Изобретение относится к области машиностроения и может быть использовано для холодной и горячей механической обработки различных материалов, преимущественно металлов и их сплавов, и может быть выполнено в виде различного типа резцов, сверл, фрез, бурового инструмента, фильер и т.п.
Известен инструмент, выполненный из твердого сплава на основе карбида титана с железной связкой (карбидостали) [1]. Недостатком известного инструмента является его сравнительно низкая износостойкость, что можно объяснить высокой степенью разупорядоченности кристаллической решетки карбида титана.
Известен инструмент, выполненный из твердого сплава на основе монокарбида вольфрама с кобальтовой связкой [2]. Недостатками известного инструмента являются его малые твердость и износостойкость, что можно объяснить высокой степенью разупорядоченности кристаллической решетки монокарбида вольфрама.
Наиболее близким к заявляемому инструменту является инструмент, выполненный из твердого сплава, состоящего из монокарбида вольфрама, карбида титана и цементирующей кобальтовой связки и обладающего повышенной концентрацией сложного карбида (Ti, W)C, достигающей 50-99,5 массовых процентов в приповерхностном слое толщиной 3÷15 мкм [3]. Недостатком известного инструмента является сравнительно малый срок службы, что обусловлено высокой степенью интегральной разупорядоченности карбидов вольфрама и титана.
Заявляемое изобретение направлено на увеличение срока службы инструмента.
Указанный результат достигается тем, что инструмент выполнен из твердого сплава, содержащего монокарбид вольфрама, карбид титана и цементирующую кобальтовую связку и обладающего повышенной концентрацией сложного карбида (Ti, W)C, достигающей 50÷99,5 массовых процентов в приповерхностном слое толщиной 3÷15 мкм, при этом интегральная разупорядоченность (b/а)Σ кристаллических решеток карбидных фаз - монокарбида вольфрама WC и сложного карбида (Ti, W)C - меньше двух, где (b/а)Σ=(b/а)(Ti,W)C·С(Ti, W)C+(b/а)WC·СWC, (b/a)(Ti,W)C - разупорядоченность кристаллической решетки сложного карбида (Ti, W)C, (b/а)WC - разупорядоченность кристаллической решетки монокарбида вольфрама WC, С(Ti,W)C - концентрация сложного карбида (Ti, W)C в массовых процентах, СWC - концентрация монокарбида вольфрама WC в массовых процентах, b=β2/β1, а=tgϑ2/tgϑ1, β - физическое уширение дифракционной линии, ϑ - угловое положение центра тяжести дифракционной линии, индексы 1 и 2 отвечают дифракционным линиям, снятым при малых и больших углах дифракции рентгеновских лучей на исследуемом образце.
Отличительным признаком заявляемого изобретения является выполнение кристаллических решеток карбидных фаз - монокарбида вольфрама WC и сложного карбида (Ti, W)C - с интегральной разупорядоченностью (b/а)Σ, меньшей двух, где (b/а)Σ=(b/а)(Ti,W)C ·C(Ti,W)C+(b/a)WC·CWC, (b/а)(Ti,W)C - разупорядоченность кристаллической решетки сложного карбида (Ti, W)C, (b/a)WC - разупорядоченность кристаллической решетки монокарбида вольфрама WC, С(Ti,W)C - концентрация сложного карбида (Ti, W)C в массовых процентах, СWC - концентрация монокарбида вольфрама WC в массовых процентах, b=β2/β1, а=tgϑ2/tgϑ1, β - физическое уширение дифракционной линии, ϑ - угловое положение центра тяжести дифракционной линии, индексы 1 и 2 отвечают дифракционным линиям, снятым при малых и больших углах дифракции рентгеновских лучей на исследуемом образце.
Установлено, что если интегральная разупорядоченность кристаллических решеток карбидных фаз (Ti, W)C и WC больше двух, то увеличение срока службы инструмента практически не заметно. Значение интегральной разупорядоченности, меньшее двух, обеспечивает достижение заявленного результата.
Сущность заявленного изобретения поясняется чертежом и нижеследующим описанием.
На чертеже приведено схематическое изображение инструмента. 1 - инструмент, 2 - приповерхностный слой, обогащенный сложным карбидом (Ti, W)C.
