Изобретение относится к способу изготовления полистиролбетонных стеновых блоков сложной формы, например с пустотами, с использованием электропрогрева для применения в строительстве.
Известен способ изготовления бетонных блоков, в т.ч. с пустотами, заключающийся в приготовлении литой бетонной смеси, заливке ее в форму, в которой две противоположные стенки выполнены в виде электродов, а остальные - из неэлектропроводного материала с перфорацией, пропускании переменного электрического тока частотой 60 Гц по всей массе бетонной смеси, доведении температуры бетонной смеси в замкнутом объеме формы до 99 - 120oC и удалении из смеси избыточной воды не более, чем за 1 - 2 минуты [1].
Недостатком известного технического решения является то, что область его применения ограничена составами бетонов с достаточно высокой электропроводимостью.
Известен способ изготовления полистиролбетонных изделий, заключающийся в перемешивании цемента, бисерного полистирола и воды, укладке полученной смеси в форму с электродами и электропрогреве полученной смеси током промышленной частоты 50 Гц до температуры 86 - 94oC при скорости подъема температуры 400 - 800oC/час [2].
Недостатком известного технического решения является то, что вспенивание бисерного полистирола происходит одновременно с твердением бетона, что не позволяет получить плотность полистирольного заполнителя ниже 60 кг/м3. Так, в приведенном примере плотность полистирольного заполнителя составляет 63 кг/м3.
Вследствие большой плотности полистирольного заполнителя, доля которого в себестоимости полистиролбетонных изделий составляет порядка 80%, производственные расходы при использовании известного технического решения будут значительными. Известное техническое решение не позволяет также получать полистиролбетонные изделия сложной формы, например с пустотами, обладающими однородными по объему физико-механическими характеристиками из-за неравномерного электропрогрева изделий с пустотами.
Технической задачей является снижение производственных затрат и повышение однородности по объему физико-механических характеристик изделий с пустотами.
Решение технической задачи достигается тем, что способ изготовления полистиролбетонных изделий заключается в приготовлении и укладке формовочной смеси в форму с электродами, электропрогреве смеси током промышленной частоты, причем в качестве заполнителя используют гранулы вспененного полистирола насыпной плотностью 7 - 25 кг/м3, электропрогрев осуществляют в теплоизолированной форме, величину градиента электрического напряжения поддерживают в диапазоне 80 - 280 В/м в направлении пропускания тока, нагревают изделие до температуры 50 - 65oC со скоростью повышения температуры, поддерживаемой в диапазоне 0,2 • 1002 - 0,8 • 10-2 oC/с, отключают электрическое напряжение, форму с изделием выдерживают 8 - 20 часов до распалубки, пустоты в изделии формируют электропроводными пустотообразователями, выполненными из материала с удельным электрическим сопротивлением меньшим удельного электрического сопротивления полистиролбетонной смеси.
На чертеже изображен поперечный разрез формы с изделием, реализующей при своей работе предлагаемое техническое решение.
Дно 1 формы выполняют из электропроводного материала, боковые стенки 2 - из неэлектропроводного материала. На боковых стенках 2 закрепляют пустотообразователи 3, выполненные, например из металлического листа, изогнутого по цилиндрической поверхности.
После заполнения формы полистиролбетонной смесью, форму закрывают крышкой 4 из электропроводного материала. Подают напряжение на крышку 4 и дно 1. Участки полистиролбетона 5 в зоне расположения пустотообразователей прогреваются одинаково с участками 6 в центральной части формы, т.к. установка электропроводных пустотообразователей приводит к выравниванию по объему электрического сопротивления формуемого изделия.
За счет равномерности прогрева полистиролбетона по объему достигается однородность физико-механических характеристик распалубленного изделия.
В случае, если бы пустотообразователи были выполнены из неэлектропроводного материала, скорость прогрева участков полистиролбетона 5 отличалась бы от центральной части 6 и достигнуть равномерности прогрева изделия не удалось бы, вследствие чего физико-механические свойства полистиролбетонного изделия по объему были бы неоднородными после окончания тепловой обработки.
Согласно изобретению, способ изготовления полистиролбетонных изделий осуществляется следующим образом. В смеситель принудительного действия подают минеральное вяжущее, вспененные гранулы полистирола насыпной плотностью 7 - 25 кг/м3, воду и пенообразователь, перемешивают и полученную смесь укладывают в теплоизолированную форму, в которой дно и крышка (электроды) выполнены из электропроводного материала, а остальные стенки из неэлектропроводного материала.
Подводят к электродам напряжение переменного тока промышленной частоты (50 Гц), значение которого выбирают в зависимости от расстояния между электродами, чтобы обеспечить градиент напряжения 80 - 250 В/м в полистиролбетонной смеси в направлении пропускания тока.
В зависимости от состава полистиролбетонной смеси и выбранного напряжения разогрев ее ведут со скоростью 0,2 • 10-2 - 0,8 • 10-2 oC/с до температуры 50 - 65oC, после чего напряжение отключают. В дальнейшем тепловая обработка бетона осуществляется за счет выделения тепла при гидратации минерального вяжущего в теплоизолированной форме. При этом температура полистиролбетона достигает значений 75 - 85oC.
По истечении 10 - 12 часов после отключения напряжения изделия из полистиролбетона размерами 400 х 600 х 3000 мм распалубливали, из них выпиливали образцы-кубы с ребром 100 мм для испытаний на прочность при сжатии и плиты 300 х 300 х 50 мм для определения коэффициента теплопроводности. Образцы испытывали в соответствии с ГОСТ 1018078-78 и ГОСТ 7076-87.
