Изобретение относится к области обработки металлов давлением, а именно к способам изготовления тонких листов методом холодной прокатки из высокопрочных псевдо-β-титановых сплавов, которые могут быть использованы в аэрокосмической, химической отраслях промышленности, машиностроении, медицине и других областях народного хозяйства.
Холодная прокатка по сравнению с горячей имеет два больших преимущества. Во-первых, она позволяет производить листы и полосы толщиной менее 1,0-0,8 мм вплоть до нескольких микрон, что горячей прокаткой недостижимо. Во-вторых, она обеспечивает получение продукции более высокого качества по всем показателям - точности размеров, отделке поверхности, физико-механическим свойствам.
Титановые сплавы достаточно трудоемки при обработке, поэтому затраты на их обработку значительно выше в сравнении с большинством других конструкционных металлов. В частности, большинство титановых сплавов трудно поддаются деформации при комнатной температуре, вследствие этого в промышленности предпочтение отдается горячей деформационной обработке для получения полуфабрикатов, в том числе листового проката.
Например, известен способ изготовления тонких листов из сплавов преимущественно на основе титана прокаткой в пакете, включающий подготовку заготовки, сборку пакета с использованием стального кейса, горячую прокатку пакета, термообработку пакета, разделение листов, термообработку, прогладку, правку и отделку поверхности листов, при этом горячую прокатку пакета осуществляют при термодеформационных параметрах, реализующих схему деформации однородного сжатия материала кейса и листов, листы термообрабатывают и правят преимущественно в вакуумной печи в условиях крипа (Патент РФ №2179899, МПК B21B 1/38).
Процесс предварительно требует тщательной скрупулезной подготовки, он затратный и малопроизводительный по сравнению с холодной прокаткой. Кроме того, реализация технологии в условиях высоких температур само по себе значительно усложняет сам процесс и требует наличия дорогостоящего нагревательного оборудования.
Известны условия, при соблюдении которых можно значительно повысить технологическую пластичность и снизить сопротивление деформации титановых сплавов при комнатной температуре до приемлемого уровня, позволяющего вести холодную прокатку.
При практически одинаковых содержаниях примесей критическое воздействие на величину технологической пластичности при комнатной температуре оказывают следующие факторы:
- повышенное содержание β-фазы с объемно-центрированной кубической решеткой, которая по своей природе более пластична, чем гексагональная α-фаза;
- пониженное содержание алюминия, т.к при увеличении содержания его в сплаве технологическая пластичность снижается, а при содержании более 6% (по массе) Al технологическая пластичность сплавов становится незначительна.
Указанным требованиям при определенных обстоятельствах соответствуют высоколегированные псевдо-β-титановые сплавы с пониженным содержанием алюминия и высоким содержанием β-фазы, которая фиксируется закалкой. Данные сплавы в закаленном состоянии обладают высокой пластичностью и способны к холодной деформации.
Однако в конечном изделии для достижения высоких механических свойств при высокой вязкости разрушения необходимо произвести старение сплавов. В процессе старения происходит дисперсионный распад β-фазы с образованием по границам зерен тонкой прослойки α-фазы, которая снижает технологическую пластичность сплава и делает невозможным холодную прокатку титановых сплавов.
Известен способ изготовления листов из β-титановых сплавов, включающий механическую обработку поверхности сляба, горячую, теплую, холодную прокатки, отжиг и старение (патент РФ №2318913, МПК C22F 1/18, B21B 3/00).
Способ не обеспечивает получения листов из псевдо-β-титановых сплавов, так как не гарантирует отсутствие α-фазы в процессе холодной прокатки и не ограничивает критичное содержание алюминия в титановых сплавах, которые допускается обрабатывать данным способом.
Задачей, на решение которой направлено заявленное изобретение, является получение качественного листового полуфабриката из высокопрочных псевдо-β-титановых сплавов толщиной до 1 мм и менее с повышенным выходом годного при минимальных трудовых и энергетических затратах.
Технический результат, достигаемый при осуществлении изобретения, заключается в получении качественного листового проката, в том числе тонколистового из высоколегированных псевдо-β-титановых сплавов, методом холодной прокатки, которая производится на заготовке с подготовленным однофазным β-состоянием сплава при регламентированном содержании в нем алюминия.