На чертеже схематично представлен поперечный разрез твердосплавного инструмента 1, иллюстрирующий расположение обогащенного сложным карбидом (Ti, W)C слоя 2 на его поверхности. Твердосплавный инструмент закрепляется в основании известным образом, образуя устройство, которое в целом может являться резцом, сверлом, фрезой, фильерой, протяжкой и т.п. В частном случае таким основанием может служить зажимной патрон станка, в котором закрепляется твердосплавный инструмент (резец, сверло, развертка, метчик и т.п.).
Работа инструмента не описывается, так как он не содержит движущихся узлов и деталей.
Обогащенный сложным карбидом (Ti, W)C приповерхностный слой инструмента и интегральная разупорядоченность в нем монокарбида вольфрама WC и сложного карбида (Ti, W)C, меньшая двух, создаются термообработкой. Готовое изделие из твердого сплава, получаемое известными методами порошковой металлургии, подвергают нагреву до температуры, подбираемой экспериментально, превышающей температуру стационарного спекания изделия в присутствии жидкой фазы [4] (высокотемпературная обработка (ВТО)). Время выдержки при подобранных температурах также подбирается экспериментально. Уменьшение интегральной разупорядоченности монокарбида вольфрама и сложного карбида титана и вольфрама до значений, меньших двух, происходит вследствие нагрева твердого сплава до высоких температур. Степень разупорядоченности монокарбида вольфрама и сложного карбида (Ti, W)C регистрируется методом рентгеновской дифрактометрии.
Твердосплавный инструмент с уменьшенным значением интегральной разупорядоченности монокарбида вольфрама и сложного карбида (Ti, W)C закрепляется в основании известными методами и полученное устройство для обработки материалов (инструмент, оснастка) используется по назначению.
Проверка достижения заявленного технического результата осуществлялась следующим образом. После термообработки пластины из твердого сплава Т15К6 (состав в массовых процентах: WC - 79, TiC - 15, Со - 6) исследовались методом рентгеновской дифрактометрии [5]. Для исследования монокарбида вольфрама WC использовались линии 10.1 (ϑ1=24,39°) и 11.2 (ϑ2=49,42°), для исследования двойного карбида (Ti, W)C использовались линии 200 (ϑ1=21,01°) и 400 (ϑ2=45,60°). Применялось излучение CuKα. После рентгеновских исследований пластины из твердого сплава Т15К6 использовались для изготовления резцов для токарной обработки.
Производственные испытания с целью определения срока службы резцов осуществлялись на СП "Пигма-Kennametal". Испытания опытной партии неперетачиваемых режущих пластин KNUX 190810 из твердого сплава Т15К6 производства КЗТС проведены на токарно-винторезном станке с ЧПУ модели 16К20Ф3. Обрабатывались различные детали для горного инструмента, изготовленные из стали 30ХГСА. Режимы резания: скорость резания V=90 м/мин, подача S=0,3 мм/об, глубина резания t=3 мм.
Результаты рентгеновских измерений представлены в таблице 1, а производственных испытаний - в таблице 2. В таблице 3 сопоставлены результаты рентгеновских измерений и производственных испытаний.
Из табл.1 следует, что основной вклад в интегральную разупорядоченность (b/а)Σ вносит разупорядоченность сложного карбида (Ti, W)C как вследствие ее большей величины по сравнению с разупорядоченностью монокарбида вольфрама, так и почти на порядок большей концентрацией (Ti, W)C (84,2÷89,2 мас.% по сравнению с 8,5÷12,4 мас.%).
Из табл.2 вытекает, что время работоспособности термообработанных пластин колеблется в широких пределах, изменяясь от 114 до 858 мин, что меньше и больше времени работоспособности базовой пластины, равного 213 мин.
Наибольший интерес для практических применений представляют данные табл.3, в которой сопоставлены значения интегральной разупорядоченности (b/а)Σ со значениями коэффициента стойкости KСТ ВТО термообработанных пластин, определяемого по формуле
где tР - время работоспособности базовой пластины, tР ВТО - время работоспособности пластины, подвергнутой высокотемпературной обработке (ВТО).
