Устройство может быть использовано к машиностроительной и металлургической промышленности при изготовлении и эксплуатации блюмингов.
Известно устройство фиксации и осевой регулировки верхнего и нижнего валков [1] , принятое за прототип, с прижимными планками, которые при помощи мощных болтов и гаек поджимают верхние и нижние подушки, планки износа верхних прижимных планок, взаимодействуют с короткими направляющими стержнями износа верхних подушек, нижние прижимные планки фиксируют нижние неподвижные подушки в осевом направлении нижнего валка.
Недостатки известного устройства:
- стержни износа верхних подвижных подушек имеют длину в два раза меньшую, чем высота подушек, а расстояние между двумя болтами верхних прижимных планок, предназначенных для поджатая верхних подушек, почти в два раза больше длины стержней подушек;
- стержни износа расположены в нижней части подушек, симметрично осям вала и клети и при осевой регулировке положения валка в клети верхние болты прижимных планок всегда затягиваются несколько больше, чем нижние и прижимные планки устанавливаются с перекосом;
- перекос прижимных планок при работе стана приводит к неравномерному износу стержней, за время от перевалки до перевалки стержни срабатываются клинообразно и появляется клиновой износ верхней части подушки;
- поджатие верхних подушек непараллельными прижимными планками с обеих сторон клети и клиновой износ стержней и подушек приводят к заклиниванию подушек при перемещении валка вверх, усилие гидравлического переуравновешивания валка становится недостаточным и между пятой нажимного винта и подпятником образуется зазор;
- при задаче полосы в валки в нажимном устройстве клети происходят очень сильные осевые удары, которые разбивают подшипники валков, витки гаек винтовых пар и бронзовые подпятники опор нажимного винта;
- во избежание заклинивания подушек увеличивают усилие переуравновешивания валка, а это приводит к усиленному износу винтовых пар и опор винтов;
- стержни имеют лыски, но ширина их мала и во время осевой регулировки положений валка, при изменении положения планок износа прижимных планок, они не поворачиваются и износ их и планок износа прижимных планок происходит неравномерно и ускоренно;
- фиксация нижнего валка в направлении оси прокатки в клети стана отсутствует;
- нижние подушки при задаче полосы в валки отклоняются от вертикальной оси и бьют планками износа в планки износа стенок окон станин, при обратном ходе полосы подушка отклоняется в другую сторону, разбивая планки износа вторых стенок окон станин;
- проектный зазор между подушками и стенками окон станин равный 1,29-2,5 мм разбивается до 10-15 мм, при этом разбиваются не только планки износа с крепящими их болтами, но и сами станины;
- из-за высоких зазоров на нижних подушках прогрессивно растет зазор между стенками окон станин и верхними подушками, который достигает 5-8 мм;
- при таких больших зазорах между стенкам и окон станин и подушками ухудшается захват полосы валиками, операторы стана задают полосу в валки на большой скорости, "забивают" полосу в валки, что еще больше увеличивает износ деталей клети стана и нажимного устройства;
- замена планок износа стенок окон клети очень трудоемкая работа и производится она только во время больших ремонтов стана;
- ремонт станин сваркой опасен, а механическим путем требуется специальное приспособление и много времени.
Подушки при необходимости меняются на новые, а клеть прокатного стана очень дорогая, она должна служить до 20 лет.
Задачей, на решение которой направлено изобретение, является повышение стойкости станин клети, планок износа стенок окон станин и подушек и направляющих стержней, а также улучшение захвата полосы валками.
