Изобретение может быть использовано в машиностроительной и металлургической промышленности при изготовлении и эксплуатации обжимных прокатных станов.
Известно гидравлическое устройство для уравновешивания рабочего валка обжимного прокатного стана, принятое за прототип, содержащее гидравлический цилиндр с плунжером, cмонтированном на верху рабочей клети стана, по центру редуктора нажимного устройства, на верхней части плунжера выполнено шарнирное крепление траверсы, к концам которой подвешены две тяги, к тягам, в нижней части, выполнено шарнирное крепление двух поперечных балок, конечные участки которых выполнены входящими в окна станин, на концах балок при помощи четырех тяг с захватами через шарнирные валики подвешиваются подушки и рабочий валок [1].
Недостатки приведенного устройства:
- цилиндр с плунжером монтирован наверху рабочей клети стана по центру редуктора нажимного устройства, и поперечные балки, на которые подвешиваются подушки и верхний валок, поддерживаются траверсой и тягами посредине рабочей клети стана;
- рабочий валок из-за наличия лопасти имеет смещение центра тяжести на 190 мм от середины бочки к лопасти валка, по этой причине монтированный шейками на подшипники подушек валок вызывает появление реакций подшипников неодинаковой величины, на подшипнике подушки, ближней к лопасти валка, величина реакции больше, чем величина реакции на подшипнике дальней от лопасти подушки;
- после завалки подушек с валками в клеть, подвешивания верхнего валка в гидравлическом устройстве уравновешивания валка и подъема подушек до упора подпятников опор в пяты винтов в опорах нажимных винтов возникают давления также разной величины, в опоре винта, ближнего к лопасти, величина давления меньше, чем в опоре винта, дальнего от лопасти;
- рабочий валок соединяют через шарнир Гука с универсальным шпинделем и гидроцилиндром устройства уравновешивания шпинделя, воспринимают вес лопасти валка для выранивания давления в опорах и винтовых парах. Приборов для определения давлений в опорах и винтовых парах на стане не имеется и выравнивание производится приблизительно;
- такое приблизительное выравнивание давлений в опорах и винтовых парах часто приводит к тому, что гидроцилиндром шпинделя устанавливают высокое значение вертикальной поперечной силы в шарнире Гука и при работе стана шарнир сильно греется, детали его быстро изнашиваются, или, наоборот, поперечную силу в шарнире Гука получают значительно меньшего веса лопасти валка, выравнивания давлений в опорах нажимных винтов и винтовых парах не происходит, сильно греются дальняя от лопасти опора нажимного винта и винтовая пара, детали их прогрессивно изнашиваются.
Задачей, на решение которой направлено изобретение, является создание гидравлического устройства для уравновешивания рабочего валка обжимного прокатного стана, в котором валок с лопастью уравновешиваются в горизонтальном положении, и давления в опорах нажимных винтов и винтовых парах автоматически выравниваются.
Поставленная задача достигается за счет того, что предложено гидравлическое устройство для уравновешивания рабочего валка обжимного прокатного стана с выравниванием давления в опорах нажимных винтов и винтовых парах нажимного устройства стана, содержащее гидравлический цилиндр с плунжером, cмонтированным наверху рабочей клети стана, по центру редуктора нажимного устройства, на верхней части плунжера выполнено шарнирное крепление траверсы, к концам которой подвешены две тяги, к тягам, в нижней части, выполнено шарнирное крепление двух поперечных балок, конечные участки которых выполнены входящими в окна станин, на концах балок, при помощи четырех тяг с захватами, через шарнирные валики подвешиваются подушки и верхний рабочий валок и отличающееся тем, что на концах балок, противоположных лопасти валка, удлиненных на 200 мм, с зазором к верхней подушке, монтированы, при помощи захватов, два контргруза, весом равным весу лопасти валка, выполненных призматической формы, с выемкой для размещения пружинного крепления гайки нажимного винта в моменты, когда рабочий валок стана находится в верхнем положении, и размещенных в проемах между телескопическим кожухом винта и поперечными балками уравновешивающего устройства, контргрузы в верхней части выполнены связанными между собой двумя распорками, на которые монтируются, при необходимости, дополнительные грузы для точного установления валка в горизонтальном положении.
Существенность признаков заявленного устройства подтверждается тем, что:
1. Выполнение гидравлического устройстве уравновешивания рабочего валка обжимного прокатного стана, в котором автоматически производится выравнивание давлений в опорах нажимных винтов, при завалке в клеть неуравновешенного валка, позволяет установить в нажимном устройстве стана оптимальное усилие переуравновешивания верхнего валка, а в опорах нажимных винтов и винтовых парах минимальное давление, что значительно увеличивает стойкость деталей опор и винтовых пар.