Из табл.3 очевидно, что чем больше (b/а)Σ, тем меньше коэффициент стойкости термообработанных пластин. Данное утверждение целиком выполняется в случае коэффициентов стойкости 1-го лезвия. В случае 2-го лезвия для больших значений (b/а)Σ, близким к двум, это утверждение несправедливо. Однако для коэффициентов стойкости как первого, так и второго лезвий и среднего значения коэффициента стойкости двух лезвий  справедливо другое положение, являющееся основным положительным результатом заявляемого изобретения: при значениях (b/а)Σ, больших двух, значения КСТ. меньше двух (КСТ=0,53÷1,62), что либо не имеет особого практического значения (КСТ=1,57÷1,62), либо бессмысленно (КСТ=1,08), либо просто вредно (КСТ=0,53).
справедливо другое положение, являющееся основным положительным результатом заявляемого изобретения: при значениях (b/а)Σ, больших двух, значения КСТ. меньше двух (КСТ=0,53÷1,62), что либо не имеет особого практического значения (КСТ=1,57÷1,62), либо бессмысленно (КСТ=1,08), либо просто вредно (КСТ=0,53).
Итак, при выполнении условия: (b/а)Σ<2, среднее значение стойкости пластины  , т.е. увеличивается более, чем вдвое, время работоспособности термообработанной пластины по сравнению с базовой пластиной.
, т.е. увеличивается более, чем вдвое, время работоспособности термообработанной пластины по сравнению с базовой пластиной.
Результаты рентгеновских измерений пластин KNUX 190810 из твердого сплава Т15К6 производства КЗТС после высокотемпературной обработки
Результаты производственных испытаний пластин KNUX 190810 из твердого сплава Т15К6 производства КЗТС после высокотемпературной обработки
Сопоставление результатов рентгеновских измерений и производственных испытаний пластин KNUX 190810 из твердого сплава Т15К6 производства КЗТС после высокотемпературной обработки
Источники информации
1. Гуревич Ю.Г., Нарва В.К., Фраге Н.П. Карбидостали. М.: Металлургия, 1988. 142 с.
2. Третьяков В.И. Основы металловедения и технологии производства спеченных твердых сплавов. М.: Металлургия, 1976, 528 с. С.21-125.
3. Устройство для обработки твердых материалов. Пат. РФ на изобретение №2178012 от 10.01.2002 г. Патентообладатель - Научно-исследовательский институт механики МГУ им. М.В.Ломоносова. Авторы: Коршунов А,Б., Бажинов А.Н., Рябов В.Н. и др. (Прототип).
4. Способ упрочнения изделий из карбидосодержащих сплавов. Пат. РФ на изобретение №2181643 от 27.04.2002 г. Патентообладатель - Научно-исследовательский институт механики МГУ им. М.В.Ломоносова. Авторы: Коршунов А.Б., Бажинов А.Н., Рябов В.Н. и др.
5. Горелик С.С., Скаков Ю.А., Расторгуев Л.Н. Рентгенографичесий и электронно-оптический анализ. Учебное пособие для вузов. Изд. 4-е, перераб. и доп. - М.: МИСиС, 2002. - 360 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ИЗ ТВЕРДОГО СПЛАВА, СОДЕРЖАЩЕГО КАРБИДЫ ВОЛЬФРАМА И ТИТАНА | 2006 |
|
RU2307013C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ ИЗ ТВЕРДЫХ СПЛАВОВ ПОСЛЕ РАДИАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 2006 |
|
RU2303257C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТВЕРДЫХ МАТЕРИАЛОВ | 2000 |
|
RU2178013C2 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТВЕРДЫХ МАТЕРИАЛОВ | 1998 |
|