Поставленная задача достигается тем, что предложено устройство для регулировки положения и фиксации верхнего и нижнего валков в клети обжимного стана, содержащее верхнюю и нижнюю подушки, размещенные в окнах станин клети, прижимные планки, фиксирующие валки в осевом направлении, монтированные на стенках клети, направляющие стержни с лысками, установленные в цилиндрических вертикальных пазах подушек верхнего валка симметрично вертикальной оси верхнего валка и клети, средства крепления прижимных планок, при этом пазы и стержни верхних подушек выполнены длиной соизмеримой с высотой подушек, а в нижних подушках выполнено по два стопорных механизма, фиксирующих подушки и нижний валок в направлении оси прокатки, стопорные механизмы выполнены в виде штоков с передним плоским торцом и задним со скосом под углом 70o к оси штока, размещенных на одной стороне подушек на уровне выше на 100 мм разъема между корпусом подушек и их крышками в горизонтальных отверстиях, выполненных в направляющих выступах корпусов нижних подушек, и поджатых к планкам износа стенок окон станин вторыми штоками, расположенными под углом 90o к первым, выполненных со скосом 20o на концах, соприкасающихся со скосами первых штоков, на другом конце вторых штоков выполнены направляющие шпонки и глухие отверстия с резьбой, в которые ввернуты винты с головкой под ключ, и буртом, штоки с винтом ближние к рабочему палку, расположены в вертикальных отверстиях, а штоки с винтом, дальние от рабочего валка, расположены в горизонтальных отверстиях, выполненных в крышках подушек, винты зафиксированы в отверстиях крышек съемными скобами с отверстиями для головки винта, в торце первых штоков выполнено глухое отверстие с резьбой под рым, применяемый для вынимания штока при его замене, кроме того, направляющие стержни верхних подушек снабжены планками износа, установленными на лысках стержней с зазором к поверхности подушек, обращенной к прижимным планкам.
Существенность признаков заявленного устройства подтверждается тем, что:
1. устройство шарнирных планок износа на высоту верхних подушек позволяет при осевой настройке положения верхнего валка в клети получать и контролировать необходимые минимальные зазоры между прижимными планками и подушками по всей высоте подушек;
2. прижимные планки после осевой регулировки валка устанавливаются параллельно подушкам и между собой, благодаря этому исключено заклинивание верхних подушек при перестановках валка;
3. износ планок износа происходит равномерно по площадям, стойкость планок увеличивается;
4. перестановка валка осуществляется при минимальном усилии переуравновешивания валка, что уменьшает износ деталей нажимного устройства клети стана;
5. выполнение в нижних подушках по два топорных механизма, фиксирующих подушки и валок в направлении оси прокатки, улучшает условие захвата полосы валками;
6. стопорные механизмы могут быть выполнены гидравлическими, но клиновинтовые стопорные механизмы более надежны в работе и проще в изготовлении;
7. полностью исключается износ станин и планок износа стенок станин и нижних подушек;
8. значительно уменьшаются силы ударов верхних подушек в стенки окон станин при задаче полосы в валки, износ планок износа верхней подушки и верхней части окон станин уменьшается;
9. размещение стопорных устройств у линии разъема корпуса подушки и ее крышки позволило принимать ударные горизонтальные нагрузки, во время прокатки полосы, на подушки на уровне оси нижнего валка;
10. изготовление горизонтальных отверстий под первые штоки в громоздких корпусах подушек и изготовление остальных отверстий и шпоночных пазов в более удобных для обработки крышках облегчило изготовление стопорных устройств.
