы;
tобр - продолжительность термообработки;
tmin минимальное время нагрева, необходимое для образования при температуре обработки слоя жидкой фазы толщиной 3 мкм в приповерхностном слое изделия, определяемое расчетным иди опытным путем;
Тр, tp - температура и продолжительность термообработки, при сочетании которых возникают искажения формы изделия, причем все значения температуры и продолжительности термообработки, входящие в математические условия, выражены в одних и тех же единицах температуры и времени, например, температуры в градусах Цельсия, Кельвина, Фаренгейта и т.п., а времени в секундах, минутах, часах и т.п.
Отличительными признаками заявляемого способа упрочнения изделий из карбидсодержащих сплавов являются
- выбор температуры термообработки в пределах между температурой стационарного спекания изделия в присутствии жидкой фазы и температурой "распухания" изделия, т.е. искажения его формы
- выбор в качестве нижнего предела интервала температур термообработки значения температуры спекания обрабатываемого изделия в присутствии жидкой фазы;
- выбор в качестве верхнего предела интервала температур термообработки значения температуры "распухания" обрабатываемого изделия, т.е. при которой возникают искажения формы изделия;
- выбор продолжительности термообработки в пределах между минимальным ее значением и продолжительностью, приводящей к "распуханию" изделия;
- выбор в качестве нижнего предела интервала продолжительности термообработки, определяемой расчетным или опытным путем, значения минимального времени, необходимого для образования при температуре обработки слоя жидкой фазы толщиной 3 мкм в приповерхностном слое изделия;
- выбор в качестве верхнего предела интервала продолжительности термообработки такого значения продолжительности, при которой возникают искажения формы изделия. ("распухание").
При этом все значения температуры и продолжительности термообработки должны быть выражены в алгебраических неравенствах в одних и тех же единицах измерения температуры и времени, например, температуры в градусах Цельсия, Кельвина, Фаренгейта и т.п., а времени в секундах, минутах, часах и т.п.
Установлено, что нижний предел используемых температур должен превышать температуру спекания обрабатываемого изделия в присутствии жидкой фазы. В противном случае эффект повышения механических свойств (износостойкости, стойкости к воздействию ударных нагрузок) незначителен. Верхний предел используемых температур не должен достигать температуры "распухания" обрабатываемого изделия. В противном случае неконтролируемо увеличиваются габариты изделия, на нем появляются микро- и макровздутия, микро- и макротрещины, что приводит к резкому снижению срока службы изделия.
Установлено, что нижний предел продолжительности термообработки должен быть не менее минимального значения, которое обеспечивает появление в приповерхностном слое жидкой фазы на глубину 3 мкм, что изменяет физические свойства сплава на этой глубине. Этой толщины приповерхностного слоя с измененными физическими свойствами достаточно для значительного повышения стойкости изделия, подвергнутого термообработке. Если выбрать меньшую продолжительность термообработки, то эффект от ее воздействия будет незначителен и не будет иметь практической ценности. Верхний предел продолжительности термообработки должен быть менее продолжительности "распухания" - того значения времени термообработки, при котором резко увеличиваются размеры обрабатываемого изделия, что сопровождается появлением на поверхности изделия вздутий и трещин. Этот нежелательный эффект снижает стойкость изделия в несколько раз по сравнению с ее значением до термообработки.
Проверка достижения заявленного технического результата осуществлялась следующим образом.
Пластины из карбидсодержащих твердых сплавов до и после термообработки исследовались методом рентгеновской дифрактометрии, после чего они использовались для изготовления резцов для токарной обработки.
Производственные испытания с целью определения срока службы резцов, фрез, сверл осуществлялись на ОАО ММП им. В.В. Чернышева, Авиационной Корпорации "Рубин", БНИИГИС, Объединении "МосАвтоЗил".
Испытания опытной партии неперетачиваемых пятигранных режущих пластин 10124-0392 (обозначение по ISO WNUM 0392) из твердого сплава ВК8 проведены на ОАО ММП им. В.В. Чернышева на токарном станке с ПУ модели 16Б16Т1С1 при обработке деталей "Валик" 150330201 монокультиватора "Крот", материал детали - сталь 30ХГСА. При одной установке режущей пластины на державку последовательно двумя режущими гранями осуществлялись две токарные операции. В операции N 020 производилась подрезка торца, в операции N 025 - проточка диаметра. Режимы течения: в операции N 020 скорость резания V=46 м/мин, число оборотов n=500 об/мин, подача S=0,1 мм/об, глубина резания t=1,2 мм; в операции N 025 V=64 м/мин, n=700 об/мин, S=0,28 мм/об, t=1,5 мм. Токарная обработка производилась с охлаждением эмульсией.
Испытания опытной партии перетачиваемых четырехгранных режущих пластин из твердого сплава БК8 проведены на Авиационной Корпорации "Рубин" на станке ДИП-300. Обрабатываемая деталь - корпус тормоза КТ-196. материал детали - титановый сплав ВТ9, диаметр обрабатываемой детали - 250 мм. Режим точения: n= 35 об/мин, V=28 м/мин, S=0,2 мм/об, t=9 мм. Токарная обработка производилась с охлаждением эмульсией.