Результаты испытаний приведены в таблице (см. в конце описания).
Как видно из таблицы, использование предложенного способа позволяет снизить расход условного топлива (к.у.т.) на тепловую обработку изделий из полистиролбетона плотностью 450 кг/м3 в 1,8 раза, по сравнению с прототипом, при существенной экономии материальных затрат (снижение расхода полистирола в 6 раз) и сохранение основных физико-механических характеристик полистиролбетона. При этом достигается однородность физико-механических свойств полистиролбетона по всему объему изделия с пустотами. Прототип не предусматривает изготовления изделий из полистиролбетона плотностью 250 - 350 кг/м3, которое осуществляется с использованием предлагаемого технического решения.
1. Патент США N 2500866, кл. 264 - 27, 1950 г.
2. Авторское свидетельство СССР N 1778095, кл. C 04 B 38/08, 1990 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИСТИРОЛБЕТОННОЙ СМЕСИ | 1998 |
|
RU2150446C1 |
| УТЕПЛЕННАЯ СБОРНО-МОНОЛИТНАЯ СТЕНА | 1999 |
|
RU2168593C1 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ ПОЛИСТИРОЛБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ | 1997 |
|
RU2136635C1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 1998 |
|
RU2150378C1 |
| ОГНЕЗАЩИТНАЯ ШТУКАТУРНАЯ КОМПОЗИЦИЯ | 1998 |
|
RU2155727C2 |
| ИЗГИБАЕМЫЙ И ВНЕЦЕНТРЕННО СЖАТЫЙ СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ ИЗ ОСОБО ЛЕГКОГО БЕТОНА | 1999 |
|
RU2163285C1 |
| КОНСТРУКЦИОННО-ТЕПЛОИЗОЛЯЦИОННЫЙ ЭКОЛОГИЧЕСКИ ЧИСТЫЙ ПОЛИСТИРОЛБЕТОН, СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ИЗДЕЛИЙ И СПОСОБ ВОЗВЕДЕНИЯ ИЗ НИХ ТЕПЛОЭФФЕКТИВНЫХ ОГРАЖДАЮЩИХ КОНСТРУКЦИЙ ЗДАНИЙ ПО СИСТЕМЕ "ЮНИКОН" | 2002 |
|
RU2230717C1 |
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ОТДЕЛОЧНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2166486C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ РАСТИРАНИЕМ | 1999 |
|
RU2154534C1 |
| СОСТАВНОЙ СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ | 1999 |
|
RU2163284C1 |

Изобретение относится к способу изготовления полистирол-бетонных стеновых блоков сложной формы. Способ заключается в приготовлении и укладке формовочной смеси в форму с электродами, электропрогреве смеси током промышленной частоты, причем в качестве заполнителя используют гранулы вспененного полистирола насыпной плотностью 7-25 кг/м, электропрогрев осуществляется в теплоизолированной форме, величину градиента электрического напряжения поддерживают в диапазоне 80 - 280 В/м в направлении пропускания тока, нагревают изделие до 50-65oС со скоростью увеличения температуры, поддерживаемой в диапазоне 0,2•10-2-0,8•10-2 oC/c, отключают электрическое напряжение, форму с изделием выдерживают 8-20 ч до распалубки. Пустоты в изделии могут быть сформированы электропроводными пустотообразователями, выполненными из материала, с удельным электрическим сопротивлением меньшим удельного электрического сопротивления полистиролбетонной смеси. Изобретение обеспечивает снижение производственных затрат и повышение однородности по объему физико-механических характеристик изделий с пустотами. 1 з.п. ф-лы, 1 ил., 1 табл.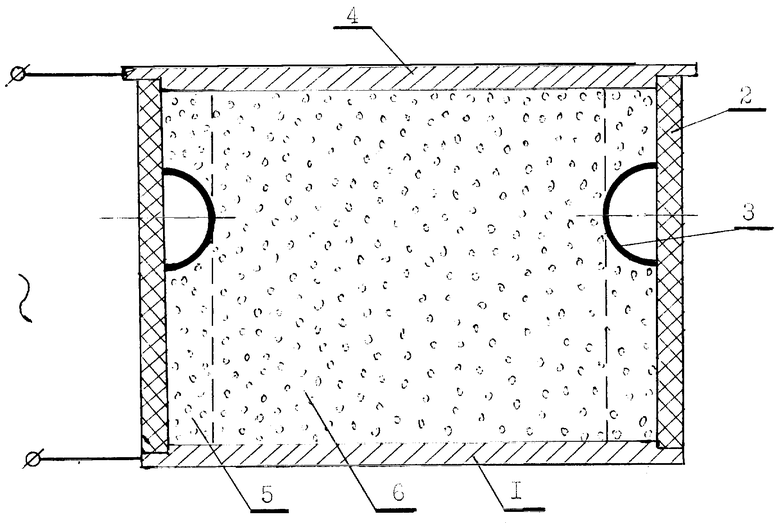
| Способ приготовления полистиролбетонной смеси | 1990 |
|
SU1778095A1 |
| Способ изготовления огнеупорных изделий | 1981 |
|
SU1108084A1 |
| Способ изготовления легкобетонных изделий | 1987 |
|
SU1551704A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ПОЛИСТИРОЛБЕТОННОЙ СМЕСИ | 1996 |
|
RU2103241C1 |
