Изобретение относится к строительному производству, в частности к оборудованию для изготовления полимерного заполнителя для бетона. Применение изобретения позволяет уменьшить удельные энергетические и материальные затраты на изготовление заполнителя и снизить его плотность.
Известен аппарат вспенивания в виде открытого цилиндрического сосуда, снабженного линиями подачи греющего пара и исходного полистирольного бисера. Основными недостатками такой конструкции являются неэффективность использования греющего пара в процессе вспенивания полистирольного бисера, а также относительно высокая плотность получаемого полистирольного заполнителя (вспененных гранул) [1].
Известен также агрегат - предвспениватель с загрузочным устройством, включающий аппарат для вспенивания исходных полистирольных гранул с перемешивающим устройством, аппарат для дополнительной тепловой обработки вспененных гранул с перемешивающим устройством, расходные бункеры, загрузочно-разгрузочные устройства, систему коммуникаций и приборы КИП. Недостатками такого предвспенивателя являются относительно высокая плотность готового полистирольного заполнителя и сравнительно высокие удельные энергетические затраты на его получение [2].
Технической задачей предлагаемого изобретения является создание энергоэффективного агрегата для экологически безопасной технологии получения полистирольного заполнителя для бетона, снижения вредных выбросов в атмосферу, уменьшения плотности полистирольного заполнителя и снижения удельных энергетических и материальных затрат на его изготовление.
Решение технической задачи достигается тем, что предлагаемый энергоэффективный агрегат для получения полистирольного заполнителя для бетона включает в себя аппарат для вспенивания исходных полистирольных гранул с перемешивающим устройством, аппарат для дополнительной тепловой обработки вспененных гранул с перемешивающим устройством, расходные бункеры для исходного полистирольного бисера и для предвспененных гранул, загрузочно-разгрузочные устройства, систему коммуникаций и приборы КИП, дезактиватор, генератор газообразного детоксиканта, причем в верхней части аппарата для дополнительной тепловой обработки вспененных гранул смонтирован герметизирующий колпак и специальное шиберное устройство, а дезактиватор выполнен в виде замкнутой камеры со следующим расположением входных и выходных патрубков: ввод паровоздушной смеси расположен на 2/3 высоты дезактиватора, выход обезвреженных выбросов в атмосферу - в верхней крышке дезактиватора, а ввод газообразного детоксиканта расположен на линии отвода паровоздушной смеси на расстоянии не менее 1 м от дезактиватора.
Принципиальная схема энергоэффективного агрегата изображена на фиг.1. Энергоэффективный агрегат для экологически безопасной технологии получения полистирольного заполнителя для бетона включает: расходный бункер для предвспененных полистирольных гранул 1, расходный бункер для исходного полистирольного бисера 2, аппарат для вспенивания 3, привод мешалки 4, перемешивающее устройство 5, герметизирующий колпак 6, шиберное устройство 7, короб для отвода парогазовой смеси 8, дезактиватор 9, генератор газообразного детоксиканта 10, перемешивающее устройство 11, аппарат дополнительной тепловой обработки вспененных гранул 12, разгрузочное устройство для готовой продукции 13, привод мешалки 14, запорное устройство 15, датчик температуры 16, штуцер для подачи пара 17, запорное устройство 18, датчик температуры 19, штуцер для подачи греющего пара 20, шнековый питатель 21, электропривод 22, шиберное устройство 23, шиберное устройство 24, шнековый питатель 25, электропривод 26, вентилятор 27.
Принцип работы энергоэффективного агрегата заключается в следующем.
Исходный полистирольный бисер из бункера 2 непрерывно подается в нижнюю часть аппарата для вспенивания 3 при работающем перемешивающем устройстве 5. Одновременно с подачей полистирольного бисера в нижнюю часть аппарата для вспенивания 3 подают расчетное количество греющего водяного пара. Расход полистирольного бисера регулируется с помощью шиберного устройства 24 и шнекового питателя 25, а расход греющего пара - с помощью запорного устройства 18.
