Изобретение относится к нефтегазодобывающей промышленности и транспорту нефти и нефтепродуктов, в частности к составам гелеобразных жидкостей-песконосителей на углеводородной основе для гидравлического разрыва пласта, а также к составам гель-скребков для очистки продукто- и нефтепроводов.
Известны составы гелеобразных жидкостей для гидравлического разрыва пласта на углеводородной основе с использованием в качестве гелеобразователя органических ортофосфорных эфиров, а в качестве активатора - органических соединений алюминия (патенты РФ 2043491, 2066737). Для увеличения вязкости и структурированности эти составы содержат комплексообразователь, в качестве которого используются соединения 3-х замещенного азота - триэтаноламин, или моно-, или диолеат триэтаноламина, или эмультал, или триолоксид.
Недостатком этих составов является невозможность использования для получения гелей углеводородных жидкостей, содержащих более 1,0% воды, т.к. при этом за счет гидролиза соединений алюминия снижается активность активатора, а также многокомпонентность состава (4-х компонентный состав, содержащий гелеобразователь, активатор, комплексообразователь и углеводородную жидкость).
Наиболее близким по технической сущности к предлагаемому изобретению является 3-х компонентный состав углеводородного геля, содержащий гелеобразователь, активатор и углеводородную жидкость, при этом в качестве активатора используется водный раствор сульфата 3-х валентного железа, ПАВ, этиленгликоля и триэтаноламина, а в качестве гелеобразователя органические ортофосфорные эфиры, нейтрализованные триэтаноламином или щелочью (патент США 5417287). При этом комплексообразователь, влияющий на вязкость углеводородного геля, которым является ТЭА, распределен между гелеобразователем и активатором, т.к. частично входит в их состав.
Недостатком указанного состава является использование в качестве комплексообразователя в составе гелеобразователя - триэтаноламина, из-за чего не достигается максимально возможная вязкость углеводородного геля. Это связано с тем, что содержание триэтаноламина ограничено тем, что при увеличении его в составах гелеобразователя и активатора происходит образование высоковязких жидкостей, плохо растворимых в углеводородах. Недостатком указанного состава является также использование водного раствора активатора, который плохо смешивается с углеводородной жидкостью в процессе приготовления геля.
Задачей изобретения является увеличение вязкости углеводородного геля, полученного при растворении в углеводородных жидкостях нейтрализованных органических ортофосфорных эфиров и раствора сульфата 3-х валентного железа, ПАВ, этиленгликоля и триэтаноламина, а также облегчение процесса смешения активатора с углеводородной жидкостью в процессе приготовления геля.
Поставленная задача решается тем, что углеводородный гель, содержащий углеводородную жидкость, гелеобразователь, включающий органические ортофосфорные эфиры, азотсодержащий комплексообразователь и растворитель, активатор, включающий раствор сульфата железа, содержащий 12,0 мас.% Fe3+ триэтаноламин, катионное поверхностно-активное вещество, этиленгликоль и воду, в качестве углеводородной жидкости содержит газоконденсат, или сырую нефть, или дизельное топливо, а гелеобразователь в качестве азотсодержащего комплексообразователя содержит диметилэтаноламин, или диэтилэтаноламин, или метилдиэтаноламин, или этилдиэтаноламин, а в качестве растворителя содержит углеводородную жидкость - керосин, или денормализат, или дизельное топливо при следующем соотношении компонентов, об.%:
Органические ортофосфорные эфиры - 55-65
Комплексообразователь - 15-35
Растворитель - Остальное,
а активатор в качестве катионного поверхностно-активного вещества содержит нефтенол ГФ, или катамин АБ, или арквад S-50, или арквад Т-50 при следующем соотношении компонентов, мас.%:
Раствор сульфата железа, содержащий 12,0 мас.% Fe3+ - 40-50
Триэтаноламин - 0,5-15
Катионное поверхностно-активное вещество - 15-20
Этиленгликоль - 5-15
Вода - Остальное,
при этом соотношение компонентов в углеводородном геле следующее, об.%:
Гелеобразователь - 0,5-10,0
Активатор - 0,5-10,0
Углеводородная жидкость - Остальное,
а в качестве деструктора углеводородный гель содержит карбонат или бикарбонат натрия в количестве 0,035-0,70 об.% от массы геля.
Для приготовления гелеобразователя в качестве органических ортофосфорных эфиров используется Алкилфосфат "Химеко" ТУ 400 МП "Х"-2075-227-001-93, который представляет собой поверхностно-активное вещество, состоящее из сложной смеси моно- и диэфиров алкилфосфорных кислот на основе первичных жирных, окса- и низкомолекулярных спиртов - подвижная жидкость от бесцветного до светло-коричневого цвета. Массовая доля основного вещества, не менее 95%.
В качестве комплексообразователя для гелеобразователя используются диметилэтаноламин ТУ 6-02-1086-91, диэтилэтаноламин ТУ 6-02-701-76, метилдиэтаноламин и этилдиэтаноламин, которые представляют собой вязкие жидкости со специфическим аминным запахом, обладающие свойствами аминов и спиртов.
В качестве растворителя для гелеобразователя используются керосин марки ТС - ГОСТ 10227-86, денормализат - ГОСТ 305-82 и дизельное топливо - ГОСТ 305-82.
