Изобретение относится к области машиностроения и может быть использовано для холодной и горячей механической обработки различных материалов, преимущественно металлов и их сплавов, и может быть выполнено в виде различного типа резцов, сверл, фрез, бурового инструмента, фильер и т.п.
Известно устройство для обработки материалов, представляющее собой основание и закрепленную в нем рабочую часть, выполненную из твердого сплава на основе карбида титана с железной связкой (карбидостали) [1]. Недостатком известного устройства является то, что оно обладает сравнительно низкой износостойкостью его рабочей части, что можно объяснить относительно малым размером блоков карбида титана.
Известно устройство для обработки материалов, представляющее собой основание и закрепленную в нем рабочую часть, выполненную из твердого сплава на основе монокарбида вольфрама с никелевой связкой [2]. Недостатком известного устройства является то, что твердость и износостойкость его рабочей части сравнительно мала, что можно объяснить относительно малым размером блоков монокарбида вольфрама, равным нескольким десяткам нанометров.
Наиболее близким к заявляемому устройству является устройство для обработки материалов, представляющее собой основание и закрепленную в нем рабочую часть, выполненную из твердого сплава на основе монокарбида вольфрама с кобальтовой связкой [3] . Недостатком известного устройства является малый срок службы, что обусловлено малым размером блоков монокарбида вольфрама, не превышающим нескольких десятков нанометров.
Заявляемое устройство направлено на увеличение срока его службы.
Указанный результат достигается тем, что устройство для обработки материалов содержит основание и закрепленную в нем рабочую часть из твердого сплава, содержащего монокарбид вольфрама, при этом блоки монокарбида вольфрама выполнены с размером, превышающим 150 нм.
Отличительным признаком заявляемого устройства для обработки материалов является выполнение блоков монокарбида вольфрама в рабочей части его с размером, превышающим 150 нм.
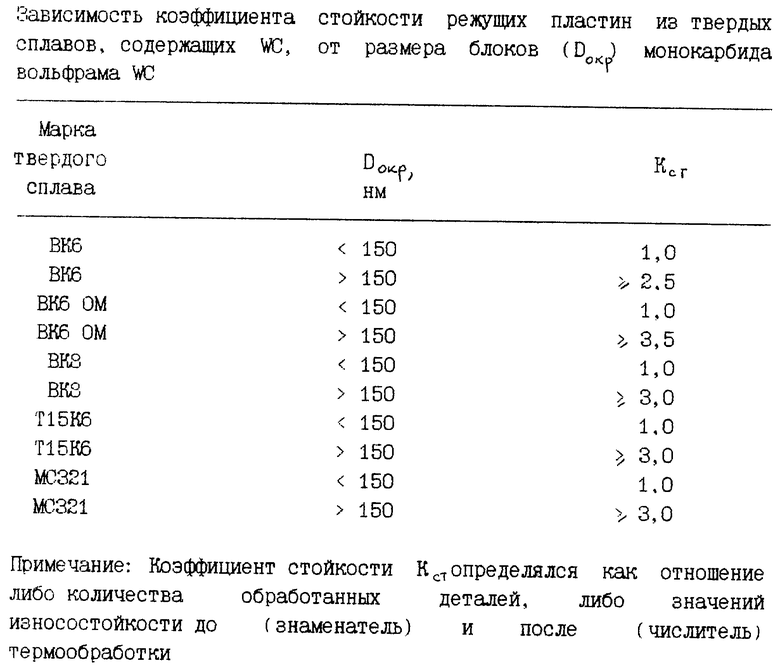
Установлено, что если размер блоков монокарбида вольфрама в рабочей части устройства менее 150 нм, то изменение износостойкости практически не заметно. Размер же блоков монокарбида вольфрама, превышающий 150 нм, обеспечивает достижение заявленного результата.
Сущность заявляемого изобретения поясняется примером его реализации.
Увеличение размеров блоков монокарбида вольфрама достигается термообработкой. Готовое изделие из твердого сплава, получаемое известными методами порошковой металлургии, подвергают нагреву до температуры, подбираемой экспериментально для каждого сплава, из которого изделие выполнено. Время выдержки при подобранных температурах также подбирается экспериментально. Увеличение размеров блоков монокарбида вольфрама происходит вследствие нагрева твердого сплава до высоких температур. Размер блоков монокарбида вольфрама контролируется методом рентгеновской дифрактометрии.
Рабочие части с увеличенным размером блоков монокарбида вольфрама закрепляются в основании известными методами, и полученное устройство для обработки материалов (инструмент, оснастка) используется по назначению.
Проверка достижения заявленного технического результата осуществлялась следующим образом. Полученные после термообработки пластины из твердых сплавов, содержащих монокарбид вольфрама, исследовались методом рентгеновской дифрактометрии, после чего они использовались для изготовления резцов, фрез и сверл, для токарной обработки.
Производственные испытания с целью определения срока службы резцов, фрез и сверл осуществлялись на ОАО ММП им. В.В.Чернышева, Авиационной корпорации "Рубин", Объединении МосАвтоЗил", ВНИИГИС.