В результате прямого контакта греющего пара в зоне активного прогрева с гранулами полистирольного бисера происходит интенсивный их нагрев с одновременным их вспениванием и выделением вредных летучих примесей. Вспененные гранулы самопроизвольно поднимаются вверх аппарата 3 и затем поступают через специальное отверстие в верхнюю часть аппарата дополнительной тепловой обработки вспененных гранул 12 при непрерывно работающем перемешивающем устройстве 11. При прочих равных условиях расход полистирольного бисера должен находиться в определенном соотношении с подачей греющего пара и его теплофизическими характеристиками. В нижнюю часть аппарата 12 непрерывно противотоком к вспененным гранулам подают нагретый воздух, который вместе с паровоздушной средой и выделившимися летучими вредными примесями через специальное пульсирующее шиберное устройство 7 попадает в газоотводный короб 8, где смешивается с расчетным количеством газообразного детоксиканта, генерируемого специальным устройством 10. В результате химического взаимодействия активных летучих примесей с газообразным детоксикантом происходит их первичное обезвреживание уже на участке движения парогазовой смеси по отводному коробу 8 до дезактиватора 9.
Вторая ступень экологической очистки парогазовой смеси от летучих вредных примесей и продуктов их первичного обезвреживания происходит в дезактиваторе 9 за счет прохождения отработанного паровоздушного потока через слой жидкого поглотителя 28. Остаточные же количества летучих и их следы удаляются в момент прохождения паровоздушного потока через специальные сухие фильтры 29, установленные в верхней части дезактиватора 9.
Наличие вентилятора 27 и специального поворотного шиберного устройства 7 позволяет работать энергоэффективному агрегату в пульсирующем режиме вспенивания полистирольных гранул со знакопеременными характеристиками относительно давления внутри аппаратов 3 и 12, а также относительно линейной скорости движения паровоздушных потоков. Это в значительной степени интенсифицирует протекание внешних и внутренних тепломассообменных процессов вспенивания полистирольных гранул, а также ускоряет протекание физико-химических хемоабсорбционных и адсорбционных процессов поглощения и детоксикации выделяемых вредных примесей из отработанного парогазовоздушного потока, делая его экологически безопасным для атмосферы окружающей среды.
Предложенный энергоэффективный агрегат, снабженный тройной экологической защитой, позволяет не только значительно уменьшить возможные вредные выделения в атмосферу, но и получать экологически чистый полистирольный заполнитель для бетона с комплексом заданных свойств по некоторым физико-механическим показателям.
Применение предлагаемого изобретения позволяет осуществлять экологически безопасную технологию получения полистирольного заполнителя для бетона с пониженным содержанием вредных примесей в атмосферу, значительно снизить плотность полистирольного заполнителя, а также уменьшить суммарные удельные энергетические и материальные затраты на единицу выпускаемой продукции.
ЛИТЕРАТУРА
1. В.А.Рахманов, А.И.Козловский, А.С.Файвусович. Расчет технологических режимов аппарата вспенивания. Ж. Бетон и железобетон, 3, 1999; стр. 10.