Для приготовления активатора используются раствор сульфата железа, содержащий 12,0 мас.% Fe3+ триэтаноламин - ТУ 6-02-916-79, катионные поверхностно-активные вещества (ПАВ): нефтенол ГФ ТУ 2484-035-17197708-97, катамин АБ - ТУ 2482-012-13164401-94, арквад S-50 и арквад Т-50.
В результате смешения органических ортофосфорных эфиров, комплексообразователя и растворителя и происходящих в результате этого реакций нейтрализации и разбавления получается гелеобразователь, представляющий собой подвижную жидкость от бесцветного до светло-коричневого цвета, обладающую низкой температурой замерзания, что немаловажно для проведения процесса ГРП в зимнее время.
В результате смешения раствора сульфата железа, содержащего 12,0 мас.% Fe3+ триэтаноламина, катионного ПАВ и воды и образующегося в результате этого мицеллярного раствора получается активатор, представляющий собой подвижную жидкость красно-коричневого цвета, которая легко смешивается с углеводородной жидкостью в процессе приготовления углеводородного геля, а также обладает низкой температурой замерзания.
В результате смешения углеводородной жидкости, гелеобразователя и активатора образуется углеводородный гель, обладающий вязкостью в зависимости от количества и пропорций вводимых гелеобразователя и активатора, а также веществ, входящих в их состав.
Нижний и верхний пределы концентраций органических ортофосфорных эфиров и комплексообразователя в составе гелеобразователя обусловлены образованием вязкости и структуры получаемого углеводородного геля. Максимальное количество растворителя в гелеобразователе обусловлено тем, что при большем его количестве происходит расслоение гелеобразователя.
Нижний и верхний пределы концентраций сульфата железа и триэтаноламина в составе активатора обусловлен образованием вязкости и структуры получаемого углеводородного геля, а нижний и верхний пределы концентраций катионного ПАВ и этиленгликоля обусловлены тем, что при меньшем их количестве активатор плохо растворяется в углеводородной жидкости в процессе приготовления геля, а при большем их количестве снижаются ниже допустимого предела концентрации активных веществ (сульфата железа и триэтаноламина), вода является нейтральным реагентом, который дополняет содержание компонентов до 100%.
Нижний предел концентраций гелеобразователя и активатора обусловлен возможностью получения геля, а верхний предел необходимой вязкостью, достаточной для использования углеводородного геля в процессах нефтегазодобычи и транспорта нефти и нефтепродуктов.
Для характеристики предлагаемого состава углеводородного геля были приготовлены образцы гелей с использованием гелеобразователей и активаторов с различным содержанием компонентов, а в качестве углеводородной жидкости использовались дизельное топливо, газоконденсат и сырые нефти Салымского и Самотлорского месторождений, имеющие следующие физико-химические характеристики:
нефть Салымского месторождения:
- плотность при 20oС, ρ20 = 826 кг/м3;
- динамическая вязкость при 20oС, η20 = 5,5 сП;
- 49 мас.% фракций, выкипающих до 300oС;
- вода - следы.
нефть Самотлорского месторождения:
- плотность при 20oС, ρ20 = 854 кг/м3;
- динамическая вязкость при 20oС, η20 = 10,6 сП;
- 26,8 мас.% фракций, выкипающих до 300oС;
- 10 мас.% воды.
Пример 1
В 99,4 мл газоконденсата при температуре 20oС при перемешивании на лопастной мешалке вводили 0,3 мл (0,3 об.%) гелеобразователя, приготовленного следующим образом: в 55 мл (55,0 об.%) органических ортофосфорных эфиров (алкилфосфат "Химеко") при перемешивании на лопастной мешалке вводили 15 мл (15,0 об.%) диметилэтаноламина, а затем, после получения однородной массы, в полученную смесь вводили 30 мл (30,0 об.%) керосина, после чего гелеобразователь был готов для применения и 0,3 мл (0,3 об.%) активатора, приготовленного следующим образом: в 40 мл (40,0 об.%) сульфата железа, содержащего 12,0 мас.% Fe3+, при перемешивании на лопастной мешалке последовательно вводили 0,5 мл (0,5 об.%) триэтаноламина, 15 мл (15,0 об.%) нефтенола ГФ, 5 мл (5,0 об. %) этиленгликоля и 39,5 мл (39,5 об.%) воды и перемешивали, до получения однородного раствора, после чего активатор был готов для применения; перемешивание образующегося геля продолжали в течение 15 мин, после чего исследовали его реологические характеристики при температуре 20oС.
Пример 2
В 94,0 мл нефти Салымского месторождения при температуре 20oС при перемешивании на лопастной мешалке вводили 3,0 мл (3,0 об.%) гелеобразователя, приготовленного следующим образом: в 58 мл (58,0 об.%) органических ортофосфорных эфиров (алкилфосфат "Химеко") при перемешивании на лопастной мешалке вводили 22 мл (22,0 об.%) диэтилэтаноламина, а затем, после получения однородной массы, в полученную смесь вводили 20 мл (20,0 об.%) денормализата, после чего гелеобразователь был готов для применения и 3,0 мл (3,0 об. %) активатора, приготовленного следующим образом: в 43 мл (43,0 об.%) сульфата железа, содержащего 12,0 мас. % Fe3+, при перемешивании на лопастной мешалке последовательно вводили 5 мл (5,0 об.%) триэтаноламина, 17 мл (17,0 об. %) катамина АБ, 8 мл (8,0 об.%) этиленгликоля и 27 мл (27,0 об.%) воды и перемешивали, до получения однородного раствора, после чего активатор был готов для применения; перемешивание образующегося геля продолжали в течение 15 мин, после чего исследовали его реологические характеристики при температуре 20oС.