Испытания опытной партии неперетачиваемых сменных шестигранных режущих пластин 02114-080408 (обозначение по ISO WNUM 080408) из твердого сплава Т15К6 проведены на ОАО ММП им. Чернышева на токарном полуавтоматическом станке с ЧПУ модели СРТ 16 NC при обработке деталей "Валик" N 160300302 лодочного мотора "Нептун". Материал детали - сталь 12X2H4А-Ш, твердость НВ 174-203. Операция N 054 - токарная с ЧПУ. Режим резания: диаметр d - перем., длина L - перем., V=const=70 м/мин, n - перем., t - перем., S - перем. Токарная обработка производилась с охлаждением СОЖ "ЭГТ".
Испытания опытной партии неперетачиваемых сменных шестигранных режущих пластин 02114-100608 (обозначение по ISO WNUM 100608) из твердого сплава МС 321 проведены на ОАО ММП им. В.В. Чернышева на токарном полуавтоматическом станке с ЧПУ модели СРТ 16 NC при обработке деталей N 160603501 лодочного мотора "Нептун". Материал детали - сталь 12X2Н4А-Ш, твердость НВ 160. Операция N 017 - токарная с ЧПУ. Режимы резания: V=35 м/мин, n=400 об/мин, t=2 мм, S=0,5 мм/об. Токарная обработка производилась с охлаждением ООЖ "ЭГТ".
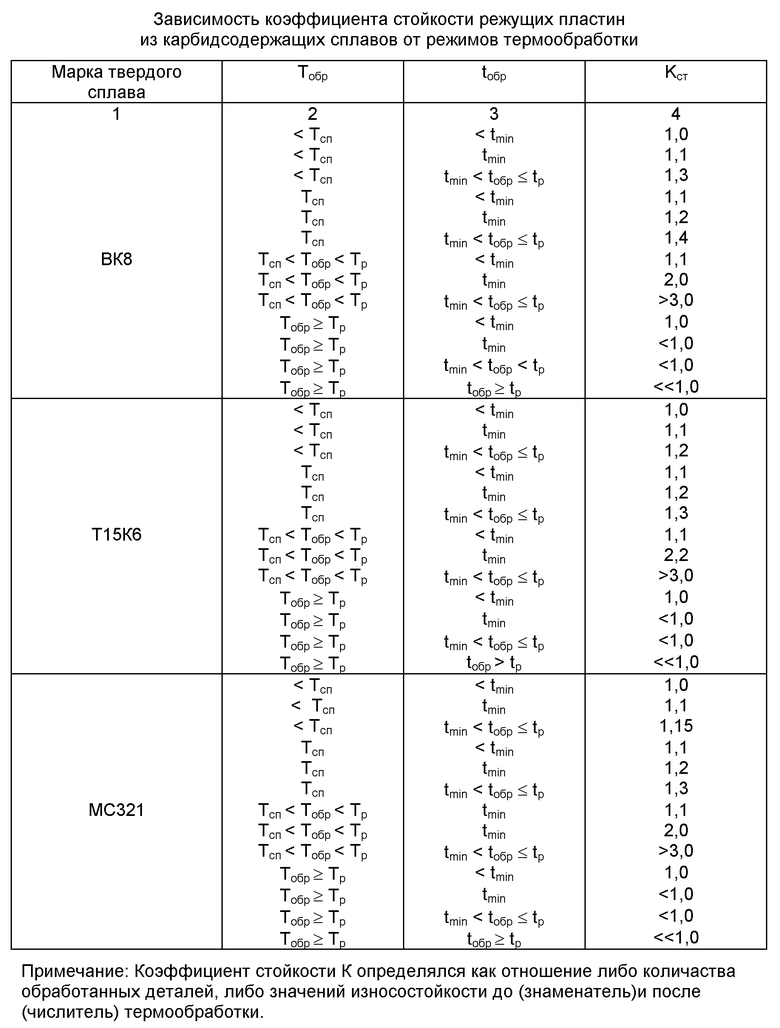
Результаты испытаний представлены в таблице.
Из таблицы следует, что выполнение указанных выше условий, налагаемых на значения температуры и продолжительности термообработки, увеличивает в несколько раз срок службы режущих пластин. Невыполнение данных условий, как видно из таблицы, резко уменьшает работоспособность режущих пластин.
