Настоящее изобретение относится к области металлургии титановых сплавов и может быть использовано для повышения комплекса механических свойств листового проката из высоколегированного псевдо-альфа титанового сплава марки ВТ18У.
Титановый сплав марки ВТ18У является одним из наиболее жаропрочных титановых псевдо-альфа-сплавов, длительно сохраняющих высокую работоспособность до 625°С. Его успешно применяют для изготовления лопаток и дисков компрессоров авиационных двигателей. Благодаря высокой жаропрочности, обусловленной оптимальным содержанием легирующих элементов, сплав находит все большее применение в аэрокосмической технике, в частности для изготовления листового проката.
Однако существующие способы обработки не полностью реализуют заложенные легированием возможность сплава, такую как уровень достижимых прочностных свойств. Особенно возникновение получения пониженного уровня прочности возможно при содержании легирующих элементов на минимальном пределе интервала легирования. Одним из самых эффективных и распространенных методов повышения уровня прочностных свойств является термическая обработка, позволяющая изменить структуру, механические и эксплуатационные свойства металла. Известные способы термической обработки не позволяют получить изделия из сплава ВТ18У с повышенными характеристиками.
Известен способ термической обработки полуфабрикатов, изделий и сварных конструкций из высокопрочных α-титановых сплавов, включающий посадку металла в холодную печь, нагрев с наибольшей скоростью, допускаемой тепловой мощностью нагревательного устройства, до температуры (675±10)°С, выдержку из расчета не менее 1 мин на 1 мм толщины наибольшего сечения, при этом охлаждение проводят со скоростью 1,5-2°С/мин до температуры (580±10)С, а далее на воздухе (Патент РФ 2393266, МПК C22F 1/18, публ. 27.06.2010).
Известный способ не учитывает технологических особенностей псевдо-α-титановых сплавов.
Известен способ изготовления тонких листов из слитка псевдо-α-титанового сплава, характеризующийся тем, что осуществляют деформацию слитка псевдо-альфа-титанового сплава состава Ti-6,5Al-2,5Sn-4Zr-1Nb-0,7Mo-0,15Si в сляб, механическую обработку сляба, нагрев до температуры на 120-200°С выше температуры полиморфного превращения (ТПП), деформацию с суммарной степенью деформации 40-80% с последующим нагревом до температуры на 90-150°С выше ТПП, деформацию с суммарной степенью деформации 30-60%, многопроходную прокатку на подкат с суммарной степенью деформации 50-80% и со степенью деформации за проход 10-20% и дополнительным нагревом после достижения степени деформации 10-30%, нагрев подката до температуры на 20-40°С ниже ТПП и многопроходную прокатку с суммарной степенью деформации 10-30% и со степенью деформации за проход 5-20% с дополнительным нагревом после достижения степени деформации 10-30%, сборку листов в пакет с укладкой таким образом, чтобы направление листов последующей прокатки было перпендикулярно направлению листов предыдущей прокатки, прокатку пакета на готовый размер с нагревом до температуры на 20-120°С ниже ТПП и многопроходную прокатку с суммарной деформацией пакета 50-85% и степенью деформации за проход 5-15% с дополнительным нагревом пакета после достижения степени деформации 15-25%, извлечение полученных листов из пакета и их адъюстажную обработку (Патент РФ №2487962, МПК C22F 1/18, В21В 3/00, публ. 20.07.2013).
В известном способе не регламентированы режимы термической обработки, что не позволяет обеспечить уровень прочности свыше 1050 МПа.
Известен способ изготовления детали турбомашины, выполненной из титанового сплава TA6Zr4DE, включающий ковку заготовки в альфа-бета-области с образованием предварительно отформованной заготовки, горячую штамповку предварительно отформованной заготовки в бета-области титанового сплава с получением необработанной детали и термическую обработку, при этом горячую штамповку ведут с обеспечением во всех точках детали общей эквивалентной деформации, большей или равной 1,2, причем горячую штамповку завершают закалкой со скоростью охлаждения более 85°С/мин (патент РФ №2616691, МПК C22C 14/00, C22F 1/18, B21J 5/00, F04D 29/00, публ. 18.04.2017 - прототип).
Прототип предназначен для изготовления кованых и штампованных изделий и не оптимизирован для получения листовых полуфабрикатов, что не обеспечивает формирование субструктуры бета-фазы, необходимой для получения требуемого уровня механических свойств.