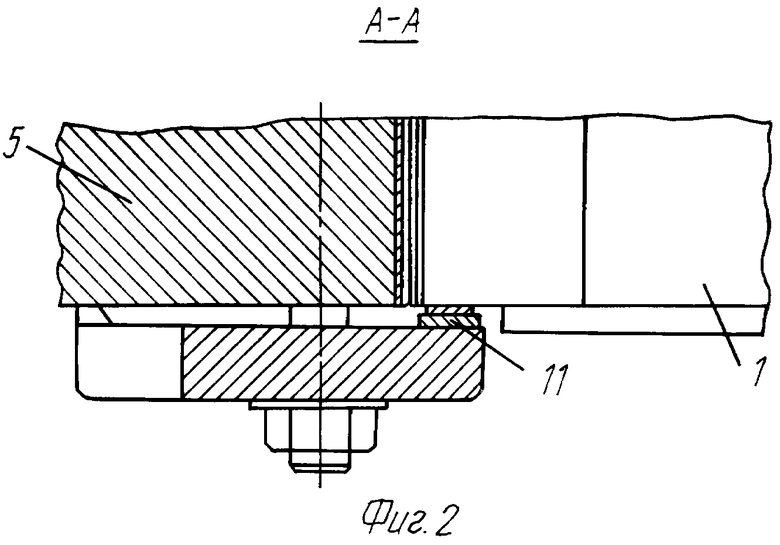
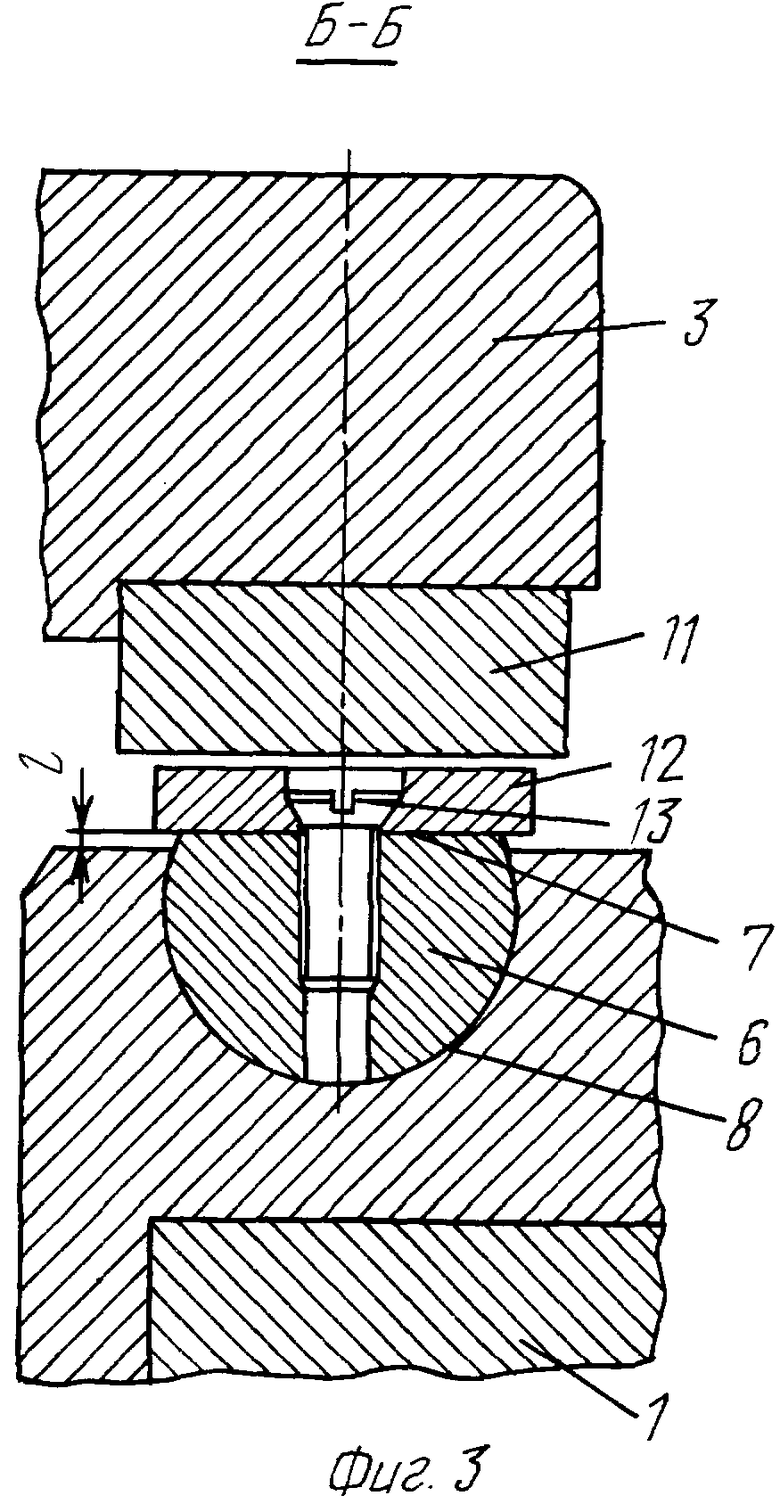
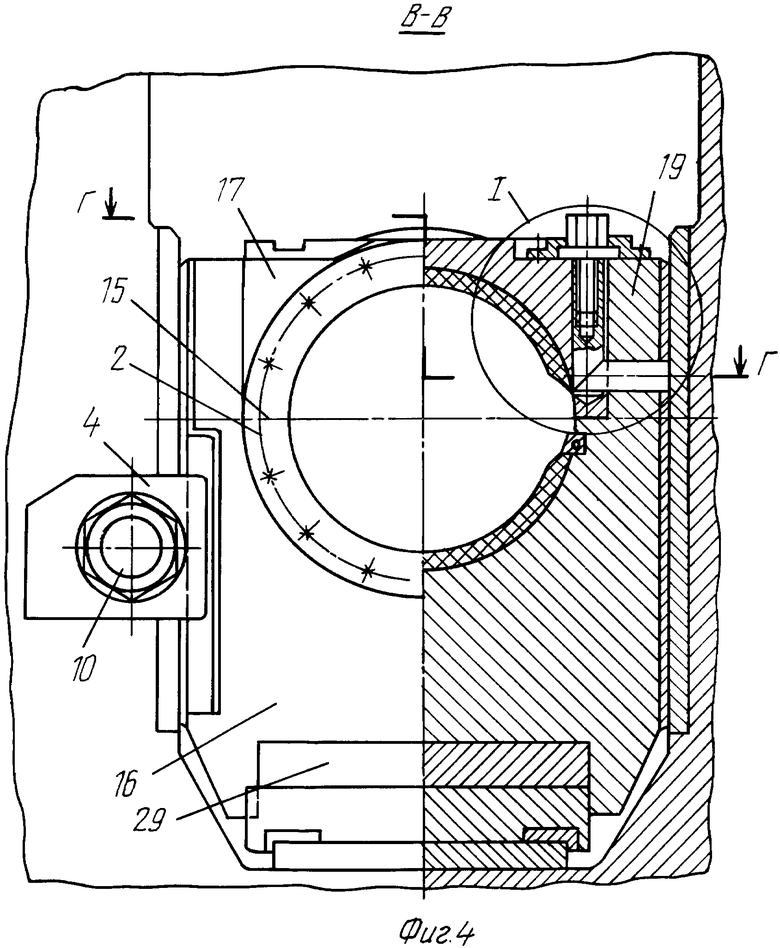
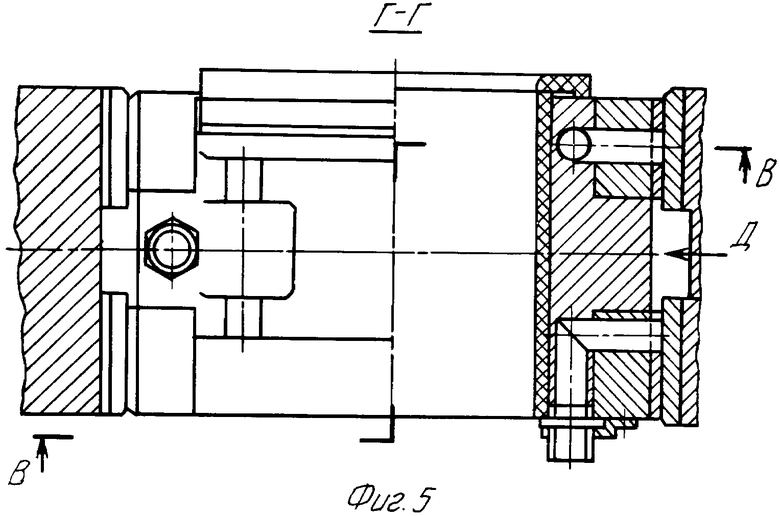
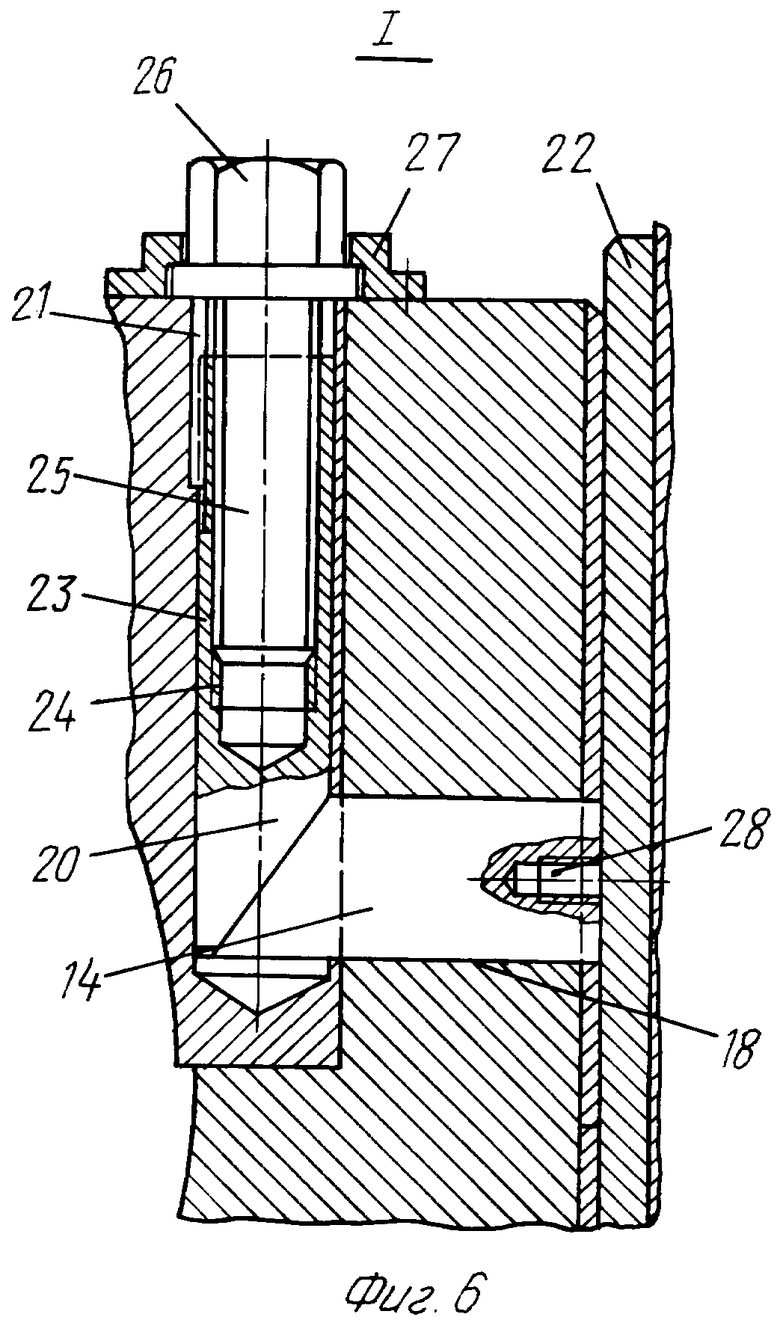
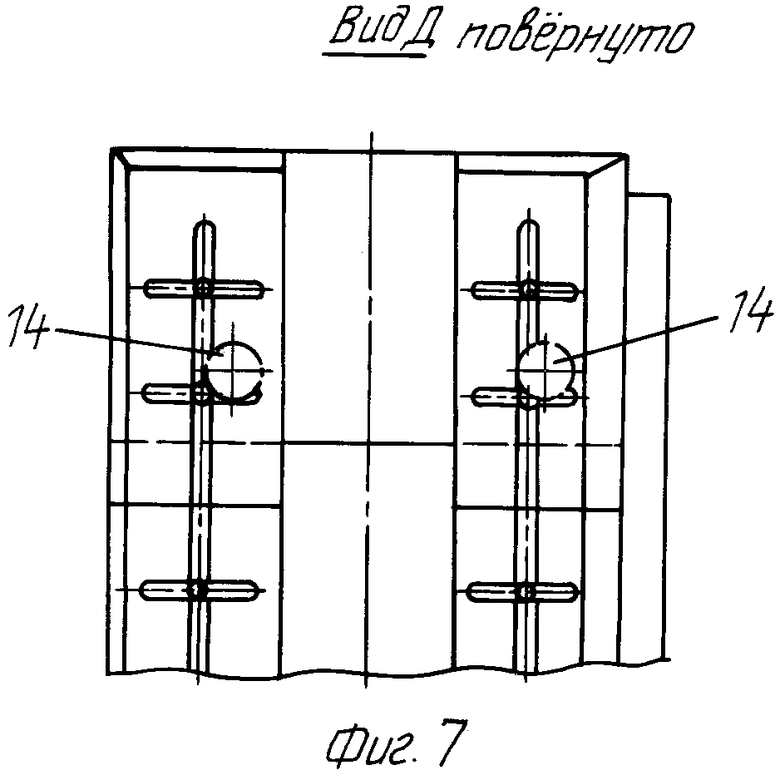
Предлагаемая конструкция устройства изображена на чертежах, где на фиг.1 - верхняя подушка с общим видом закрепления стержней и планок износа; на фиг. 2 - сечение А-А на фиг.1; на фиг.3 - сечение Б-Б на фиг.1; на фиг.4 - нижняя подушка, сечение Б-Б на фиг.5; на фиг.5 - сечение Г-Г на фиг.4; на фиг. 6 - узел стопорного