Изобретение относится к оборудованию для экструзионной обработки пищевых продуктов и может быть использовано для производства комбинированных продуктов в различных отраслях пищевой промышленности, например для производства кукурузных палочек, а также в других отраслях промышленности, применяющих экструзию.
Наиболее близкой по технической сущности и достигаемому эффекту является экструзионная головка для изготовления профильных изделий из полимерных материалов, содержащая корпус с входным и выходными каналами, смонтированный в рабочем канале дорн, формующую матрицу с внутренней зубчатой поверхностью [Авторское свидетельство СССР № 1412984, МКИ4 В 29 С 47/20, опубл. 30.07.88, Бюл. № 28].
Недостатком известного устройства является невысокое качество переработки продукта вследствие образования застойных зон при течении расплава экструдата в каналах гильзы и узкая специализация данного экструдера.
Технической задачей изобретения является повышение качества переработки продукта за счет интенсификации воздействия сжимающих усилий, вызывающих многократные сдвиговые деформации расплава экструдата, и расширение технологических возможностей экструдера по переработке исходного сырья.
Поставленная задача достигается тем, что в экструдере для производства комбинированных продуктов, содержащем корпус с загрузочным каналом, формующее устройство с матрицей и приводную шестерню, новым является то, что формующее устройство состоит из полого шнека с находящейся внутри него цилиндрической трубкой, концевой участок которой на выходе из формующего устройства