Пример 3
В 88,0 мл сырой нефти Самотлорского месторождения при температуре 20oС при перемешивании на лопастной мешалке вводили 6,0 мл (6,0 об.%) гелеобразователя, приготовленного следующим образом: в 62 мл (62,0 об.%) органических ортофосфорных эфиров (алкилфосфат "Химеко") при перемешивании на лопастной мешалке вводили 28 мл (28,0 об.%) метилдиэтаноламина, а затем, после получения однородной массы, в полученную смесь вводили 10 мл (10,0 об.%) дизельного топлива, после чего гелеобразователь был готов для применения и 6,0 мл (6,0 об.%) активатора, приготовленного следующим образом: в 47 мл (47,0 об. %) сульфата железа, содержащего 12,0 мас.% Fе3+, при перемешивании на лопастной мешалке последовательно вводили 10 мл (10,0 об.%) триэтаноламина, 18 мл (18,0 об.%) арквада S-50, 12 мл (12,0 об.%) этиленгликоля и 13 мл (13,0 об.%) воды и перемешивали, до получения однородного раствора, после чего активатор был готов для применения; перемешивание образующегося геля продолжали в течение 15 мин, после чего исследовали его реологические характеристики при температуре 20oС.
Пример 4
В 80,0 мл дизельного топлива при температуре 20oС при перемешивании на лопастной мешалке вводили 10,0 мл (10,0 об.%) гелеобразователя, приготовленного следующим образом: в 65 мл (65,0 об.%) органических ортофосфорных эфиров (алкилфосфат "Химеко") при перемешивании на лопастной мешалке вводили 35 мл (35,0 об.%) этилдиэтаноламина и продолжали перемешивание, до получения однородной массы, после чего гелеобразователь был готов для применения и 10,0 мл (10,0 об.%) активатора, приготовленного следующим образом: в 50 мл (50,0 об.%) сульфата железа, содержащего 12,0 мас.% Fe3+, при перемешивании на лопастной мешалке последовательно вводили 15 мл (15,0 об.%) триэтаноламина, 20 мл (20,0 об.%) арквада Т-50, 15 мл (15,0 об.%) этиленгликоля и перемешивали, до получения однородного раствора, после чего активатор был готов для применения; перемешивание образующегося геля продолжали в течение 15 мин, после чего исследовали его реологические характеристики при температуре 20oС.
Пример 5
В 100,0 мл дизельного топлива при температуре 20oС при перемешивании на лопастной мешалке вводили 1,0 мл (0,98 об.%) гелеобразователя, приготовленного следующим образом: в 55 мл (55,0 об.%) органических ортофосфорных эфиров (алкилфосфат "Химеко") при перемешивании на лопастной мешалке вводили 35 мл (35,0 об.%) диметилэтаноламина, а затем, после получения однородной массы, в полученную смесь вводили 10 мл (10,0 об.%) керосина, после чего гелеобразователь был готов для применения и 1,0 мл (0,98 об.%) активатора, приготовленного следующим образом: в 50 мл (50,0 об.%) сульфата железа, содержащего 12,0 мас. % Fe3+, при перемешивании на лопастной мешалке последовательно вводили 0,5 мл (0,5 об.%) триэтаноламина, 15 мл (15,0 об.%) нефтенола ГФ, 5 мл (5,0 об.%) этиленгликоля и 29,5 мл (29,5 об.%) воды и перемешивали, до получения однородного раствора, после чего активатор был готов для применения; перемешивание образующегося геля продолжали в течение 15 мин, после чего исследовали его реологические характеристики при температуре 20oС.
Пример 6
В 100,0 мл дизельного топлива при температуре 20oС при перемешивании на лопастной мешалке вводили 1,0 мл (0,98 об.%) гелеобразователя, приготовленного следующим образом: в 58 мл (58,0 об.%) органических ортофосфорных эфиров (алкилфосфат "Химеко") при перемешивании на лопастной мешалке вводили 28 мл (28,0 об.%) диметилэтаноламина, а затем, после получения однородной массы, в полученную смесь вводили 14 мл (14,0 об.%) дизельного топлива, после чего гелеобразователь был готов для применения и 1,0 мл (0,98 об.%) активатора, приготовленного следующим образом: в 47 мл (47,0 об.%) сульфата железа, содержащего 12,0 мас.% Fe3+, при перемешивании на лопастной мешалке последовательно вводили 5 мл (5,0 об.%) триэтаноламина, 17 мл (17,0 об.%) катамина АБ, 8 мл (8,0 об.%) этиленгликоля и 23 мл (23,0 об.%) воды и перемешивали, до получения однородного раствора, после чего активатор был готов для применения; перемешивание образующегося геля продолжали в течение 15 мин, после чего исследовали его реологические характеристики при температуре 20oС.