устройства; на фиг.7 - вид по стрелке Д на планку износа нижних подушек с отверстиями для штоков механизмов стопорения.
Устройство для регулировки положения и фиксации верхнего и нижнего валков в клети обжимного стана содержит верхнюю 1 и нижнюю 2 подушки, прижимные планки 3 и 4, смонтированные на клети 5 стана, направляющие стержни 6 с лысками 7, установленные в цилиндрических вертикальных пазах 8 подушек 1, симметрично вертикальной оси 9 валка и клети, средства 10 крепления прижимных планок 3 и 4, прижимные планки 3 снабжены планками износа 11, а стержни 6 снабжены планками износа 12, закрепленными на стержнях 6 винтами 13, с зазором к стенке подушки 1, механизмы стопорения в виде штоков 14, размещенных на одном уровне, выше разъема 15 между корпусами 16 нижних подушек 2 и их крышками 17, в отверстиях 18, выполненных в направляющих выступах 19 корпусов 16 подушек 2, поджатых штоками 20 с направляющей шпонкой 21, к планкам износа 22 стенок окон станин 5 клети стана, расположенных в отверстиях 23, под углом в 90o к горизонтальным отверстиям 18, выполненных в крышках 17, глухие отверстия с резьбой 24 в штоках 20, винты 25 с головкой 26 под ключ, с буртом, зафиксированные в отверстиях 23 в крышках 17 съемными скобами 27, для вытаскивания штоков 14 из отверстий 18 в торце штоков 14 выполнены глухие отверстия с резьбой 28 под рым, нижние подушки в окнах станин установлены на сменных мерных пластинах 29.
Устройство работает следующим образом.
При монтаже планок износа 12 на лыски 7 стержней 6 добиваются легкого шарнирного качания планок 12 со стержнями 6 вокруг осей цилиндрических пазов подушек 1 и прямолинейной поверхности планок 12 на всю высоту подушек.