2. Выполнение устройства гидравлического уравновешивания валка, в котором выравнивание давлений в опорах и винтовых парах происходит автоматически без помощи гидроцилиндра уравновешивающего устройства шпинделя, значительно уменьшает нагрузку на шарнир Гука шпинделя во время работы стана и увеличивает стойкость его деталей.
3. Выполнение в гидравлическом агрегате уравновешивания рабочего валка обжимного стана двух контргрузов призматической формы, монтированных на концах поперечных балок, удаленных от лопасти валка, и соединенных распорками, не требует больших изменений в конструкции уравновешивающего устройства и не усложняет обслуживание стана операторами и ремонтным персоналом.
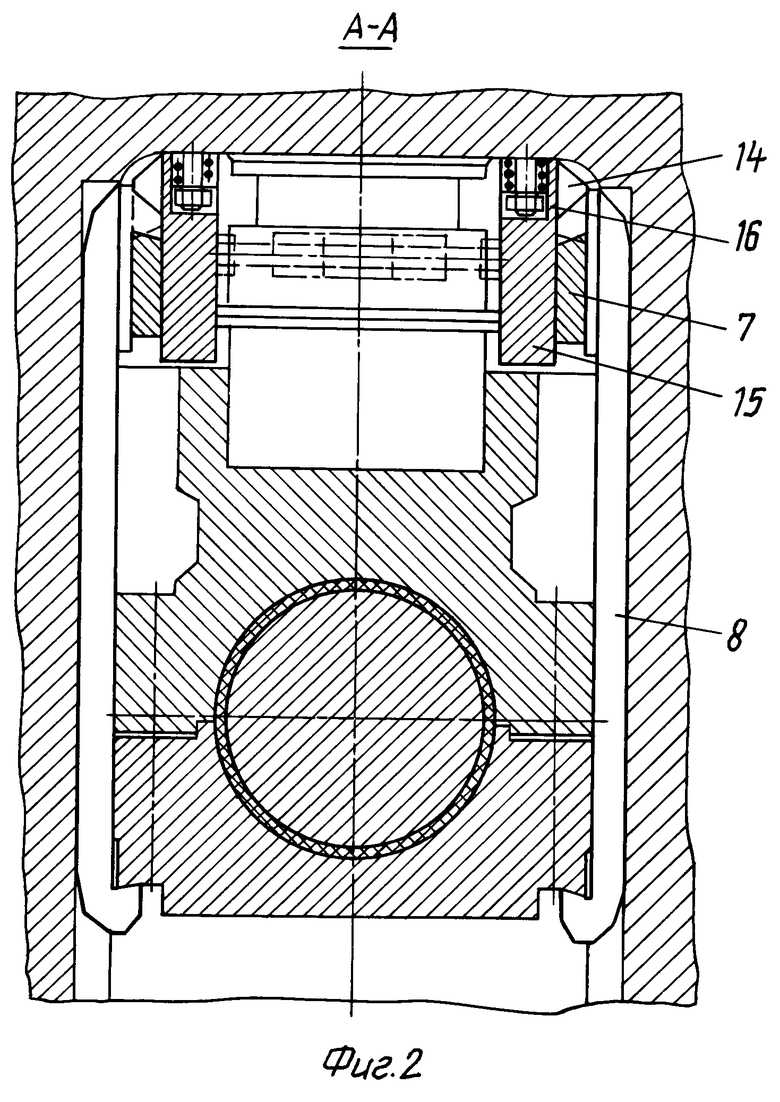
Предлагаемая конструкция устройства изображена на чертежах, где на фиг.1 - общий вид устройства; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - вид по стрелке Б на фиг.1 - рабочий валок в нижнем положении.
Гидравлическое устройство уравновешивания рабочего валка обжимного прокатного стана (фиг.1) содержит цилиндр 1 с плунжером 2, смонтированным наверху рабочей клети 3 стана, по центру редуктора у нажимного устройства наверху плунжера 2 выполнено шарнирное крепление траверсы 5, к концам которой подвешены две тяги 6. В нижней части тяг выполнено шарнирное крепление двух поперечных балок 7, на концах которых при помощи четырех тяг 8 с захватами через шарнирные валики 9 подвешены подушки 10 и верхний рабочий валок 11. На удлиненных на 200 мм концах 12 балок 7, противоположных лопасти 13 валка 11, с зазором к подушке 10 смонтированы при помощи захватов 14 два контргруза 15 весом, равным весу лопасти 13 валка 11, призматической формы с выемкой 16 (фиг. 2 и 3) для размещения пружинного крепления 17 гайки 18 нажимного винта в станине 3. В моменты нахождения верхнего валка 11 в верхнем положении и размещенного в проемах между телескопическим кожухом 19 и поперечными балками 7 уравновешивающего устройства контргрузы 15 выполнены связанными между собой двумя распорками 20, на которые при необходимости монтируются дополнительные грузы 21.