Пример 7
В 100,0 мл дизельного топлива при температуре 20oС при перемешивании на лопастной мешалке вводили 1,0 мл (0,98 об.%) гелеобразователя, приготовленного следующим образом: в 62 мл (62,0 об.%) органических ортофосфорных эфиров (алкилфосфат "Химеко") при перемешивании на лопастной мешалке вводили 22 мл (22,0 об.%) диметилэтаноламина, а затем, после получения однородной массы, в полученную смесь вводили 16 мл (16,0 об.%) денормализата, после чего гелеобразователь был готов для применения и 1,0 мл (0,98 об.%) активатора, приготовленного следующим образом: в 43 мл (43,0 об.%) сульфата железа, содержащего 12,0 мас.% Fe3+, при перемешивании на лопастной мешалке последовательно вводили 10 мл (10,0 об.%) триэтаноламина, 18 мл (18,0 об.%) арквада S-50, 12 мл (12,0 об.%) этиленгликоля и 17 мл (17,0 об.%) воды и перемешивали, до получения однородного раствора, после чего активатор был готов для применения; перемешивание образующегося геля продолжали в течение 15 мин, после чего исследовали его реологические характеристики при температуре 20oС.
Пример 8
В 100,0 мл дизельного топлива при температуре 20oС при перемешивании на лопастной мешалке вводили 1,0 мл (0,98 об.%) гелеобразователя, приготовленного следующим образом: в 65 мл (65,0 об.%) органических ортофосфорных эфиров (алкилфосфат "Химеко") при перемешивании на лопастной мешалке вводили 15 мл (15,0 об.%) диметилэтаноламина, а затем, после получения однородной массы, в полученную смесь вводили 20 мл (20,0 об.%) керосина, после чего гелеобразователь был готов для применения и 1,0 мл (0,98 об.%) активатора, приготовленного следующим образом: в 40 мл (40,0 об.%) сульфата железа, содержащего 12,0 мас. % Fe3+, при перемешивании на лопастной мешалке последовательно вводили 15 мл (15,0 об.%) триэтаноламина, 20 мл (20,0 об.%) арквада Т-50, 15 мл (15,0 об.%) этиленгликоля и 10 мл (10,0 об.%) воды и перемешивали, до получения однородного раствора, после чего активатор был готов для применения; перемешивание образующегося геля продолжали в течение 15 мин, после чего исследовали его реологические характеристики при температуре 20oС.
Пример 9
В 100,0 мл дизельного топлива при температуре 20oС при перемешивании на лопастной мешалке вводили 1,0 мл (0,98 об.%) гелеобразователя, приготовленного следующим образом: в 55 мл (55,0 об.%) органических ортофосфорных эфиров (алкилфосфат "Химеко") при перемешивании на лопастной мешалке вводили 35 мл (35,0 об. %) диэтилэтаноламина, а затем, после получения однородной массы, в полученную смесь вводили 10 мл (10,0 об.%) денормализата, после чего гелеобразователь был готов для применения и 1,0 мл (0,98 об.%) активатора, приготовленного следующим образом: в 50 мл (50,0 об.%) сульфата железа, содержащего 12,0 мас.% Fe3+, при перемешивании на лопастной мешалке последовательно вводили 0,5 мл (0,5 об.%) триэтаноламина, 15 мл (15,0 об.%) катамина АБ, 5 мл (5,0 об.%) этиленгликоля и 29,5 мл (29,5 об.%) воды и перемешивали, до получения однородного раствора, после чего активатор был готов для применения; перемешивание образующегося геля продолжали в течение 15 мин, после чего исследовали его реологические характеристики при температуре 20oС.
Пример 10
В 100,0 мл дизельного топлива при температуре 20oС при перемешивании на лопастной мешалке вводили 1,0 мл (0,98 об.%) гелеобразователя, приготовленного следующим образом: в 58 мл (58,0 об.%) органических ортофосфорных эфиров (алкилфосфат "Химеко") при перемешивании на лопастной мешалке вводили 28 мл (28,0 об. %) диэтилэтаноламина, а затем, после получения однородной массы, в полученную смесь вводили 14 мл (14,0 об.%) керосина, после чего гелеобразователь был готов для применения, и 1,0 мл (0,98 об.%) активатора, приготовленного следующим образом: в 47 мл (47,0 об.%) сульфата железа, содержащего 12,0 мас. % Fe3+, при перемешивании на лопастной мешалке последовательно вводили 5 мл (5,0 об.%) триэтаноламина, 17 мл (17,0 об.%) арквада S-50, 8 мл (8,0 об.%) этиленгликоля и 23 мл (23,0 об.%) воды и перемешивали, до получения однородного раствора, после чего активатор был готов для применения; перемешивание образующегося геля продолжали в течение 15 мин, после чего исследовали его реологические характеристики при температуре 20oС.
Пример 11
В 100,0 мл дизельного топлива при температуре 20oС при перемешивании на лопастной мешалке вводили 1,0 мл (0,98 об.%) гелеобразователя, приготовленного следующим образом: в 62 мл (62,0 об.%) органических ортофосфорных эфиров (алкилфосфат "Химеко") при перемешивании на лопастной мешалке вводили 22 мл (22,0 об. %) диэтилэтаноламина, а затем, после получения однородной массы, в полученную смесь вводили 16 мл (16,0 об.%) дизельного топлива, после чего гелеобразователь был готов для применения и 1,0 мл (0,98 об.%) активатора, приготовленного следующим образом: в 43 мл (43,0 об.%) сульфата железа, содержащего 12,0 мас.% Fe3+, при перемешивании на лопастной мешалке последовательно вводили 10 мл (10,0 об.%) триэтаноламина, 18 мл (18,0 об.%) арквада Т-50, 12 мл (12,0 об.%) этиленгликоля и 17 мл (17,0 об.%) воды и перемешивали, до получения однородного раствора, после чего активатор был готов для применения; перемешивание образующегося геля продолжали в течение 15 мин, после чего исследовали его реологические характеристики при температуре 20oС.