При осевой регулировке вновь заваленного или работавшего верхнего валка устанавливают с учетом температурного удлинения валка при помощи болтов 10 и прижимных планок 3 необходимый минимальный зазор между планками износа 11 и 12 прижимных планок 3 и подушек 1. Этот зазор по всей высоте подушек 1 можно легко контролировать валиком с двумя предельными размерами. Шарнирные планки 12 в процессе осевой настройки положения валка в клети 5 независимо от величины износа буртов подшипника валка всегда устанавливаются параллельно и работают всей рабочей поверхностью с планками 11 прижимных планок 3. Перед завалкой валков в клеть стана необходимо проверить работу стопорных механизмов и смазать их, добиваясь легкой работы винтовых пар шток 20 - винт 25 и клиновых соединений штоков 14 и 20, штоки 14 утопить заподлицо с планками износа подушек, чтобы они не мешали завалке. При завалке подушки 2 устанавливаются на пластинах 29 и осевая регулировка нижнего валка производится нижними болтами 10 при помощи прижимных планок 4, затем стопорными механизмами при помощи ключей нижние подушки отклоняются из вертикального положения на пластинах 29 назад и прижимаются к задним стенкам окон станин. Отклонение от вертикальной оси, даже при максимальном износе подушки и станины, будет не более 25'.
Усилие прижатия подушек 2 к стенкам окон станин можно создавать высокое за счет разности в 3,5 раза углов скосов штоков 14 и 20 и малого угла подъема резьбы в парах шток - винт. Отжатия нижних подушек 2 от задних стенок окон станин во время прокатки полосы не будет из-за высокого торможения в клиновых соединениям штоков 14 и 20 и в резьбовых парах шток - винт.
Во время пересменок операторы стана должны регулярно проверять прижатие подушек к стенке окон станин и, при необходимости, винтами 25 поджимать подушки 2 к задней стенке окон станин 5.
Растормаживание подушек перед перевалкой легко осуществляется путем поднятия вверх винтами 25 штоков 20.
Источник информации
1. Чертеж Уралмашзавода - "Подушки - сборочный чертеж" 242929200CБ. ОГКПО. 1984.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для осевой регулировки положения и фиксации верхнего валка в клети обжимного стана | 1990 |
|
SU1733138A1 |
| ВИНТОВАЯ ПАРА ОБЖИМНОГО ПРОКАТНОГО СТАНА | 1999 |