Задачей, на решение которой направлено изобретение, является разработка способа получения листового проката из псевдо-альфа титанового сплава марки ВТ18У, позволяющего улучшить показатели механических свойств и структуры.
Техническим результатом, достигаемым при осуществлении изобретения, является получение микроструктуры листов, обеспечивающей повышенный уровень прочностных свойств.
Технический результат достигается тем, что в способе термической обработки листового проката из псевдо-альфа титанового сплава ВТ18У, включающем закалку и старение, согласно изобретению нагрев металла под закалку осуществляют при температуре (Тпп-10)°С … (Тпп-30)°С, а охлаждение при закалке осуществляют в водном растворе соли NaCl скоростью со 120…170°С/мин, при этом концентрацию соли рассчитывают по следующей формуле:
С=К×Н, г/л;
где С - концентрация соли NaCl в водном растворе, г/л,
К - эмпирический экспериментальный коэффициент, учитывающий охлаждающее действие раствора, К=4…6;
Н - максимальная толщина закаливаемого листового проката, мм;
причем старение проводят при температуре нагрева металла (Тпп-350)°С … (Тпп-400)°С в течение 8…16 часов.
Сущность изобретения заключается в следующем.
При получении листов сплава ВТ18У после финишной многопроходной прокатки при температуре ниже ТПП проводят упрочняющую термическую обработку листового проката, включающую закалку и старение. Изучение влияния различных скоростей охлаждения при закалке на структуру и свойства сплава ВТ18У показало большую чувствительность сплава к режиму охлаждения из верхнего интервала (α+β)-области. Нагрев металла под закалку проводят при температуре (Тпп-10)°С … (Тпп-30)°С, выдержку при этой температуре осуществляют в течение времени, достаточного для прохождения структурных и фазовых превращений, а после выдержки металл охлаждают со скоростью 120…170°С/мин, что обеспечивает получение в структуре при мартенситном превращении, наряду с первичной α-фазой, заданное количество гексагонального мартенсита (50...70%).
Для обеспечения и стабилизации требуемой скорости охлаждения металла при закалке в качестве охлаждающей жидкости в предлагаемом способе применяют водный раствор соли NaCl. При изменении концентрации соли в водном растворе появляется возможность управления скоростью охлаждения в зависимости от габаритов проката и химического состава сплава. С увеличением концентрации соли повышается охлаждающее действие раствора, соответственно, увеличивается скорость охлаждения металла. Для листового проката из сплава ВТ18У концентрацию соли в водном растворе определяют по следующей формуле:
С=К×Н, г/л;
где С - концентрация соли NaCl в водном растворе, г/л;
Н - максимальная толщина закаливаемого листового проката, мм;
К - эмпирический экспериментальный коэффициент, учитывающий охлаждающее действие раствора, К=4…6;
При последующем старении, которое проводят при температуре нагрева металла (Тпп-350)°С … (Тпп-400)°С в течение 8…16 часов, образование мелкодисперсных пластинок вторичной α-фазы при распаде мартенсита обеспечивает дисперсионное упрочнение сплава.
Промышленная применимость подтверждается конкретным примером выполнения изобретения.
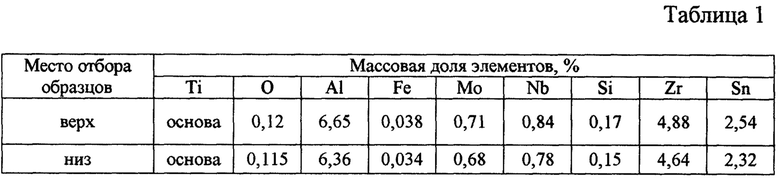
Для получения листов толщиной 2 и 4 мм был выплавлен слиток из псевдо-альфа титанового сплава ВТ18У. Химический состав сплава приведен в табл. 1. Температура полиморфного превращения сплава составила 1013°С.
Слиток подвергали всесторонней ковке и осуществляли деформирование в сляб толщиной 150 мм. Далее откованный сляб строгали и разрезали на несколько заготовок. Затем заготовки прокатывали за несколько этапов после нагревов в β- и (α+β)-областях до толщин 4 и 2 мм. После прокатки осуществляли нагрев листов до температуры 995°С (Тпп - 18°С), выдерживали при этой температуре 1 час и закаливали в водном растворе соли NaCl с концентрацией 20 г/л для листов толщиной 4 мм и 10 г/л для листов толщиной 2 мм. Скорость охлаждения при закалке составила 130…150°С/мин. После чего проводили старение посредством нагрева до температуры 660°С (Тпп-353°С), выдержки 10 часов и охлаждения на воздухе. На полученных листах производили адъюстажную обработку, резку на готовый размер, отбор образцов, испытания механических свойств и исследование структуры.