Пример 12
В 100,0 мл дизельного топлива при температуре 20oС при перемешивании на лопастной мешалке вводили 1,0 мл (0,98 об.%) гелеобразователя, приготовленного следующим образом: в 65 мл (65,0 об.%) органических ортофосфорных эфиров (алкилфосфат "Химеко") при перемешивании на лопастной мешалке вводили 15 мл (15,0 об. %) диэтилэтаноламина, а затем, после получения однородной массы, в полученную смесь вводили 20 мл (20,0 об.%) дизельного топлива, после чего гелеобразователь был готов для применения и 1,0 мл (0,98 об.%) активатора, приготовленного следующим образом: в 40 мл (40,0 об.%) сульфата железа, содержащего 12,0 мас.% Fe3+, при перемешивании на лопастной мешалке последовательно вводили 15 мл (15,0 об.%) триэтаноламина, 20 мл (20,0 об.%) нефтенола ГФ, 15 мл (15,0 об.%) этиленгликоля и 10 мл (10,0 об.%) воды и перемешивали, до получения однородного раствора, после чего активатор был готов для применения; перемешивание образующегося геля продолжали в течение 15 мин, после чего исследовали его реологические характеристики при температуре 20oС.
Пример 13
В 100,0 мл дизельного топлива при температуре 20oС при перемешивании на лопастной мешалке вводили 1,0 мл (0,98 об.%) гелеобразователя, приготовленного следующим образом: в 55 мл (55,0 об.%) органических ортофосфорных эфиров (алкилфосфат "Химеко") при перемешивании на лопастной мешалке вводили 35 мл (35,0 об.%) метилдиэтаноламина, а затем, после получения однородной массы, в полученную смесь вводили 10 мл (10,0 об.%) дизельного топлива, после чего гелеобразователь был готов для применения и 1,0 мл (0,98 об.%) активатора, приготовленного следующим образом: в 50 мл (50,0 об.%) сульфата железа, содержащего 12,0 мас.% Fe3+, при перемешивании на лопастной мешалке последовательно вводили 0,5 мл (0,5 об.%) триэтаноламина, 15 мл (15,0 об.%) арквада S-50, 5 мл (5,0 об.%) этиленгликоля и 29,5 мл (29,5 об.%) воды и перемешивали, до получения однородного раствора, после чего активатор был готов для применения; перемешивание образующегося геля продолжали в течение 15 мин, после чего исследовали его реологические характеристики при температуре 20oС.
Пример 14
В 100,0 мл дизельного топлива при температуре 20oС при перемешивании на лопастной мешалке вводили 1,0 мл (0,98 об.%) гелеобразователя, приготовленного следующим образом: в 58 мл (58,0 об.%) органических ортофосфорных эфиров (алкилфосфат "Химеко") при перемешивании на лопастной мешалке вводили 28 мл (28,0 об.%) метилдиэтаноламина, а затем, после получения однородной массы, в полученную смесь вводили 14 мл (14,0 об.%) денормализата, после чего гелеобразователь был готов для применения и 1,0 мл (0,98 об.%) активатора, приготовленного следующим образом: в 47 мл (47,0 об.%) сульфата железа, содержащего 12,0 мас.% Fe3+, при перемешивании на лопастной мешалке последовательно вводили 5 мл (5,0 об.%) триэтаноламина, 17 мл (17,0 об.%) арквада Т-50, 8 мл (8,0 об.%) этиленгликоля и 23 мл (23,0 об.%) воды и перемешивали, до получения однородного раствора, после чего активатор был готов для применения; перемешивание образующегося геля продолжали в течение 15 мин, после чего исследовали его реологические характеристики при температуре 20oС.
Пример 15
В 100,0 мл дизельного топлива при температуре 20oС при перемешивании на лопастной мешалке вводили 1,0 мл (0,98 об.%) гелеобразователя, приготовленного следующим образом: в 62 мл (62,0 об.%) органических ортофосфорных эфиров (алкилфосфат "Химеко") при перемешивании на лопастной мешалке вводили 22 мл (22,0 об.%) метилдиэтаноламина, а затем, после получения однородной массы, в полученную смесь вводили 16 мл (16,0 об.%) денормализата, после чего гелеобразователь был готов для применения и 1,0 мл (0,98 об.%) активатора, приготовленного следующим образом: в 43 мл (43,0 об.%) сульфата железа, содержащего 12,0 мас.% Fe3+, при перемешивании на лопастной мешалке последовательно вводили 10 мл (10,0 об.%) триэтаноламина, 18 мл (18,0 об.%) нефтенола ГФ, 12 мл (12,0 об.%) этиленгликоля и 17 мл (17,0 об.%) воды и перемешивали, до получения однородного раствора, после чего активатор был готов для применения; перемешивание образующегося геля продолжали в течение 15 мин, после чего исследовали его реологические характеристики при температуре 20oС.