Технический результат достигается тем, что в способе изготовления тонких листов из псевдо-β-титановых сплавов, включающем выплавку сплава, получение сляба, механическую обработку поверхности сляба, горячую, теплую, холодную прокатки, отжиг и старение, выплавляют псевдо-β-титановый сплав с содержанием Al в сплаве не более 5,0 мас.% и молибденовым эквивалентом Mo eq, % мас.≥12 мас.%, рассчитывается по формуле:
Mo eq, мас.% = %Mo+%Ta/4+%Nb/3.3+%W/2+%V/1,4+%Cr/0,6+%Fe/0,5+%Ni/0,8+%Mn/0,6+%Co/0,9,
при этом полученный после горячей и тепловой прокатки подкат толщиной 8-2 мм перед холодной прокаткой подвергают закалке при Тпп+(20-50°С) в течение 0,1-0,5 часа с последующим охлаждением, холодную прокатку проводят соответственно до толщины листа 6-1 мм в однофазном β-состоянии за два или более этапов в несколько проходов со степенью деформации за один проход 1-6% и общей деформации на каждом этапе 30-50%, при этом между этапами осуществляют промежуточные закалки по режиму, идентичному закалке подката перед холодной прокаткой.
Способ применим при прокатке псевдо-β-титановых сплавов, состав которых соответствует следующим условиям:
1. Молибденовый эквивалент (Mo eq.) должен составлять не менее 12 мас.%. Это позволяет в процессе закалки на воздухе листов толщиной до 8 мм зафиксировать метастабильную β-фазу и тем самым при последующих операциях гарантировано повысить технологическую пластичность до приемлемого уровня.
2. Содержание Al не должно превышать 5,0 мас.%, т.к. превышение этой величины снижает технологическую пластичность псевдо-β-титановых сплавов до уровня делающего листовую холодную прокатку проблематичной.
Вся технологическая цепочка, начиная от обработки слитка до изготовления подката, основана на известных методах горячей и теплой обработки, т.к. они наиболее технологически и экономически выгодны и полностью удовлетворяют требованиям сегодняшнего дня.
Перед холодной прокаткой производится закалка подката при температуре при Тпп+(20-50°С), выдержке в течение 0,1-0,5 часа с последующим охлаждением, временные и температурные интервалы при закалке выбраны из следующих соображений:
- режимы закалки ниже нижних границ не гарантируют образование структуры, состоящей полностью из β-фазы;
- превышение верхних границ ведет к интенсивному росту β-зерен, что наследуется металлом до конечного продукта и приводит к значительному уменьшению значений механических свойств сплава, особенно в состаренном состоянии.
Закалка позволяет в сплавах с Mo eq. ≥12 мас.% переводить 100% структуру сплава в однофазное β-состояние.
Содержание алюминия в сплаве не должно превышать 5%, т.к. эта величина является критичной и ее превышение снижает технологическую пластичность до уровня, затрудняющего проведение холодной прокатки.
Способность псевдо-β-титановых сплавов, закаленных на метастабильную β-фазу, к распаду при нагреве с образованием вторых фаз дает возможность применять упрочняющую термическую обработку для получения необходимого уровня механических свойств в конечном продукте. Для этого необходимо перед отжигом и старением ввести в материал энергии напряжений достаточной для рекристаллизационных процессов.
Холодная прокатка производится со степенями:
- общая степень деформации осуществляется в пределах 30-50% за один этап, которая осуществляется за несколько проходов;
- деформация за один проход - 1-6%.
Для сохранения однофазного β-состояния в процессе холодной прокатки между этапами производят промежуточную закалку по режиму, идентичному первой закалке подката.
Деформация в пределах менее указанных не позволяет создать достаточный наклеп материала, достаточного для протекания процессов возврата при отжиге по механизму рекристаллизации.
Деформация более указанных создает предпосылки для механического распада β-фазы, образования на границах зерен α-фазы и, как следствие этого, снижения технологической пластичности и образования трещин в процессе прокатки.
Предлагаемый способ опробован в производственных условиях листопрокатного цеха при изготовлении листов псевдо-β-титанового сплава VST3553 толщиной H=1,6 мм.
Листы изготовлены из горячекатаных заготовок псевдо-β-титанового сплава VST3553 толщиной Ho=20 мм. Химический состав приведен в таблице 1.
Температуру полиморфного превращения Тпп определили методом пробных закалок, она составила 795°С.
Молибденовый эквивалент был рассчитан по приведенной формуле
Mo eq.=%Mo++%V/1,4+%+Cr/0,6+%Fe/0,5=4,82+3,71+4,36+0,66=13,56 мас.%.
Технология изготовления листов толщиной 1,6 мм
1. Нагрев заготовок в электрической печи при установочной температуре 750°С, продолжительность 30 мин.