Заявленный способ осуществляют следующим образом. Предварительно перед термообработкой изделия из твердых сплавов исследуют методом рентгеновской диффрактометрии и на основании результатов исследований получают ориентировочные режимы термообработки. При термообработке обязательно выполнение следующих условий, ограничивающих интервалы используемых значений температуры и продолжительности термообработки:
Тсп < Тобр < Тр,
tmin ≤ tобр < tр,
где Тобр - температура термообработки;
Тсп - температура спекания изделия в присутствии жидкой фазы;
tобр - продолжительность термообработки;
tmin - минимальное время нагрева, необходимое для образования при температуре обработки слоя жидкой фазы толщиной 3 мкм в приповерхностном слое изделия, определяемое расчетным или опытным путем;
Тр, tр - температура и продолжительность термообработки, при сочетании которых возникают искажения формы изделия, причем значения температуры и продолжительности термообработки, входящие в математические условия, выражены в одних и тех же единицах температуры и времени, например, температуры в градусах Цельсия, Кельвина, Фаренгейта и т.п., а времени в секундах, минутах, часах и т.п.
Как показано выше, выполнение сформулированных условий обеспечивает увеличение износостойкости и стойкости к воздействию ударных нагрузок в несколько раз. Напротив, невыполнение данных условий незначительно увеличивает или даже резко снижает работоспособность изделий из твердых сплавов.
Температура спекания изделий из твердых сплавов известна из литературных данных. Например, для твердого сплава ВК8 Тсп = 1415oC, для сплава Т15К6 Тсп = 1450oC, для сплава МС321 Тсп = 1450oC. Температура распухания для исследованных твердых сплавов ВК8, Т15К6, МС321 измеряется в пределах 1500-1500oC, а tр соответственно от 2 до 10 минут.
При проведении опытов установлено, что для твердого сплава ВК8 при Тр = 1500oC tр = 3,5 мин, при Тр = 1500oC tр = 2 мин; для твердого сплава Т15К6 при Тр 1500oC tр = 10 мин, а при Тр 1550o tр = 7 мин; для твердого сплава МС321 при Тр = 1500oC tр = 5 мин. Значения tmin для трех исследованных сплавов ВК8, Т15К6 и МС321 и температурах обработки Тобр = 1500oC и 1550oС составляли несколько секунд.
Источники информации
1. Лошак М.Г. Прочность и долговечность твердых сплавов. - Киев: Наукова думка, 1984. - 218 с.
2. Wu Yinfang. A survey of study on heat-treatment of cemented carbide. - Hard metals and hard materials. - 1993. - V.1, 1. - P. 20-23 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ТВЕРДОСПЛАВНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2307012C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТВЕРДЫХ МАТЕРИАЛОВ | 2000 |
|
RU2178012C2 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТВЕРДЫХ МАТЕРИАЛОВ | 2000 |
|
RU2178013C2 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ ИЗ ТВЕРДЫХ СПЛАВОВ ПОСЛЕ РАДИАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 2006 |
|
RU2303257C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2000 |
|
RU2178011C2 |
| ИНСТРУМЕНТ ИЗ ТВЕРДОГО СПЛАВА, СОДЕРЖАЩЕГО КАРБИДЫ ВОЛЬФРАМА И ТИТАНА | 2006 |
|
RU2307013C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТВЕРДЫХ МАТЕРИАЛОВ | 1998 |
|
RU2131331C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ | 2000 |
|
RU2181645C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ | 2002 |
|
RU2209128C1 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА | 1993 |
|
RU2066596C1 |
Изобретение относится к порошковой металлургии, в частности к изделиям из карбидсодержащих твердых сплавов, применяемых для холодной и горячей механической обработки металлов и сплавов, например, резанием. Способ заключается в упрочнении изделий из карбидсодержащих сплавов путем их термообработки, при этом режимы термообработки выбирают из условий Тсп<Тобр<Тр, tmin≤toбp< tp, где Тобр - температура термообработки; Tсп - температура спекания изделия в присутствии жидкой фазы; tобр - продолжительность термообработки; tmin - минимальное время нагрева, необходимое для образования при температуре обработки слоя жидкой фазы толщиной 3 мкм в приповерхностном слое изделия, определяемое расчетным или опытным путем; Тр, tp - температура и продолжительность термообработки, при сочетании которых возникают искажения формы изделия. Изобретение позволяет увеличить степень упрочнения и стойкость к воздействию ударных нагрузок. 1 табл.
Способ упрочнения изделий из карбидсодержащих сплавов путем их термообработки в присутствии жидкой фазы, отличающийся тем, что режимы термообработки выбирают из условий
Tсп<Tобр<Tр,
tmin≤toбp<tp,
где Тобр - температура термообработки;
Tсп - температура спекания изделия в присутствии жидкой фазы;
toбp - продолжительность термообработки;
tmin - минимальное время нагрева, необходимое для образования при температуре обработки слоя жидкой фазы толщиной 3 мкм в приповерхностном слое изделия, определяемое расчетным или опытным путем;
Tp, tp - температура и продолжительность термообработки, при сочетании которых возникает искажение формы изделия.
| WU YINFANG | |||
| A survey of study on heat-treatment of cemented carbide, Hard metals and hard materials, 1993, v.1, №1 , p.20-23 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДОСПЛАВНЫХ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1998 |
|
RU2145916C1 |
| DE 3511220 A1, 09.10.1986. | |||