Порядок настройки положения верхнего рабочего валка после завалки комплекта валков в клеть.
Перед завалкой валков в клеть хорошо смазываются плоскости вертикальных направляющих в станинах клети для тяг 8, шарнирные валики 9 и оси шарниров поперечных балок 7. Подушки нижнего валка при помощи специальных прокладок выставляются на салазках завалочного устройства так, чтобы обеспечить линию прокатки на постоянной высоте (+970 мм) и горизонтальное положение нижнего валка после завалки его в рабочую клеть. Верхние подушки 10 на специальных вставках выставляются на нижних подушках. Завалочным устройством комплект валков заводится в клеть.
Проверка и точное установление верхнего валка в горизонтальном положении осуществляется после подвешивания валка в балансирном устройстве с противовесами 14 уравновешивания валка в клети, как на весах, до соединения валка с универсальным шпинделем и до подъема валка с подушками до соприкосновения подпятников опор с пятами нажимных винтов. Горизонтальность верхнего валка с подушками устанавливается при помощи удлиненного уровня с использованием, при необходимости, дополнительных грузов 21. После установления рабочего валка в горизонтальное положение, к валку, до уровня оси лопасти 13 подводится шарнир универсального шпинделя, затем валок соединяется с универсальным шпинделем. При работе стана это обеспечивает минимальные поперечные нагрузки на шарнир Гука шпинделя. После этого давлением масла, подаваемого в гидроцилиндр уравновешивающего устройства валка, поднимается вверх, до упора подпятников опор в пяты нажимных винтов, рабочий валок с подушками и устанавливается минимальная величина усилия переуравновешивания валка. Из-за различного износа деталей опор нажимных винтов горизонтальность положения верхнего валка может нарушиться.
Горизонтальность валка восстанавливается раздельным перемещением одного из нажимных винтов при замерах расстояния между ребрами нарезки валков и проверке диагоналей калибров.
Окончательное усилие переуравновешивания верхнего рабочего валка устанавливают при нескольких подъемах его вверх, добиваясь того, чтобы в опорах нажимных винтов не было стуков.
Источники информации
1. А. А.Королев. Механическое оборудование прокатных и трубных цехов. - 4-е издание. - М.: Металлургия, 1987, с. 61-83.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ПОЛОЖЕНИЯ И ФИКСАЦИИ ВЕРХНЕГО И НИЖНЕГО ВАЛКОВ В КЛЕТИ ОБЖИМНОГО СТАНА | 2000 |
|
RU2183520C1 |
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ШПИНДЕЛЕЙ ПРОКАТНЫХ СТАНОВ | 1998 |
|
RU2154540C2 |
| Опора нажимных винтов прокатной клети | 1987 |
|
SU1435342A1 |
| Гидравлическое установочное устройство валков прокатного стана | 1986 |
|
SU1315056A1 |
| ОПОРА НАЖИМНОГО ВИНТА ПРОКАТНОГО СТАНА | 1999 |
|
RU2162382C2 |
| Опора нажимного винта нажимногоуСТРОйСТВА пРОКАТНОй КлЕТи | 1979 |
|
SU804027A1 |
| МЕХАНИЗМ УСТАНОВКИ ВЕРХНЕГО ВАЛКА ПРОКАТНОЙ КЛЕТИ | 2005 |
|
RU2296637C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| Устройство для осевой регулировки положения и фиксации верхнего валка в клети обжимного стана | 1990 |
