СП o
Oi СО Oi 4
Изобретение относится к области машиностроения и может быть использовано для правки шлифовальных кругов.
Целью изобретения является повышение режущей способности и стойкости шли- фовальных кругов.
На фиг. 1 представлена схема осуществления способа правки; на фиг. 2 - схема правки кругов зернистостью 16-6; на фиг. 3 - схема правки кругов с зернистостью I25--50; на фиг. 4 - окружная профилогра.мма рабочей поверхности круга после правки кругов зернистостью 16-6; на фиг. 5 -- окружная профило- грамма рабочей поверхности круга после правки кругов зернистостью 125-50; на фиг. 6 - режущий эле.мент.
Предлагаемый способ правки абразивного шлифовального круга 1 осуществляют однокристальным правящим инструментом 2 с углом р при BepujHHe .менее 90. Правящий инструмент 2 приводят it контакт с рабочей новерхностью вращающегося со скоростью V l Kpyi a 1. При этом правящий инструмент устанавливают в плоскости вращения круга таким образом, что ось 3 правящего инструмента 2 располо- жена под углом 45 к нормали режуп1ей поверхности круга в точке касания его с правящим инструментом, а верп1ина np, П1,его инструмента при этом направленна навстречу направлению врапи ния п;., :|ф1)- вального круга. Правящему инструменту 2 сообщают ко.пебания в плоскос ш пкчифо- вального круга в двух взаимно пе)пенди- кулярных на равлениях, одно из которых нормально рабочей юверхности к)у| а (направление пи) так, что рабочая чап 4 правящего инст)умента 2 перемещается по эллиптической (круговой) траектории 5.
При этом в зависимости от зе)11исгос- ти 1и,тифовально1ч) круга это направление выбирают следующим образом: вь|бирак)т направление, совпадающее с направ.пением вращения круга нри его ; ерниетости 16
() мкм, ПрОТИВОПО.ЮЖ ИЫМмри il )IIHCтости 125 50 мкм. В 30fiy правки подакуг охлаждающую жидкость и пе|1ем(чца1от правящий инструмент 2 вдо:1ь образук)П1ей оси шлифовальног о круга с подачей S.
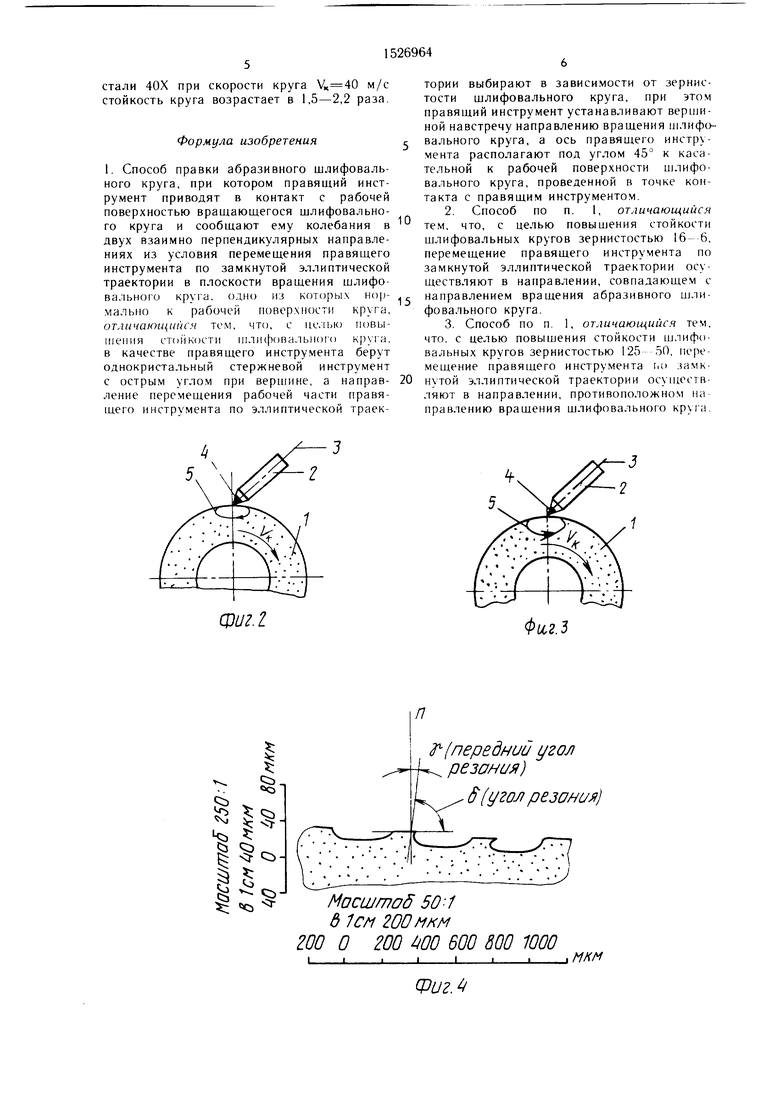
Благодаря тому, что направление скорости рабочей части 4 инструмента si i/po- тивоположньгх точках э.гчиптичеекой граек- тории меняетея на противоположное, на режущей поверхности шлифовального круга образуется пи.юобразный рельеф (фиг. 4 и 5) с размерами внадин. изменяемыми в окружном направлении при изме1им1ии ско рост и вращения V круга 1.