Испытания опытной партии неперетачиваемых пятигранных режущих пластин 10124-0392 (обозначение по ISO WNUM 0392) из твердого сплава ВК8 проведены на ОАО ММП им. В.В.Чернышева на токарном станке с ПУ модели 16В16Т1С1 при обработке деталей "Валик" 150330201 мотокультиватора "Крот". Материал детали - сталь 30ХГСА. При одной установке режущей пластины на державку последовательно двумя режущими гранями осуществлялись две токарные операции. В операции 020 производилась подрезка торца, в операции 025 - проточка диаметра. Режимы точения: в операции 020 скорость резания V=46 м/мин, число оборотов n= 500 об/мин, подача S=0,1 мм/об, глубина резания t=1,2 мм; в операции 025 V= 64 м/мин, n=700 об/мин, S=0,28 мм/об, t=1,5 мм. Токарная обработка производилась с охлаждением эмульсией.
Испытания опытной партии перетачиваемых четырехгранных режущих пластин (обозначение ISO WNUM 0392) из твердого сплава ВК8 проведены на Авиационной корпорации "Рубин" на станке ДИП-300. Обрабатываемая деталь - корпус тормоза КТ-196. Материал детали - титановый сплав ВТ9, диаметр обрабатываемой детали - 250 мм. Режим точения: n=35 об/мин, V=28 м/мин, S=0,2 мм/об, t=9 мм. Токарная обработка производилась с охлаждением эмульсией.
Результаты испытаний представлены в таблице.
Из таблицы следует, что увеличение размера блоков монокарбида вольфрама в изделиях из твердых сплавов, содержащих WC, до значений, превышающих 150 нм, позволяет увеличить срок службы изделий в несколько раз.
Источники информации
1. Гуревич Ю.Г., Нарва В.К., Фраге Н.Р. Карбидостали. - М.: Металлургия, 1988. - 142 с.
2. Третьяков В.И. Основы металловедения и технологии производства спеченных твердых сплавов. - М.: Металлургия, 1976, 528 с. - С.96-113.
3. Ятченко С.В. Токарное дело, М.: Сельхозгиз, 1960, 494 с.- С.160-161. (Прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТВЕРДЫХ МАТЕРИАЛОВ | 2000 |
|
RU2178012C2 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТВЕРДЫХ МАТЕРИАЛОВ | 2000 |
|
RU2178013C2 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2000 |
|
RU2178011C2 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ КАРБИДСОДЕРЖАЩИХ СПЛАВОВ | 2000 |
|
RU2181643C2 |
| ТВЕРДОСПЛАВНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2307012C1 |
| ИНСТРУМЕНТ ИЗ ТВЕРДОГО СПЛАВА, СОДЕРЖАЩЕГО КАРБИДЫ ВОЛЬФРАМА И ТИТАНА | 2006 |
|
RU2307013C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ | 2002 |
|
RU2209128C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТВЕРДЫХ МАТЕРИАЛОВ | 1998 |
|
RU2131331C1 |
| ИНСТРУМЕНТ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р6М5 | 2005 |
|
RU2306206C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ИЗДЕЛИЙ ИЗ ТВЕРДЫХ СПЛАВОВ ПОСЛЕ РАДИАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 2006 |
|
RU2303257C1 |
Изобретение может быть использовано для холодной и горячей механической обработки различных материалов, преимущественно металлов и их сплавов, и может быть выполнено в виде различного типа резцов, фрез, сверл, фильер и т.п. Устройство содержит основание и закрепленную в нем рабочую часть из твердого сплава, содержащего монокарбид вольфрама, при этом блоки монокарбида вольфрама выполнены с размером, превышающим 150 нм. Изобретение позволяет увеличить срок службы устройства. 1 табл.
Устройство для обработки материалов, содержащее основание и закрепленную в нем рабочую часть из твердого сплава, содержащего монокарбид вольфрама, отличающееся тем, что блоки монокарбида вольфрама выполнены с размером, превышающим 150 нм.
| ЯТЧЕНКО С.В | |||
| Токарное дело | |||
| - М., 1960, с.160-161 | |||
| ТРЕТЬЯКОВ В.И | |||
| Основы металловедения и технологии производства спеченных твердых сплавов | |||
| - М.: Металлургия, 1976, с.125-205 | |||
| Металлокерамическая твердосплавная пластина | 1985 |
|
SU1604166A3 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ СПЕЧЕННОГО ТВЕРДОГО СПЛАВА | 1990 |
|
SU1783853A1 |
| Спеченный твердый сплав | 1991 |
|
SU1838442A3 |
| МЕХАНИЗМ ПОВОРОТА ЛОПАТОК НАПРАВЛЯЮЩЕГО АППАРАТА ГИДРОМАШИНЫ | 0 |
|
SU395608A1 |
| US 5071473 А, 10.09.1991. | |||