Пример 16
В 100,0 мл дизельного топлива при температуре 20oС при перемешивании на лопастной мешалке вводили 1,0 мл (0,98 об.%) гелеобразователя, приготовленного следующим образом: в 65 мл (65,0 об.%) органических ортофосфорных эфиров (алкилфосфат "Химеко") при перемешивании на лопастной мешалке вводили 15 мл (15,0 об.%) метилдиэтаноламина, а затем, после получения однородной массы, в полученную смесь вводили 20 мл (20,0 об.%) керосина, после чего гелеобразователь был готов для применения и 1,0 мл (0,98 об.%) активатора, приготовленного следующим образом: в 40 мл (40,0 об.%) сульфата железа, содержащего 12,0 мас. % Fe3+, при перемешивании на лопастной мешалке последовательно вводили 15 мл (15,0 об.%) триэтаноламина, 20 мл (20,0 об.%) катамина АБ, 15 мл (15,0 об.%) этиленгликоля и 10 мл (10,0 об.%) воды и перемешивали, до получения однородного раствора, после чего активатор был готов для применения; перемешивание образующегося геля продолжали в течение 15 мин, после чего исследовали его реологические характеристики при температуре 20oС.
Пример 17
В 100,0 мл дизельного топлива при температуре 20oС при перемешивании на лопастной мешалке вводили 1,0 мл (0,98 об.%) гелеобразователя, приготовленного следующим образом: в 55 мл (55,0 об.%) органических ортофосфорных эфиров (алкилфосфат "Химеко") при перемешивании на лопастной мешалке вводили 35 мл (35,0 об. %) этилдиэтаноламина, а затем, после получения однородной массы, в полученную смесь вводили 10 мл (10,0 об.%) денормализата, после чего гелеобразователь был готов для применения и 1,0 мл (0,98 об.%) активатора, приготовленного следующим образом: в 50 мл (50,0 об.%) сульфата железа, содержащего 12,0 мас.% Fe3+, при перемешивании на лопастной мешалке последовательно вводили 0,5 мл (0,5 об.%) триэтаноламина, 15 мл (15,0 об.%) арквада Т-50, 5 мл (5,0 об.%) этиленгликоля и 29,5 мл (29,5 об.%) воды и перемешивали, до получения однородного раствора, после чего активатор был готов для применения; перемешивание образующегося геля продолжали в течение 15 мин, после чего исследовали его реологические характеристики при температуре 20oС.
Пример 18
В 100,0 мл дизельного топлива при температуре 20oС при перемешивании на лопастной мешалке вводили 1,0 мл (0,98 об.%) гелеобразователя, приготовленного следующим образом: в 58 мл (58,0 об.%) органических ортофосфорных эфиров (алкилфосфат "Химеко") при перемешивании на лопастной мешалке вводили 28 мл (28,0 об. %) этилдиэтаноламина, а затем, после получения однородной массы, в полученную смесь вводили 14 мл (14,0 об.%) керосина, после чего гелеобразователь был готов для применения и 1,0 мл (0,98 об.%) активатора, приготовленного следующим образом: в 47 мл (47,0 об.%) сульфата железа, содержащего 12,0 мас. % Fe3+, при перемешивании на лопастной мешалке последовательно вводили 5 мл (5,0 об.%) триэтаноламина, 17 мл (17,0 об.%) нефтенола ГФ, 8 мл (8,0 об.%) этиленгликоля и 23 мл (23,0 об.%) воды и перемешивали, до получения однородного раствора, после чего активатор был готов для применения; перемешивание образующегося геля продолжали в течение 15 мин, после чего исследовали его реологические характеристики при температуре 20oС.
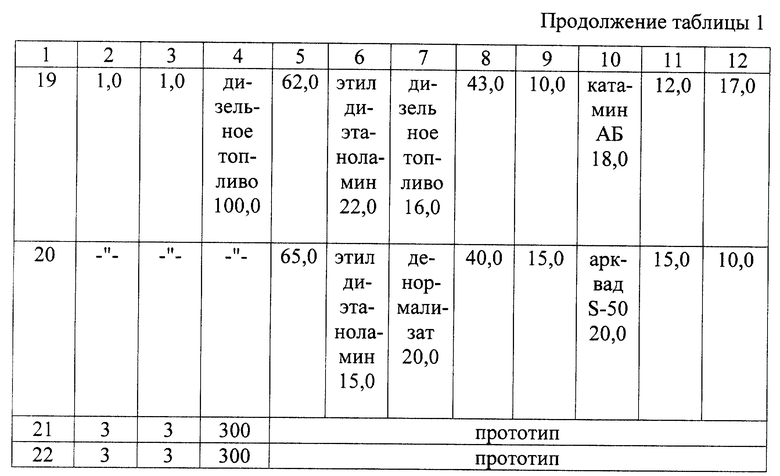
Пример 19
В 100,0 мл дизельного топлива при температуре 20oС при перемешивании на лопастной мешалке вводили 1,0 мл (0,98 об.%) гелеобразователя, приготовленного следующим образом: в 62 мл (62,0 об.%) органических ортофосфорных эфиров (алкилфосфат "Химеко") при перемешивании на лопастной мешалке вводили 22 мл (22,0 об. %) этилдиэтаноламина, а затем, после получения однородной массы, в полученную смесь вводили 16 мл (16,0 об.%) дизельного топлива, после чего гелеобразователь был готов для применения и 1,0 мл (0,98 об.%) активатора, приготовленного следующим образом: в 43 мл (43,0 об.%) сульфата железа, содержащего 12,0 мас.% Fe3+, при перемешивании на лопастной мешалке последовательно вводили 10 мл (10,0 об.%) триэтаноламина, 18 мл (18,0 об.%) катамина АБ, 12 мл (12,0 об.%) этиленгликоля и 17 мл (17,0 об.%) воды и перемешивали, до получения однородного раствора, после чего активатор был готов для применения; перемешивание образующегося геля продолжали в течение 15 мин, после чего исследовали его реологические характеристики при температуре 20oС.