2. Прокатка заготовок до толщины 5 мм: Hi=20→5 мм с промежуточными подогревами с продолжительностью 10 мин при промежуточных толщинах подката 15 мм, 10 мм. Суммарная степень деформации ε=75%.
2. Закалка 820°С, 20 минут, охлаждение в воде.
3. Первый этап холодной прокатки Hi=5 мм→2.55 мм, ε=49%, за 10 проходов.
4. Второй этап прокатки Hi=2,55 мм→1,6 мм, ε=37%, за 7 проходов.
5. Термообработка: закалка+старение.
Изобретение поясняется фотографиями.
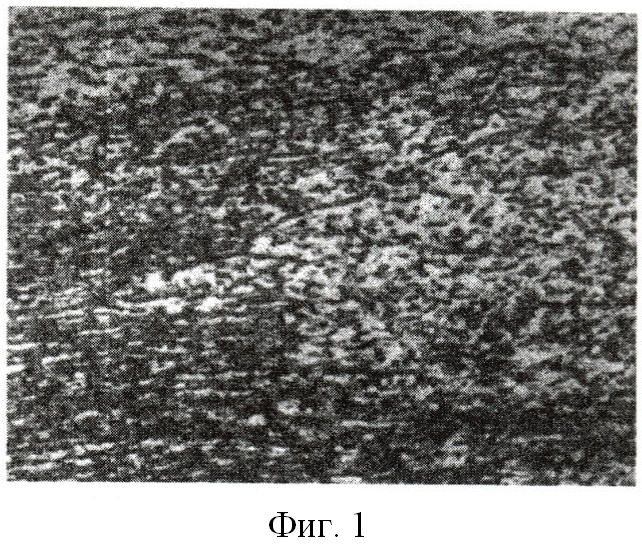
На фиг.1 показана микроструктура горячекатаного подката H=5 мм, средний поперечный размер β-зерна составляет в центре 180-230 мкм, на периферии 150 мкм, что свидетельствует о неоднородности деформации по сечению листа. Первичная α-фаза, в основном глобулярная, ее размер 1-2 мкм. Она образует скопления более темного цвета, что свидетельствует о неоднородности деформации.
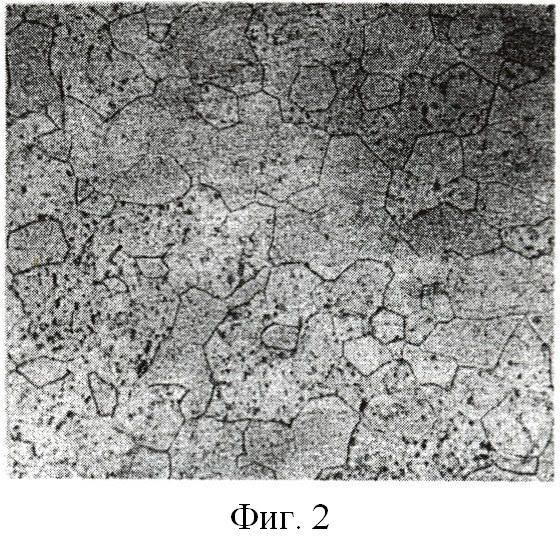
На фиг.2 показана микроструктура горячекатаного подката H=5 мм после закалки, состоящая из равновесного рекристаллизованного зерна со средним размером 65±13 мкм, состоящим из β-фазы.
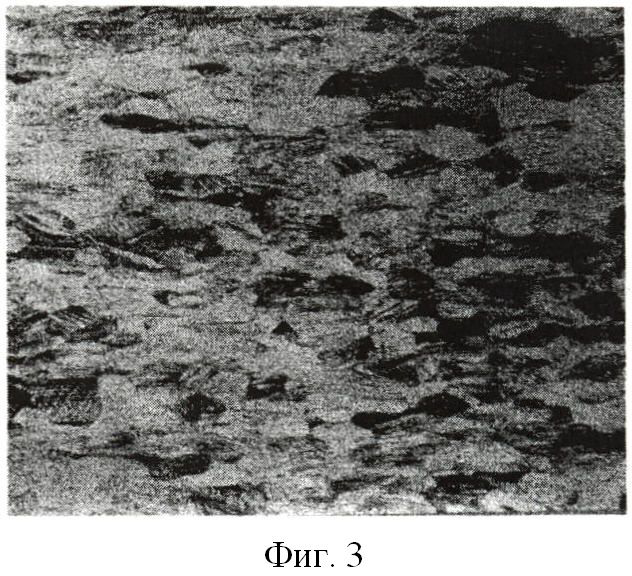
На фиг.3 показана микроструктура холоднокатаного листа H=2,55 мм после первого этапа холодной прокатки подката. Произошло уменьшение среднего размера β-зерна до 45±3 мкм с увеличением степени анизотропии до 2. В теле зерен наблюдается большое количество линий скольжения и двойников. В продольном сечении просматриваются линии скольжения, проходящие через несколько зерен.