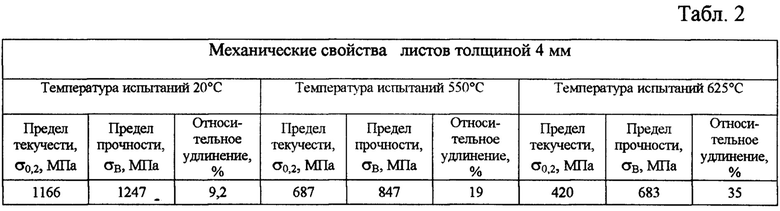
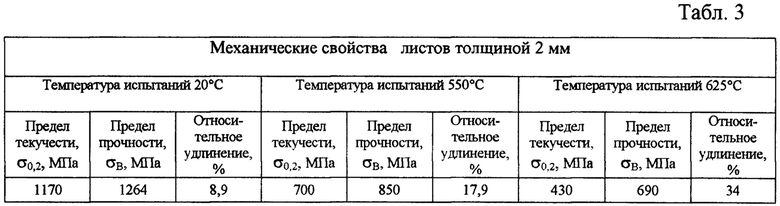
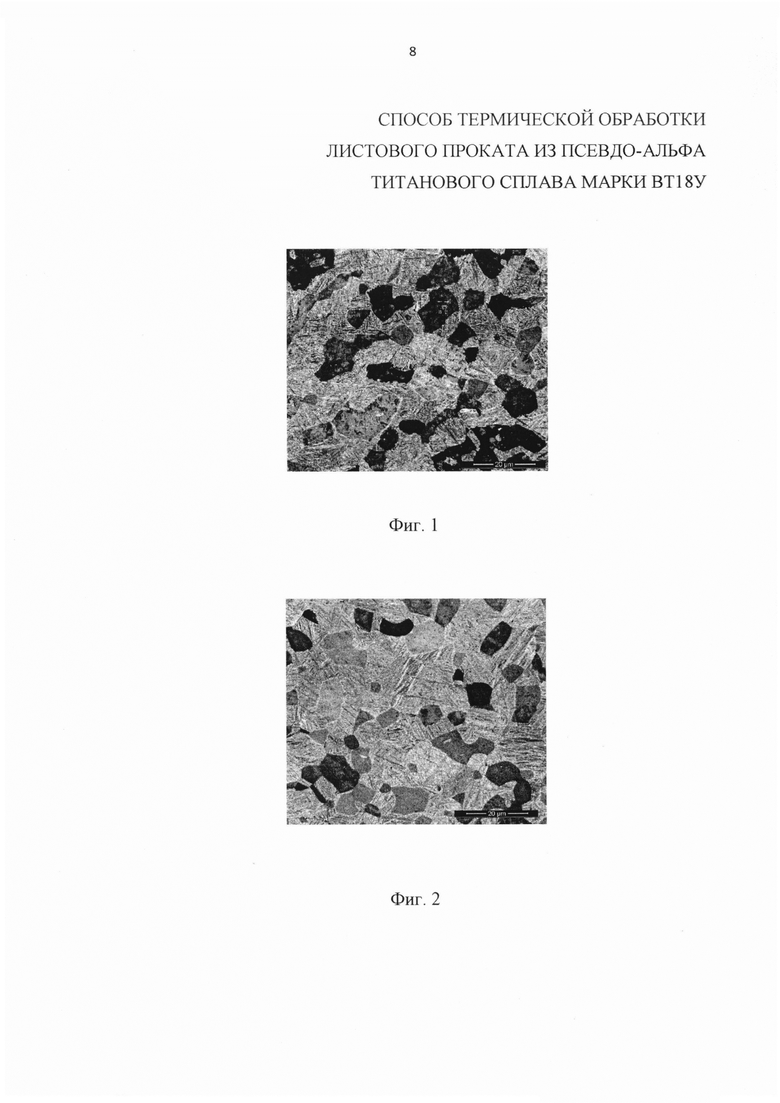
Результаты испытаний механических свойств листов толщиной 4 мм после термической обработки приведены в табл. 2, а результаты испытаний механических свойств листов толщиной 2 мм после термической обработки указаны в табл. 3. Изображение микроструктуры листов толщиной 4 мм после термической обработки представлено на фиг. 1. Изображение микроструктуры листов толщиной 2 мм после термической обработки приведено на фиг. 2. Качество поверхности листов соответствовало всем требованиям нормативной документации.