Пример 20
В 100,0 мл дизельного топлива при температуре 20oС при перемешивании на лопастной мешалке вводили 1,0 мл (0,98 об.%) гелеобразователя, приготовленного следующим образом: в 65 мл (65,0 об.%) органических ортофосфорных эфиров (алкилфосфат "Химеко") при перемешивании на лопастной мешалке вводили 15 мл (15,0 об. %) этилдиэтаноламина, а затем, после получения однородной массы, в полученную смесь вводили 20 мл (20,0 об.%) денормализата, после чего гелеобразователь был готов для применения и 1,0 мл (0,98 об.%) активатора, приготовленного следующим образом: в 40 мл (40,0 об.%) сульфата железа, содержащего 12,0 мас.% Fe3+, при перемешивании на лопастной мешалке последовательно вводили 15 мл (15,0 об.%) триэтаноламина, 20 мл (20,0 об.%) арквада S-50, 15 мл (15,0 об.%) этиленгликоля и 10 мл (10,0 об.%) воды и перемешивали, до получения однородного раствора, после чего активатор был готов для применения; перемешивание образующегося геля продолжали в течение 15 мин, после чего исследовали его реологические характеристики при температуре 20oС.
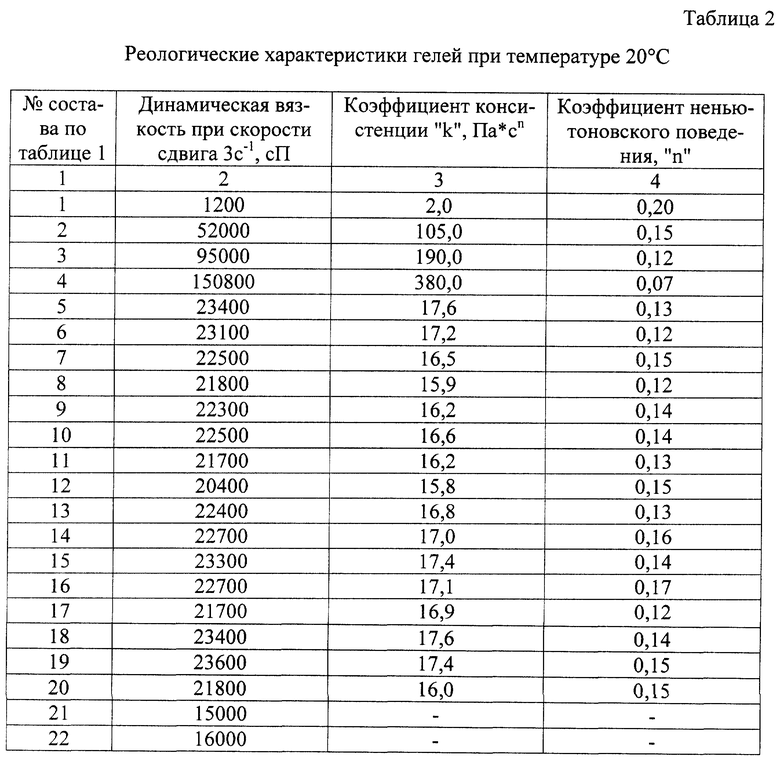
Динамическая вязкость полученных гелей при температуре 20oС определялась на ротационном вискозиметре "Rheotest-2" при скорости сдвига 3 с-1, соответствующей скорости сдвига, измеренной на ротационном вискозиметре "Brookfield RVF" при 10 об/мин с использованием шпинделя 4, указанных в прототипе; коэффициент консистенции "k", "Па•сn" и коэффициент неньютоновского поведения "n" определялись путем математической обработки полученных в результате исследований реологических кривых.
Составы полученных гелей приведены в табл.1. Результаты исследований составов гелей согласно табл.1 приведены в табл.2. Для сравнения в табл.1 и 2 приведены характеристики геля по прототипу (п.п.21, 22), данные взяты из патента США 5417287 (табл.III).
Как видно из табл.1 и 2, при использовании предлагаемого состава были получены углеводородные гели, обладающие более высокой вязкостью, чем гели из прототипа.
Большая вязкость полученных гелей может быть объяснена большим содержанием в системе гелеобразователь - активатор трехзамещенного азота за счет введения в состав гелеобразователя диметилэтаноламина, или диэтилэтаноламина, или метилдиэтаноламина, или этилдиэтаноламина, которые, выполняя функцию комплексообразователя, одновременно являются растворителями для получаемого гелеобразователя, что позволяет получить после нейтрализации подвижную массу, легко растворимую в углеводородах, в то время как при нейтрализации органических ортофосфорных эфиров триэтаноламином получается густая масса, которую сложно растворить в углеводородных жидкостях на стадии приготовления углеводородного геля. Содержание в растворе активатора большого количества катионного ПАВ (15-20% от количества гелеобразователя, в то время как по прототипу 0,1-10% ПАВ), образующего мицеллярный раствор, способствует улучшенному растворению активатора на стадии приготовления углеводородного геля, а также увеличению его вязкости за счет дополнительного содержания азота в составе катионного ПАВ.