Полученный пилообразный )ельеф рабо чей поверхности 1плифовального круга иозволяет наи. 1учщим образом транспортировать в зону резания емазочно-охлаждаю- П1ую жидкость и удалять тем самым отходы шлифования, а достигаемое оптима,
5
20 25 30 5
.„
5
0
5
ное расстояние между режущими элементами позволяет повысить режущую способность, что способствует снижению сил и температуры в зоне резания при последующей обработке изделий щлифовальным кругом.
Пример I. Осуществляется правка абра- зивпьгх кругов на керамической связке нз электрокорунда зернистостью 12 и 16, структуры 6, твердостью СМ1, формой и размерами ПП 400X25X127. Правка осуществляется алмазной иглой с радиусом при вер1нине 5 мк.м с углом при вершине 60°. Игла устанавливается в плоскости вращения круга, вершиной навстречу его вращению так, что ось иглы составляет угол 45° с нормалью к рабочей iioBeiKXHoeiH круга в точке касания с правящей И1.ТОЙ. Правяп1е.му инстру.менту сообщают колебания в плоскости круга в двух взаимно перпендикулярньгх направлениях, одно из коюрых нормально поверхности и.л))льного круга, с амплитудами 7 и 14 мкм и частотой 22 кГц. Колебания сообщали так. что вер1нина иглы nept мещалас) по э,1, П1пти ческой траектории в на11)авлении вращения круга.
Окружная скорость абразивного круга УК при правке равняется 1,8 м/с, глубина 1)анки сосгавляет 15 мкм/ход, продольная кь мча S--0,004 м/мин. Правка осуществ- .1:-ктся в |ри рабочих прохода и одном ы.хзживающем. В качестве (ОЖ применяется 1,, | |)аствор масла « Гоеол в воде.
После правки с рабочей поверхности круга к окружно.м направ.гении сни.маются профило раммы. Па нсклученной профило- г 1амме (фиг. 4) без учета еуб.микрорелье- (JKi iU iiiiji |И жу11 не :,(. нты с ч меньнген- 111ЛМ К редиим yi.KiM резания и по.югие hii;i. рач.мерами бо.лыпе норового.
При 1 оследуюп1ем использовании прав- .leHHoio кр га при пглифованин валов из ст. lit 40 .X при скорости круга V -- 4(( м/с. При эгом производиге-льность Hiшфования поньипается в 2 2,5 раза и стойкость возрастает в 1.5- 2,2 раза.
Пгтмср 2. В условиях примера 1 правке 11очве)1 аются круги зернистостью 80 и 5(.|. Г1()авя1цему инструменту сообщают ко. К бания в плоскости врап1ения круга так, что ве 1щина его движется по эллип- тичес кой траектории в направлении, проти- иони. южном направлению вращения круга. Схема правки представлена на фиг. 3, а нрофнлог рамма рабочей поверхности кругана фиг. 5, f де видны мелкие
внадины и выступы с дополнительными ре- жупгими кромками (вер1нины абразивных зерен дробятся на множество режущих э,леменг()В выступов).
П)11 последующем использовании правленною круга при щлифовании валов из
стали 40Х при скорости круга м/с стойкость круга возрастает в 1,5-2,2 раза.