|
RU2182051C2 |
| ОПОРА НАЖИМНОГО ВИНТА ПРОКАТНОГО СТАНА | 1996 |
|
RU2094144C1 |
| СТОПОРНОЕ УСТРОЙСТВО ДЛЯ НАЖИМНОГО ВИНТА ОБЖИМНОГО СТАНА С НИЖНИМ РАСПОЛОЖЕНИЕМ ОТНОСИТЕЛЬНО ГАЙКИ | 2000 |
|
RU2185906C2 |
| ГИДРАВЛИЧЕСКОЕ УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ РАБОЧЕГО ВАЛКА ОБЖИМНОГО ПРОКАТНОГО СТАНА С ВЫРАВНИВАНИЕМ ДАВЛЕНИЯ В ОПОРАХ НАЖИМНЫХ ВИНТОВ И ВИНТОВЫХ ПАРАХ | 2001 |
|
RU2201303C2 |
| Опора нажимных винтов прокатной клети | 1987 |
|
SU1435342A1 |
| СТОПОРНОЕ УСТРОЙСТВО ДЛЯ НАЖИМНОГО ВИНТА ОБЖИМНОГО СТАНА | 1999 |
|
RU2166392C2 |
| УЗЕЛ ОПОРНОГО ВАЛКА | 1995 |
|
RU2088354C1 |
| ФОРМОВОЧНАЯ КЛЕТЬ | 2011 |
|
RU2476282C1 |
| Рабочая клеть стана продольной прокатки | 1988 |
|
SU1687320A1 |
Изобретение может быть использовано в машиностроительной и металлургической промышленности при изготовлении и эксплуатации блюмингов. Устройство содержит верхние и нижние подушки с шарнирными планками износа на всю высоту подушек, контактирующих с планками износа прижимных планок, фиксирующих верхний валок в осевом направлении. При настройке положения верхнего валка добиваются минимального зазора и параллельности между планками износа прижимных планок и подушек на всю высоту верхних подушек, благодаря этому при перемещении валка вверх не происходит заклинивания подушек и ударов в нажимном устройстве стана. Нижняя подушка, наряду с осевой фиксацией валка, при помощи стопорных механизмов фиксирует валок также и в направлении оси прокатки. Захват полосы валками улучшается, стойкость станины, планок износа стенок окон станины и подушек увеличивается. Износ винтовых пар и опор нажимных винтов уменьшается. 1 з.п. ф-лы, 7 ил.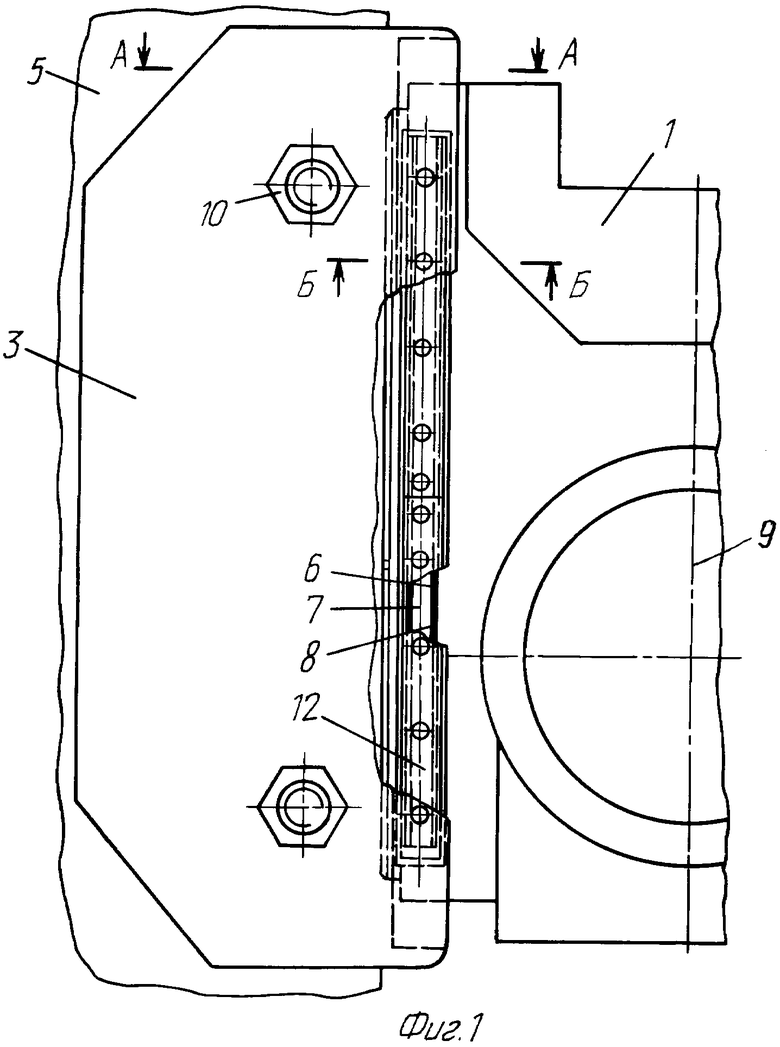
| Чертеж Уралмашзавода - "Подушки - сборочный чертеж" 242929200СБ | |||
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
| КОРОЛЕВ А.А | |||
| Конструкция и расчет машин и механизмов прокатных станов | |||
| - М.: Металлургия, 1995, с.161-163 | |||
| Устройство для осевой регулировки валков прокатной клети | 1985 |
|
SU1284629A1 |
| Устройство для осевой установки рабочих валков прокатных станов | 1975 |
|
SU549187A1 |
| Устройство для осевой регулировки положения и фиксации верхнего валка в клети обжимного стана | 1990 |
|
SU1733138A1 |