имеет винтовую нарезку, матрицы, представляющей собой с одной стороны длинный цилиндрический стакан, входящий в корпус экструдера до середины зоны смешивания, а с другой - участок с зубчатой нарезкой по наружной поверхности матрицы и внутренними конусообразными каналами, соединяющими последний виток шнека с выходом из экструдера, и перфорированного ограничителя движения продукта, установленного в кольцевом пазу на торцевой стороне матрицы.
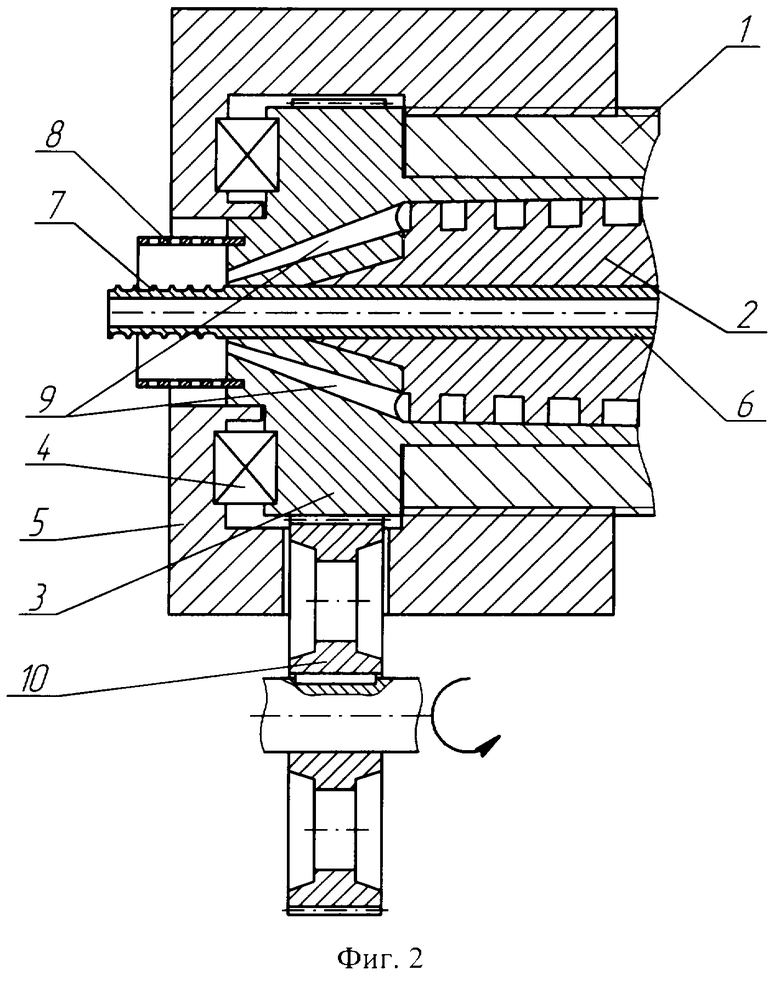
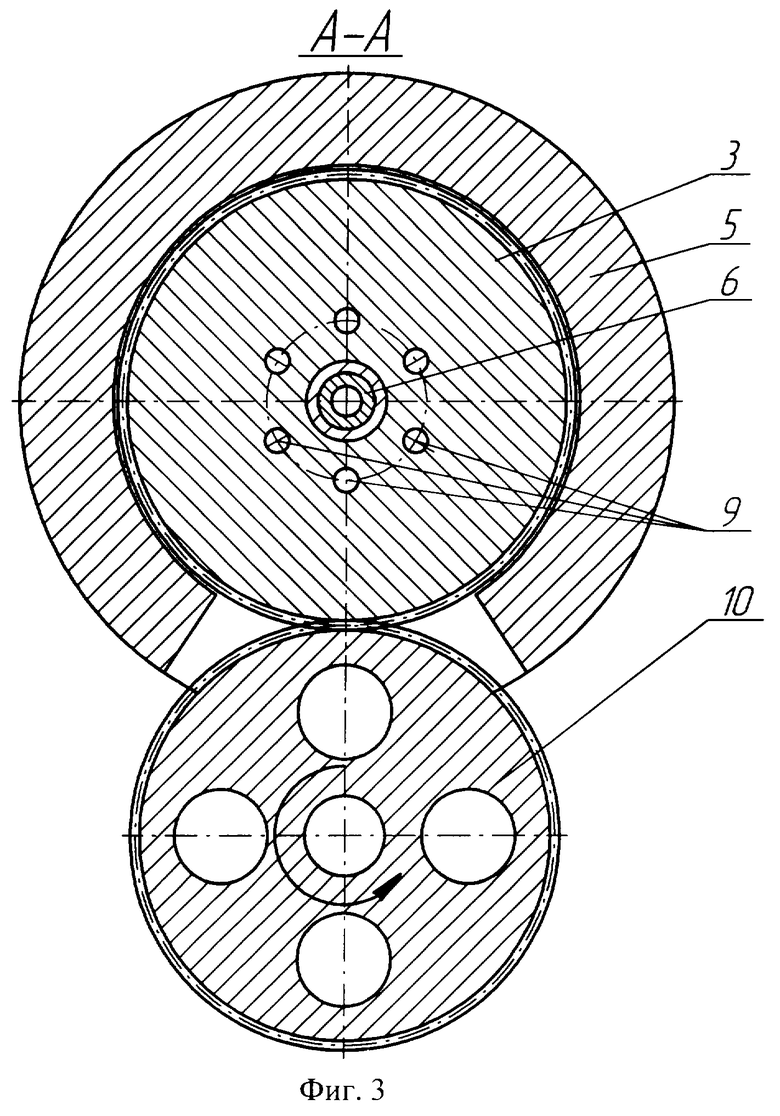
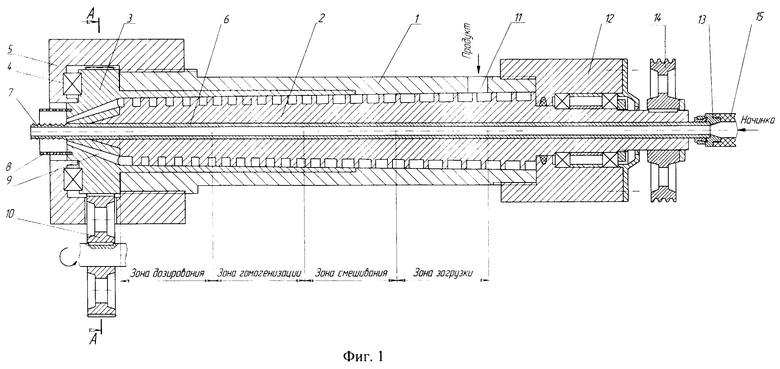
На фиг.1 изображен предлагаемый экструдер для производства комбинированных продуктов (общий вид); на фиг.2 - формующее устройство экструдера; на фиг.3 - разрез А-А на фиг.1.
Экструдер содержит корпус 1, формующее устройство, состоящее из полого шнека 2, матрицы 3 и перфорированного ограничителя движения продукта, опорный подшипник 4, гайку 5, станину 12, трубопровод 15 для подачи начинки. Матрица 3 и опорный подшипник 4 фиксируются на корпусе 1 по резьбе с помощью гайки 5. В корпусе 1 выполнено загрузочное отверстие 11.
Внутри полого шнека 2 находится цилиндрическая трубка 6, концевой участок которой на выходе из формующего устройства имеет винтовую нарезку 7. Назначение винтовой нарезки 7 состоит в том, что она помогает перемещаться и закручиваться уже экструдированному продукту и формирует внутри него полый канал, в который подается начинка из трубки 6.
Полый шнек 2 имеет переменные шаг и глубину нарезки винтового канала, что обеспечивает постепенное уплотнение и сжатие продукта.