|
SU1733138A1 |
| УСТРОЙСТВО УРАВНОВЕШИВАНИЯ ВЕРХНЕГО ВАЛКА РАБОЧЕЙ КЛЕТИ ПРОКАТНОГО СТАНА | 1994 |
|
RU2094143C1 |

Использование: изобретение относится к машиностроительной и металлургической промышленности при изготовлении и эксплуатации тяжелых прокатных станов. Сущность: гидравлическое устройство уравновешивания валка обжимного стана содержит гидравлический цилиндр с плунжером, смонтированным наверху клети стана, по центру редуктора нажимного устройства, на верхней части плунжера смонтирована траверса с балансирным устройством в виде двух тяг и двух поперечных балок, на концах которых на четырех тягах подвешиваются подушки и рабочий валок; для уравновешивания рабочего валка с лопастью на концах поперечных балок, дальних от лопасти, смонтированы два контргруза, выполненных призматической формы с распорками, на которые при необходимости монтируются дополнительные грузы. Изобретение обеспечивает выравнивание давлений в опорах нажимных винтов и винтовых парах при завалке в клеть несбалансированного валка с лопастью и, как следствие этого, - увеличение стойкости деталей опор и винтовых пар. 3 ил.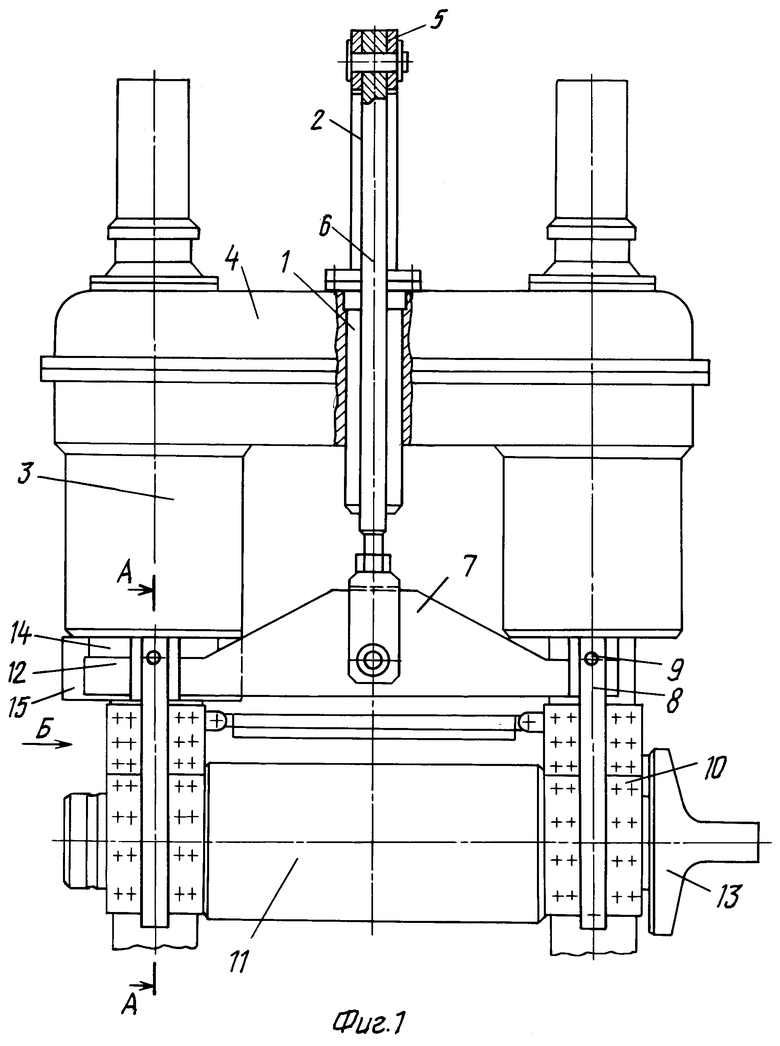
Гидравлическое устройство для уравновешивания рабочего валка обжимного прокатного стана с выравниванием давления в опорах нажимных винтов и винтовых парах нажимного устройства стана, содержащее гидравлический цилиндр с плунжером, монтированным наверху рабочей клети стана, по центру редуктора нажимного устройства, на верхней части плунжера выполнено шарнирное крепление траверсы, к концам которой подвешены две тяги, в нижней части тяг выполнено шарнирное крепление двух поперечных балок, конечные участки которых выполнены входящими в окна станин, на концах балок при помощи четырех тяг с захватами, через шарнирные валики подвешиваются подушки и верхний рабочий валок, отличающееся тем, что на концах балок, противоположных лопасти валка, удлиненных на 200 мм, с зазором к верхней подушке, монтированы, при помощи захватов, два контргруза весом, равным весу лопасти валка, выполненных призматической формы, с выемкой для размещения пружинного крепления гайки нажимного винта, в момент, когда рабочий валок стана находится в верхнем положении, и размещенных в проемах между телескопическим кожухом винта и поперечными балками уравновешивающего устройства, контргрузы в верхней части выполнены связанными между собой двумя распорками, на которые монтируются, при необходимости, дополнительные грузы для точного установления валка в горизонтальном положении.
| КОРОЛЕВ А.А | |||
| Механическое оборудование прокатных и трубных цехов, 4-е издание | |||
| - М.: Металлургия, 1987, с | |||
| Горный компас | 0 |
|
SU81A1 |
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ШПИНДЕЛЯ ПРИВОДА ВАЛКОВ ПРОКАТНОГО СТАНА | 1992 |
|
RU2015758C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| ЗУБЧАТЫЙ ШПИНДЕЛЬ ПРИВОДА ПРОКАТНОГО ВАЛКА | 1994 |
|
RU2080946C1 |
| РАБОЧАЯ КЛЕТЬ ЛИСТОВОГО ПРОКАТНОГО СТАНА | 1989 |
|
SU1635386A1 |
| Прокатная клеть кварто | 1980 |
|
SU889165A1 |