2. Предвспениватель с загрузочным устройством. Технический паспорт 89Д 109-2.000 ПС, экспериментальное конструкторское бюро Минуралсибстроя ГЛАВТЕХСТРОЙИНДУСТРИИ, 1989, стр. 17.2
| название | год | авторы | номер документа |
|---|---|---|---|
| МОБИЛЬНЫЙ КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИСТИРОЛБЕТОНА | 2000 |
|
RU2182866C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИСТИРОЛЬНОГО ЗАПОЛНИТЕЛЯ ДЛЯ БЕТОННОЙ СМЕСИ И СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИСТИРОЛБЕТОННЫХ ИЗДЕЛИЙ | 1995 |
|
RU2100322C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИСТИРОЛБЕТОННЫХ ИЗДЕЛИЙ | 1998 |
|
RU2132836C1 |
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИСТИРОЛБЕТОННОЙ СМЕСИ | 1998 |
|
RU2150446C1 |
| КОНСТРУКЦИОННО-ТЕПЛОИЗОЛЯЦИОННЫЙ ЭКОЛОГИЧЕСКИ ЧИСТЫЙ ПОЛИСТИРОЛБЕТОН, СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ИЗДЕЛИЙ И СПОСОБ ВОЗВЕДЕНИЯ ИЗ НИХ ТЕПЛОЭФФЕКТИВНЫХ ОГРАЖДАЮЩИХ КОНСТРУКЦИЙ ЗДАНИЙ ПО СИСТЕМЕ "ЮНИКОН" | 2002 |
|
RU2230717C1 |
| ПАРОГРАНУЛЯТОР С ВНУТРЕННЕЙ КЛАССИФИКАЦИЕЙ ПОРИЗОВАННЫХ ЗАПОЛНИТЕЛЕЙ | 2005 |
|
RU2302340C2 |
| ОГНЕЗАЩИТНАЯ ШТУКАТУРНАЯ КОМПОЗИЦИЯ | 1998 |
|
RU2155727C2 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ЗАВОДА ПО ПРОИЗВОДСТВУ ПОЛИСТИРОЛБЕТОННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2299803C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСОБО ЛЕГКИХ ПОЛИСТИРОЛБЕТОННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2082696C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 1997 |
|
RU2140937C1 |
Изобретение относится к строительству и может быть использовано в оборудовании для изготовления полимерного заполнителя для бетона. Энергоэффективный агрегат для экологически безопасной технологии получения полистирольного заполнителя для бетона содержит аппарат для вспенивания исходных полистирольных гранул с перемешивающим устройством, аппарат для дополнительной тепловой обработки вспененных гранул с перемешивающим устройством, расходный бункер, загрузочно-разгрузочное устройство, систему коммуникаций и приборы КИП. Он снабжен расходным бункером со шнековым питателем для подачи в аппарат вспенивания предвспененных полистирольных гранул. В верхней части аппарата для тепловой обработки вспененных гранул смонтированы герметизирующий колпак, специальное шиберное устройство, дезактиватор, вентилятор и генератор газообразного детоксиканта. Изобретение позволит снизить вредные выбросы в атмосферу, уменьшить плотность полистирольного заполнителя и снизить удельные энергетические затраты. 1 з.п. ф-лы, 1 ил.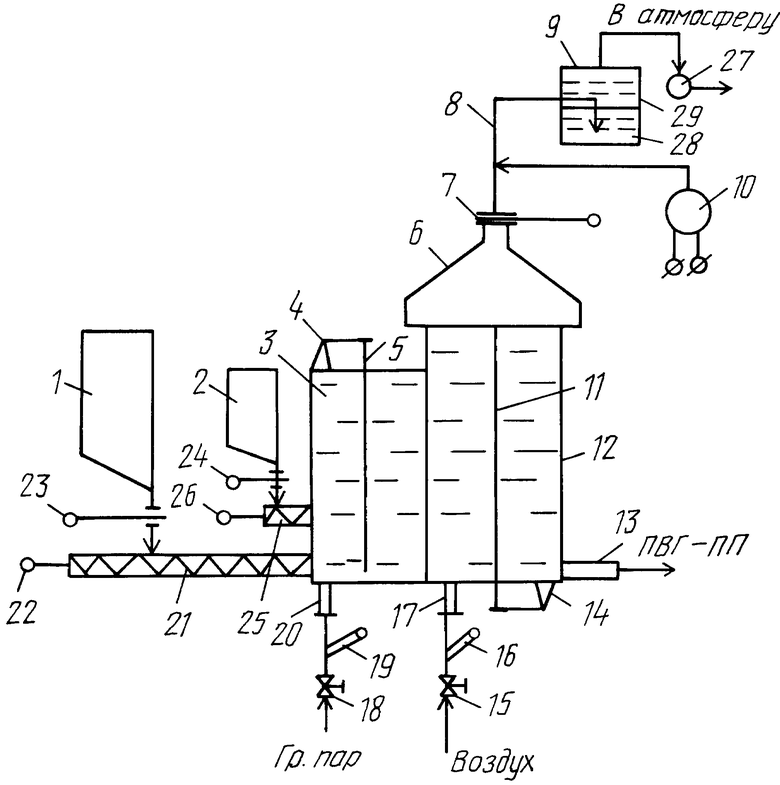
| Предвспениватель с загрузочным устройством | |||
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| - Тула, 1989, с.17 | |||
| Установка для приготовления полистиролбетона | 1987 |
|
SU1712161A1 |
| Устройство для термической обработки полистирола | 1988 |
|
SU1661330A1 |
| US 3547412 А, 15.12.1986 | |||
| Способ получения пенополистирола | 1986 |
|
SU1391929A1 |
| Установка для изготовления полимерных изделий | 1986 |
|
SU1473967A1 |
| КИТАЙЦЕВ В.А | |||
| Технология теплоизоляционных материалов | |||
| - М.: Издательство литературы по строительству, 1970, с | |||
| Прибор для сжигания нефти | 1921 |
|
SU369A1 |