Формула изобретения
1. Способ правки абразивного шлифовального круга, при котором правящий инструмент приводят в контакт с рабочей поверхностью вращающегося щлифовально- го круга и сообщают ему колебания в двух взаимно перпендикулярных направлениях из условия перемещения правящего инструмента по замкнутой эллиптической траектории в плоскости вращения щлифо- вального круга, одно из которых нормально к рабочей поверхности круга, отличающийся тем, что, с цсмью повышения стойкости шлифовального к|)уга. в качестве правящего инструмента берут однокристальный стержневой инструмент с острым углом при вершине, а направление перемещения рабочей части правящего инструмента по эллиптической траек0
5
0
тории выбирают в зависимости от зернистости щлифовального круга, при этом правящий инструмент устанавливают вер1ни- ной навстречу направлению вращения щлифовального круга, а ось правящего инстрч- мента располагают под углом 45° к касательной к рабочей поверхности шлифовального круга, проведенной в точке контакта с правящим инструментом.
2.Способ по п. 1, отличающийся тем, что, с целью повышения стойкости шлифовальных кругов зернистостью 16-6, перемещение правящего инструмента по замкнутой эллиптической траектории осуществляют в направлении, совпадающем с направлением вращения абразивного шлифовального круга.
3.Способ по п. 1, отличающийся тем, что. с целью повышения стойкости шлифовальных кругов зернистостью 125 50, перемещение правящего инструмента iio замкнутой эллиптической траектории осуществляют в направлении, противоположном направлению вращения щлифовального круга.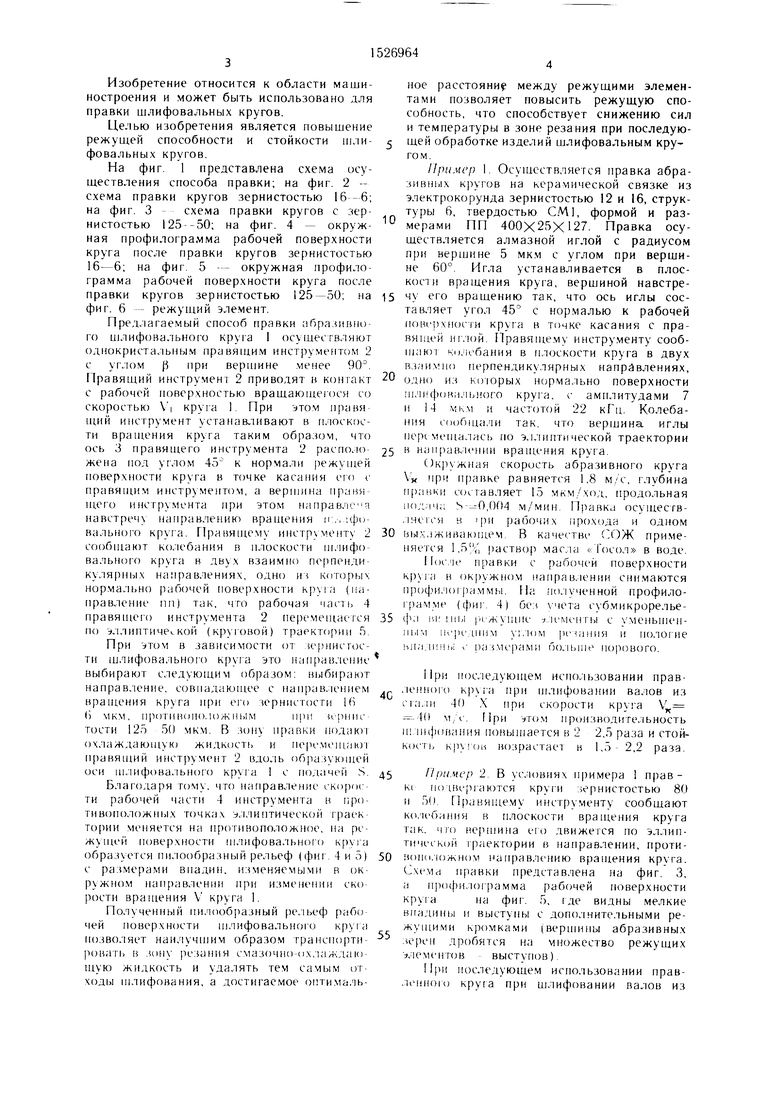
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки абразивного шлифовального круга | 1986 |
|
SU1526965A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Способ правки шлифовального круга | 1984 |
|
SU1230809A1 |
| Способ правки алмазно-абразивного инструмента | 1976 |
|
SU618273A1 |