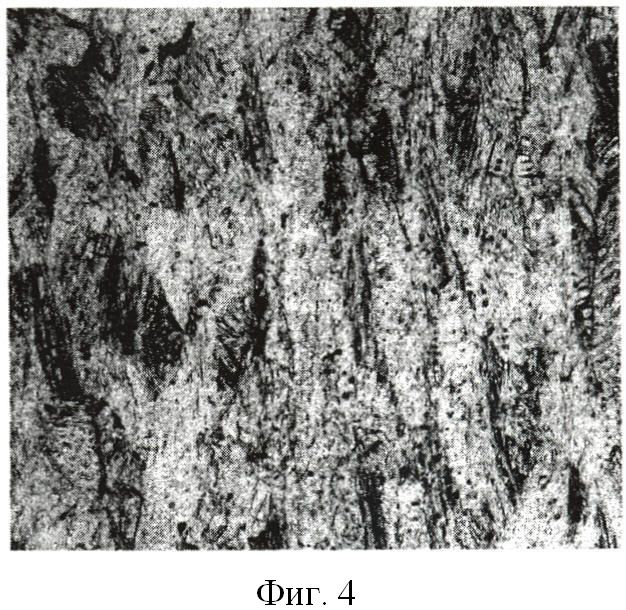
На фиг.4 показана микроструктура холоднокатаного листа H=1.6 мм после второго этапа холодной прокатки подката. Наблюдается уменьшение среднего поперечного размера исходного β-зерна до Dβ≈30-40 мкм с анизотропией 3-4, а также увеличение количества и плотности линий скольжения и двойников.
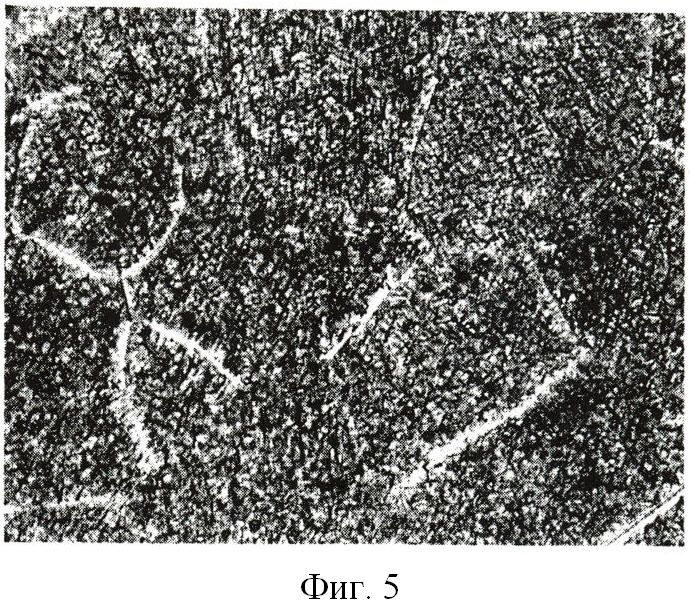
На фиг.5 показана микроструктура холоднокатаного листа H=1.6 мм, закалка с температуры 815°С после выдержки 15 минут и старения при температуре 550°С, выдержка 2 часа. Выдержка 15 минут при температуре β-области обеспечивает мелкозернистую рекристаллизованную структуру β-фазы со средним размером зерна 55±3 мкм. Последующее старение приводит к распаду пересыщенного твердого раствора с образованием мелкопластинчатой α-фазы, приводящего к существенному упрочнению сплава.
Механические свойства полученных листов h=1.6 мм из сплава VST3553 после различных режимов старения приведены в таблице 2.