Таким образом, использование предлагаемого изобретения позволяет значительно повысить прочностные свойства за счет получения мелкодисперсной микроструктуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ПСЕВДО-БЕТА-ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2484176C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОКАТА ИЗ ТИТАНОВОГО СПЛАВА МАРКИ ВТ8 | 2018 |
|
RU2691471C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ТИТАНОВОГО СПЛАВА TI-6,5AL-2,5SN-4ZR-1NB-0,7MO-0,15SI | 2014 |
|
RU2569605C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕВЫХ ЛИСТОВ ИЗ (АЛЬФА+БЕТА)-ТИТАНОВОГО СПЛАВА И ИЗДЕЛИЯ ИЗ НЕГО | 2013 |
|
RU2549804C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОСОБО ТОНКИХ ЛИСТОВ ИЗ ТИТАНОВОГО СПЛАВА Ti-6,5Al-2,5Sn-4Zr-1Nb-0,7Mo-0,15Si | 2015 |
|
RU2583567C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ | 2013 |
|
RU2522252C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ | 2011 |
|
RU2487962C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ВЫСОКОЛЕГИРОВАННОГО ТИТАНОВОГО СПЛАВА | 2014 |
|
RU2569611C1 |
| Способ термомеханической обработки высоколегированных псевдо-β титановых сплавов, легированных редкими и редкоземельными металлами | 2016 |
|
RU2635650C1 |
| СПЛАВ НА ОСНОВЕ ТИТАНА | 2018 |
|
RU2690257C1 |
Настоящее изобретение относится к области металлургии титановых сплавов и может быть использовано для повышения комплекса механических свойств листового проката из высоколегированного псевдо-альфа титанового сплава марки ВТ18У. Способ термической обработки листового проката из псевдо-альфа титанового сплава марки ВТ18У включает закалку и старение. Нагрев листового проката под закалку осуществляют при температуре (Тпп-10)-(Тпп-30)°С, а охлаждение при закалке осуществляют со скоростью 120-70°С/мин в водном растворе соли NaCl, при этом концентрацию соли рассчитывают по следующему выражению: С=К×Н, г/л, где С - концентрация соли NaCl в водном растворе, г/л, К - эмпирический экспериментальный коэффициент, учитывающий охлаждающее действие раствора, К=4-6, Н - максимальная толщина закаливаемого листового проката, мм, причем старение проводят при температуре нагрева металла (Тпп-350)-(Тпп-400)°С в течение 8-16 часов. Листовой прокат характеризуется высокими прочностными характеристиками. 2 ил., 3 табл.
Способ термической обработки листового проката из псевдо-альфа титанового сплава марки ВТ18У, включающий закалку и старение, отличающийся тем, что нагрев листового проката под закалку осуществляют при температуре (Тпп-10)…(Тпп-30)°С, а охлаждение при закалке осуществляют со скоростью 120…170°С/мин в водном растворе соли NaCl, при этом концентрацию соли рассчитывают по следующей формуле:
С=К × Н, г/л;
где С - концентрация соли NaCl в водном растворе, г/л,
К - эмпирический экспериментальный коэффициент, учитывающий охлаждающее действие раствора, К=4…6;
Н - максимальная толщина закаливаемого листового проката, мм;
причем старение проводят при температуре нагрева металла (Тпп-350)…(Тпп-400)°С в течение 8…16 часов.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ПСЕВДО-БЕТА-ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2484176C2 |
| Способ термомеханической обработки высоколегированных псевдо-β титановых сплавов, легированных редкими и редкоземельными металлами | 2016 |
|
RU2635650C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 2007 |
|
RU2360030C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТИТАНОВОГО СПЛАВА ВТ16 | 2000 |
|
RU2183691C2 |
| CN 101886188 B, 16.11.2011 | |||
| US 3575736 A1, 20.04.1971 | |||
| CN 103695709 A, 02.04.2014. | |||