RU2131331C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТВЕРДЫХ МАТЕРИАЛОВ | 2000 |
|
RU2178012C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ТОНКОЙ КРИСТАЛЛИЧЕСКОЙ СТРУКТУРЫ ПОЛИКРИСТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2002 |
|
RU2234076C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ | 2002 |
|
RU2209128C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОКРЫТИЙ | 1995 |
|
RU2096519C1 |
| ЛЕГИРОВАННЫЙ ВОЛЬФРАМ, ПОЛУЧЕННЫЙ ХИМИЧЕСКИМ ОСАЖДЕНИЕМ ИЗ ГАЗОВОЙ ФАЗЫ | 2005 |
|
RU2402625C2 |
| Способ газового азотирования твердосплавных пластин | 1981 |
|
SU1044676A1 |
Изобретение относится к порошковой металлургии, в частности к получению твердосплавного инструмента для холодной и горячей механической обработки. Может использоваться для изготовления режущего инструмента, бурового инструмента и фильер. Инструмент выполнен из твердого сплава, состоящего из монокарбида вольфрама, карбида титана и цементирующей кобальтовой связки. Приповерхностный слой толщиной 3÷15 мкм содержит 50-99,5 мас.% (Ti, W)C. Кристаллические решетки карбидных фаз в приповерхностном слое имеют интегральную разупорядоченность (b/a)Σ<2. При этом (b/a)Σ=(b/a)(Ti,W)C·C(Ti,W)C+(b/a)WC·CWC, где (b/a)(Ti,W)C - разупорядоченность кристаллической решетки (Ti, W)C; (b/a)WC - разупорядоченность кристаллической решетки WC; C(Ti,W)C - концентрация (Ti, W)C, мас.%; CWC -концентрация WC, мас.%; b=β2/β1; a=tgϑ2/tgϑ1; β - физическое уширение дифракционной линии; ϑ - угловое положение центра тяжести дифракционной линии; индексы 1 и 2 соответствуют дифракционным линиям, снятым при малых и больших углах дифракции рентгеновских лучей. Полученный инструмент имеет высокий коэффициент стойкости и, следовательно, увеличенный срок службы. 1 ил., 3 табл.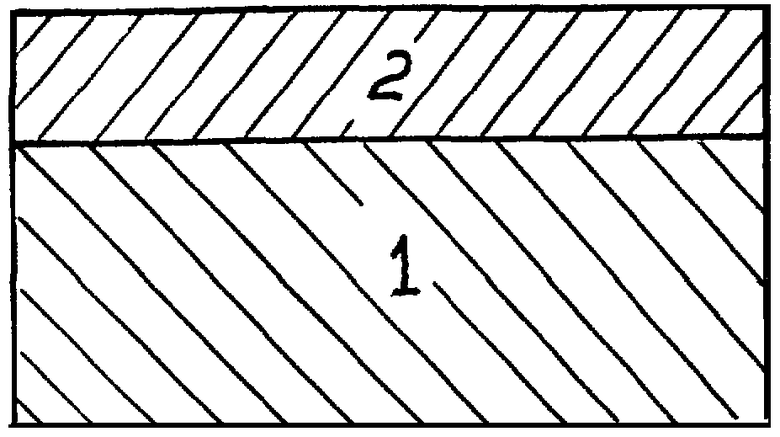
Инструмент для механической обработки, выполненный из твердого сплава, состоящего из монокарбида вольфрама, карбида титана и цементирующей кобальтовой связки, и имеющий приповерхностный слой, содержащий сложный карбид (Ti, W)C в концентрации 50-99,5 мас.% толщиной 3÷15 мкм, отличающийся тем, что кристаллические решетки карбидных фаз в приповерхностном слое имеют интегральную разупорядоченность (b/а)Σ<2, при этом
(b/a)Σ=(b/a)(Ti,W)C·C(Ti, W)C+(b/a)WC·CWC,
где (b/a)(Ti,W)C - разупорядоченность кристаллической решетки сложного карбида (Ti, W)C;
(b/a)WC - разупорядоченность кристаллической решетки монокарбида вольфрама WC;
C(Ti,W)C - концентрация сложного карбида (Ti, W)C, мас.%;
CWC - концентрация монокарбида вольфрама WC, мас.%;
b=β2/β1;
a=tgϑ2/tgϑ1;
β - физическое уширение дифракционной линии;
ϑ - угловое положение центра тяжести дифракционной линии;
индексы 1 и 2 соответствуют дифракционным линиям, снятым при малых и больших углах дифракции рентгеновских лучей.
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТВЕРДЫХ МАТЕРИАЛОВ | 2000 |
|
RU2178012C2 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2000 |
|
RU2178011C2 |
| РЕЖУЩАЯ ПЛАСТИНА ИЗ ТВЕРДОГО СПЛАВА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2106932C1 |
| US 6221479 A, 24.04.2001 | |||
| Ванна дуговой электрической печи | 1977 |
|
SU737756A1 |
| US 5670726 A, 23.09.1997. | |||