550°С 6 часов воздух
580°С 6 часов воздух
Данный способ позволяет получить тонкие качественные листы из высокопрочных псевдо-β-титановых сплавов с низкой анизотропией механических свойств на стандартном технологическом оборудовании.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ТИТАНОВОГО СПЛАВА TI-6,5AL-2,5SN-4ZR-1NB-0,7MO-0,15SI | 2014 |
|
RU2569605C1 |
| Способ изготовления тонколистового проката из сплава Ti - 10, 0-15, 0 Al - 17, 0-25, 0 Nb - 2, 0-4, 0 V - 1, 0-3, 0 Mo - 0, 1-1, 0 Fe - 1, 0-2, 0 Zr - 0,3-0,6 Si | 2015 |
|
RU2615761C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОГО ПРОКАТА ИЗ ПСЕВДО-АЛЬФА ТИТАНОВОГО СПЛАВА МАРКИ ВТ18У | 2018 |
|
RU2681236C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ИЗ ПСЕВДО-АЛЬФА ТИТАНОВЫХ СПЛАВОВ | 2015 |
|
RU2595196C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОКАТА ИЗ ТИТАНОВОГО СПЛАВА МАРКИ ВТ8 | 2018 |
|
RU2691471C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2492275C1 |
| Способ термомеханической обработки высоколегированных псевдо-β титановых сплавов, легированных редкими и редкоземельными металлами | 2016 |
|
RU2635650C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ β-ТИТАНОВЫХ СПЛАВОВ | 2006 |
|
RU2318914C1 |
| ХОЛОДНОКАТАНАЯ ПОЛОСА ДЛЯ ИЗГОТОВЛЕНИЯ КОРРОЗИОННО-СТОЙКИХ КОМПОНЕНТОВ ОБОРУДОВАНИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2022 |
|
RU2808020C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ДВУХФАЗНОГО ТИТАНОВОГО СПЛАВА И ИЗДЕЛИЕ ИЗ ЭТИХ ЛИСТОВ | 2013 |
|
RU2555267C2 |
Изобретение относится к области обработки металлов давлением, а именно к способам изготовления тонких листов методом холодной прокатки из высокопрочных псевдо-β-титановых сплавов, которые могут быть использованы в аэрокосмической, химической отраслях промышленности, машиностроении, медицине и других областях народного хозяйства. Способ изготовления тонких листов из псевдо-β-титановых сплавов включает выплавку сплава, получение сляба, механическую обработку поверхности сляба, горячую, теплую, холодную прокатки, отжиг и старение. Выплавляют псевдо-β-титановый сплав с содержанием Al в сплаве не более 5,0 мас.% и молибденовым эквивалентом Mo eq.≥12 мас.%, рассчитываемым по формуле: Mo eq. мас.% = %Mo + %Ta/4 + %Nb/3.3 + %W/2 + %V/1,4 + %Cr/0,6 + + %Fe/0,5 + %Ni/0,8 + %Mn/0,6 + %Co/0,9. Полученный после горячей и теплой прокатки подкат толщиной 8-2 мм перед холодной прокаткой подвергают закалке при Тпп+(20-50°С) в течение 0,1-0,5 часа с последующим охлаждением, холодную прокатку проводят соответственно до толщины листа 6-1 мм в однофазном β-состоянии за два и более этапа в несколько проходов со степенью деформации за один проход 1-6% и общей степенью деформации на каждом этапе 30-50%, при этом между этапами осуществляют промежуточные закалки по режиму, идентичному закалке подката перед холодной прокаткой. Получают качественный тонколистовой прокат из высоколегированных псевдо-β-титановых сплавов. 5 ил., 2 табл.
Способ изготовления тонких листов из псевдо-β-титановых сплавов, включающий выплавку сплава, получение сляба, механическую обработку поверхности сляба, горячую, теплую, холодную прокатки, отжиг и старение, отличающийся тем, что выплавляют псевдо-β-титановый сплав с содержанием Al в сплаве не более 5,0 мас.% и молибденовым эквивалентом Mo eq.≥12 мас.%, рассчитываемым по формуле:
Mo eq. мас.% = %Mo + %Ta/4 + %Nb/3.3 + %W/2 + %V/1,4 + %Cr/0,6 + + %Fe/0,5 + %Ni/0,8 + %Mn/0,6 + %Co/0,9,
при этом полученный после горячей и теплой прокатки подкат толщиной 8-2 мм перед холодной прокаткой подвергают закалке при Тпп+(20-50°С) в течение 0,1-0,5 ч с последующим охлаждением, холодную прокатку проводят соответственно до толщины листа 6-1 мм в однофазном β-состоянии за два и более этапа в несколько проходов со степенью деформации за один проход 1-6% и общей степенью деформации на каждом этапе 30-50%, при этом между этапами осуществляют промежуточные закалки по режиму, идентичному закалке подката перед холодной прокаткой.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ β-ТИТАНОВЫХ СПЛАВОВ | 2006 |
|
RU2318913C1 |
| JP 3297010 B2, 02.07.2002 | |||
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| RU 2052534 C1, 20.01.1996. | |||