Торцевая сторона матрицы 3 имеет кольцевой паз, в который установлен перфорированный ограничитель 8 движения продукта. Перфорация в ограничителе 8 выполнена для удаления водяных паров, образующихся при вспучивании продукта на выходе из матрицы 3.
На наружной стороне матрицы 3 в предматричной зоне выполнена зубчатая нарезка, контактирующая с приводной шестерней 10. При помощи шестерни 10 матрица 3 приводится во вращательное движение.
Матрица 3 имеет длинный цилиндрический стакан, который входит в специальную проточку корпуса 1 экструдера до середины зоны смешивания.
Это обусловлено тем, что в зоне смешивания продукт еще не уплотняется, а следовательно, продукт не будет препятствовать вращению цилиндрического стакана формующего устройства 3 в кольцевой проточке корпуса 1.
Матрица 3 имеет участок с внутренними конусообразными каналами 9, соединяющими последний виток шнека с выходными отверстиями экструдера.
Корпус 1 с формующим устройством устанавливается в станине 12 посредством резьбы. В станине 12 расположены подшипники, сальник, фиксирующая втулка, зажимная гайка и крышка подшипника. Полый шнек 2 с цилиндрической трубкой 6 приводится во вращение с помощью шкива 14. В связи с тем, что цилиндрическая трубка 6 вращается, а трубопровод 15 для подачи начинки нет, то для их соединения установлено специальное соединительное устройство 13.
Конструкция вращающегося формующего устройства 3 позволяет существенно расширить технологические возможности экструдера и производить широкий ассортимент комбинированных продуктов с различными начинками за счет возможности регулирования время нахождения экструдата в рабочей камере путем изменения частоты вращения шнека 2 и формующего устройства 3. Выполнение формующего устройства 3 с возможностью вращения позволяет увеличить суммарную поверхность контакта перерабатываемого продукта с движущими поверхностями экструдера, что приводит к повышению тепловыделения в экструдате и интенсивности механического воздействия на него и вызывает значительные сдвиговые деформации в продукте, а следовательно, способствует получению гомогенного расплава экструдата.
Для обеспечения надежного зацепления приводной шестерни 10 матрица 3 центрируется подшипником 4, который позволяет свести трение матрицы 3 и корпуса 1 экструдера к минимуму. Подшипник 4 имеет возможность упора в матрице 3 и выступ, выполненный по кольцевой образующей на внутренней стороне гайки 5.
По ходу движения продукта от загрузочного отверстия 11 до конусообразных каналов 9 происходит уменьшение свободного пространства, ограниченного поверхностями цилиндрического стакана матрицы 3 и шнека 2.
Для эффективного и качественного протекания процесса экструзии термолабильного продукта необходимо подобрать такую температуру, при которой основные компоненты продукта подвергались бы, с одной стороны, полной гидротермической обработке, а с другой - на них оказывалось щадящее температурное воздействие, предотвращающее их термическое разложение. Данная конструкция экструдера позволяет разрешить это противоречие и осуществляет качественное протекание процесса экструзии.
Предлагаемый экструдер работает следующим образом.
Включается привод (на фиг.1 не показан) и с помощью шкива 14 полый шнек 3 и находящаяся внутри него цилиндрическая трубка 6 приводятся во вращение. Одновременно приводится во вращение приводная шестерня 10, которая через наружную зубчатую нарезку приводит во вращение матрицу 3.
Исходный продукт через загрузочное отверстие 11 поступает в зону загрузки винтового канала шнека 2 и увлекается им за счет разницы сил трения между продуктом и стенками корпуса и винтового канала, одновременно постепенно уплотняясь при этом.
Через трубопровод 15 в цилиндрическую трубку 6 подается начинка. Специальное соединительное устройство 13 обеспечивает герметичность соединения трубопровода 15 и трубки 6.
В зоне смешивания продукт перемещается и перемешивается винтовой нарезкой шнека 2 с целью получения однородной смеси. Далее в зоне гомогенизации происходит уплотнение и измельчение продукта, что вызывает образование расплава экструдата.
В зоне гомогенизации продукт окончательно переходит из твердой фазы в вязкопластичную; здесь происходит плавление в результате преобразования механической энергии рабочих органов экструдера в тепловую энергию и за счет внутреннего трения в самом продукте.
В зоне дозирования осуществляется щадящее температурное воздействие на продукт и беспульсационное продвижение его с требуемым давлением в предматричную зону.