| Способ правки шлифовального круга | 1982 |
|
SU1060446A1 |
| Способ фрезерования врезных зубьев колеса | 1990 |
|
SU1819195A3 |
| Способ правки шлифовального круга | 1989 |
|
SU1673415A1 |
| АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2007 |
|
RU2354532C1 |
| Способ шлифования с периодической правкой круга | 1987 |
|
SU1535706A1 |
| Способ изготовления абразивного инструмента гальваническим методом | 1982 |
|
SU1021588A1 |

Изобретение относится к области машиностроения, в частности к способам правки шлифовальных кругов. Целью изобретения является повышение стойкости абразивного шлифовального круга, производительности шлифования и качества шлифуемой поверхности. Правку абразивного шлифовального круга 1 проводят при его вращении. При этом правящий инструмент 2 приводят в контакт с рабочей поверхностью шлифовального круга и сообщают ему колебания в двух взаимно перпендикулярных направлениях в плоскости вращения шлифовального круга, одно из которых нормально к рабочей поверхности шлифовального круга. При этом рабочая часть 4 правящего инструмента 2 перемещается на эллиптической траектории 5. Правящий инструмент имеет острый угол β при вершине, а ось его 3 наклоняют под углом 45° к касательной рабочей поверхности, проведенной в точке контакта с правящим инструментом. Направление перемещения рабочей части правящего инструмента по эллиптической (круговой) траектории назначают совпадающим с направлением вращения шлифовального круга при его зернистости 16...6 и противоположным при зернистости 125...50. 2 з.п.ф-лы, 6 ил.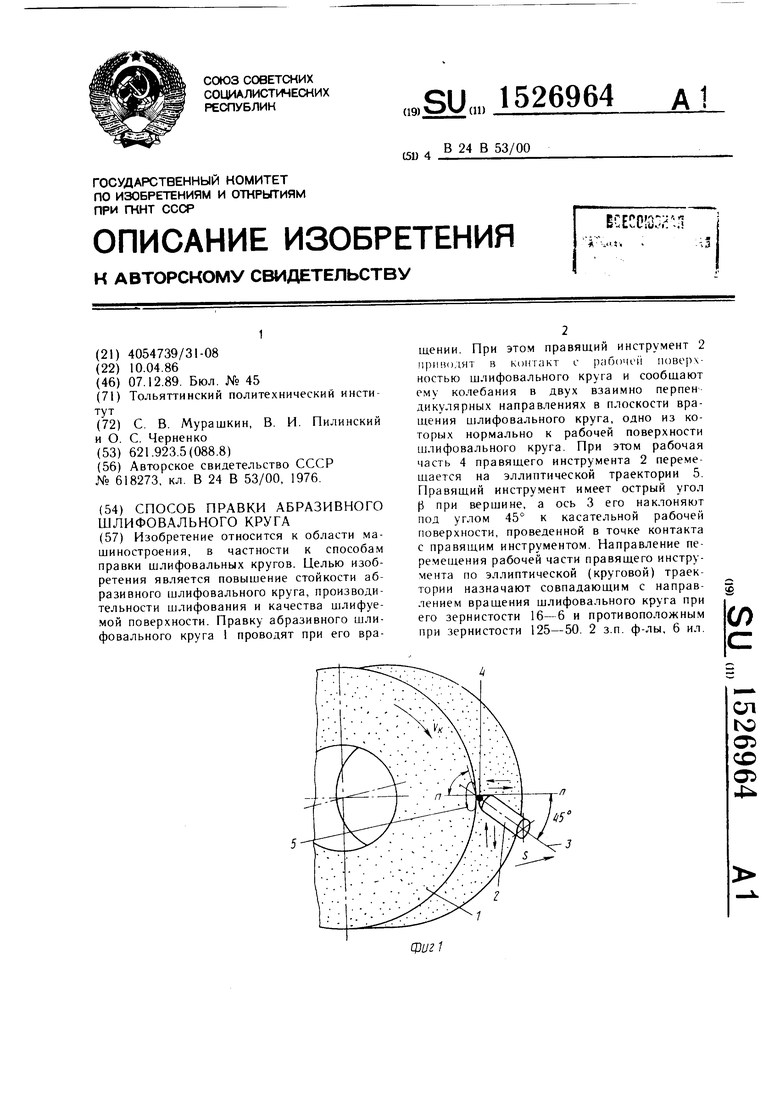
фиг.
(передний уго резония)
угол резо
Масштаб 50-1 д /г/у 200 200 О 200 00 BOO 800 1000
Фи,2.3
(передний угол резония)
угол резонил
мкм
Допопнительн 1е ретущие
кромки...
Macuitnaf 200 1 В 1см 0 мкм
50 О 50 100 200 250
.5
J3
| Способ правки алмазно-абразивного инструмента | 1976 |
|
SU618273A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