Затем расплав экструдата поступает во внутренние конусообразные каналы 9 вращающегося формующего устройства 3, проходя по ним, расплав выходит из экструдера. При этом вращающаяся винтовая нарезка 7 трубки 6 помогает перемещаться и закручиваться экструдированному продукту, одновременно формируется внутренний полый канал, в который подается начинка из трубки 6.
Перфорированный ограничитель 8 предотвращает движение экструдата в радиальном перемещении продукта. При выходе из формующего устройства продукт вспучивается и образующиеся водяные пары удаляются через перфорацию в ограничителе 8. Затем уже в сформированную экструдированную оболочку подается начинка через цилиндрическую трубку 6. Готовый продукт выводится из экструдера и после резки направляется на упаковку.
Таким образом, использование изобретения позволит:
- повысить качество готового продукта за счет интенсификации воздействия сжимающих усилий в рабочей камере, вызывающих многократные сдвиговые деформации материала, позволяющих получить гомогенный расплав экструдата;
- регулировать производительность экструдера с помощью вращающейся матрицы;
- расширить технологические возможности экструдера по производству комбинированных продуктов заданного состава и с программируемыми свойствами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУДЕР | 2003 |
|
RU2214918C1 |
| ЭКСТРУДЕР ДЛЯ ПРОИЗВОДСТВА ПОЛИКОМПОНЕНТНЫХ ПРОДУКТОВ | 2014 |
|
RU2558968C1 |
| ЭКСТРУДЕР ДЛЯ ПРОИЗВОДСТВА КОЛЕЧЕК С НАЧИНКАМИ | 2014 |
|
RU2558445C1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2205105C1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2003 |
|
RU2241598C1 |
| ДВУХШНЕКОВЫЙ ЭКСТРУДЕР | 2005 |
|
RU2284914C1 |
| ШНЕКОВЫЙ ЭКСТРУДЕР | 2003 |
|
RU2227782C1 |
| ШНЕКОВЫЙ ЭКСТРУДЕР ДЛЯ ПРОИЗВОДСТВА ПРОДУКТОВ С НАЧИНКОЙ | 2005 |
|
RU2277363C1 |
| ЭКСТРУДЕР | 2001 |
|
RU2179111C1 |
| ЭКСТРУДЕР | 2006 |
|
RU2314918C1 |
Изобретение относится к оборудованию для экструзионной обработки пищевых продуктов и может быть использовано для производства комбинированных продуктов в различных отраслях пищевой промышленности, например для производства кукурузных палочек, а также в других отраслях промышленности, применяющих экструзию. Экструдер содержит корпус с загрузочным каналом, формующее устройство и приводную шестерню. Формующее устройство состоит из полого шнека, матрицы и перфорированного ограничителя движения продукта. Внутри полого шнека расположена цилиндрическая трубка, концевой участок которой на выходе из формующего устройства имеет винтовую нарезку. Матрица представляет собой с одной стороны длинный цилиндрический стакан, входящий в корпус экструдера до середины зоны смешивания, а с другой - участок с зубчатой нарезкой по наружной поверхности матрицы и внутренними конусообразными каналами, соединяющими последний виток шнека с выходом из экструдера. Перфорированный ограничитель движения продукта установлен в кольцевом пазу на торцевой стороне матрицы. Изобретение позволяет повысить качество переработки продукта за счет интенсификации воздействия сжимающих усилий, вызывающих многократные сдвиговые деформации расплава экструдата, и расширение технологических возможностей экструдера. 3 ил.
Экструдер для производства комбинированных продуктов, содержащий корпус с загрузочным каналом, формующее устройство с матрицей и приводную шестерню, отличающийся тем, что формующее устройство состоит из полого шнека с находящейся внутри него цилиндрической трубкой, концевой участок которой на выходе из формующего устройства имеет винтовую нарезку, матрицы, представляющей собой с одной стороны длинный цилиндрический стакан, входящий в корпус экструдера до середины зоны смешивания, а с другой - участок с зубчатой нарезкой по наружной поверхности матрицы и внутренними конусообразными каналами, соединяющими последний виток шнека с выходом из экструдера, и перфорированного ограничителя движения продукта, установленного в кольцевом пазу на торцевой стороне матрицы.
| US 6524516 B1, 25.02.2003 | |||
| СПОСОБ ПОЛУЧЕНИЯ МЕТИЛОВОГО ЭФИРА ХЛОРГИДРИНА СТИРОЛА | 0 |
|
SU168276A1 |
| US 3289251 А, 06.12.1966 | |||
| Роторный опрокидыватель для разгрузки вагонеток | 1973 |
|
SU512146A1 |
| Экструзионная головка для нанесенияпОлиМЕРНОгО пОКРыТия | 1979 |
|
SU804496A1 |