Дополнительные исследования коэффициента консистенции "k" и коэффициента неньютоновского поведения "n", показали, что гели предлагаемого состава обладают высокой структурированностью, так как отличаются высокими значениями коэффициента консистенции "k" и низкими значениями коэффициента неньютоновского поведения "n".
Известно, что наиболее структурированные гели обладают наибольшей термостабильностью и пескоудерживающей способностью, а также наименьшими потерями давления на трение в трубах, поэтому предлагаемый состав позволит получать высококачественные жидкости для ГРП на углеводородной основе, а высокая вязкость и структура высококонцентрированных (до 10 об.% гелеобразователя и активатора) углеводородных гелей позволит получить гель-скребки необходимой жесткости для продукто- и нефтепроводов.
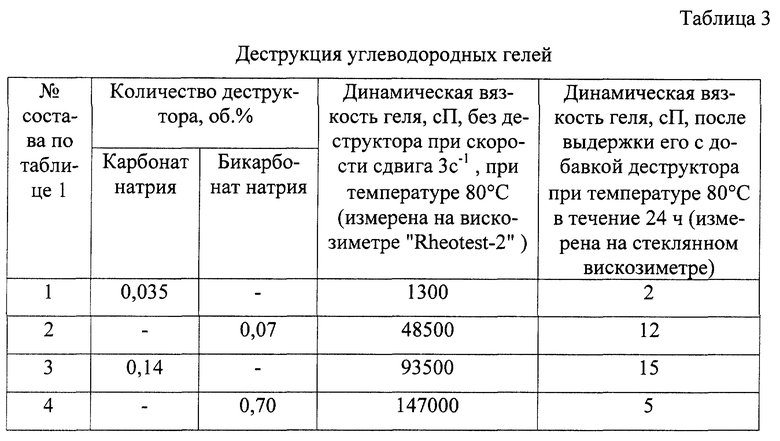
Для деструкции полученных гелей в них дополнительно вводится карбонат или бикарбонат натрия в количестве 0,035-0,7 об.% от массы геля.
Нижняя концентрация деструктора определяется возможностью деструкции, а верхняя - практической и экономической целесообразностью.
В табл. 3 представлены результаты деструкции предлагаемых составов при температуре 80oC.
| название | год | авторы | номер документа |
|---|---|---|---|
| УГЛЕВОДОРОДНЫЙ ГЕЛЬ НА ОСНОВЕ ЖЕЛЕЗНЫХ СОЛЕЙ ОРГАНИЧЕСКИХ ОРТОФОСФОРНЫХ ЭФИРОВ | 2005 |
|
RU2308474C2 |
| УГЛЕВОДОРОДНЫЙ ГЕЛЬ НА ОСНОВЕ АЛЮМИНИЕВЫХ СОЛЕЙ ОРГАНИЧЕСКИХ ОРТОФОСФОРНЫХ ЭФИРОВ | 2000 |
|
RU2183263C2 |
| СТРУКТУРИРОВАННАЯ УГЛЕВОДОРОДНАЯ ГЕЛЕОБРАЗНАЯ КОМПОЗИЦИЯ ДЛЯ ГИДРАВЛИЧЕСКОГО РАЗРЫВА ПЛАСТА | 1992 |
|
RU2043491C1 |
| СПОСОБ ГИДРАВЛИЧЕСКОГО РАЗРЫВА ПЛАСТА В СОЧЕТАНИИ С ИЗОЛЯЦИЕЙ ВОДОПРИТОКОВ В ДОБЫВАЮЩИХ СКВАЖИНАХ С ПРИМЕНЕНИЕМ ГЕЛЕОБРАЗУЮЩИХ ЖИДКОСТЕЙ НА УГЛЕВОДОРОДНОЙ И ВОДНОЙ ОСНОВАХ | 2004 |
|
RU2256787C1 |
| ГЕЛЕОБРАЗНАЯ УГЛЕВОДОРОДНАЯ КОМПОЗИЦИЯ ДЛЯ ГИДРАВЛИЧЕСКОГО РАЗРЫВА ПЛАСТА | 1993 |
|
RU2066737C1 |
| СОСТАВ ЭМУЛЬСИОННОЙ ПОЛИСАХАРИДНОЙ ЖИДКОСТИ ДЛЯ ГЛУШЕНИЯ СКВАЖИН И СПОСОБ ЕЕ ПРИГОТОВЛЕНИЯ | 2005 |
|
RU2297436C2 |
| ЭМУЛЬГАТОР ИНВЕРТНЫХ ЭМУЛЬСИЙ | 2001 |
|
RU2200056C2 |
| ЖИДКИЙ ГЕЛЕОБРАЗУЮЩИЙ АГЕНТ ДЛЯ ПОЛИСАХАРИДНОЙ ЖИДКОСТИ РАЗРЫВА, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ЕГО ПРИМЕНЕНИЕ | 2008 |
|
RU2381252C1 |
| СОСТАВ ПОЛИСАХАРИДНОГО ГЕЛЯ ДЛЯ ГИДРАВЛИЧЕСКОГО РАЗРЫВА ПЛАСТА | 1999 |
|
RU2173772C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЦЕТАТА ХРОМА | 2001 |
|
RU2186030C1 |
Изобретение относится к нефтегазодобывающей промышленности и транспорту нефти и нефтепродуктов, в частности к составам гелеобразных жидкостей-песконосителей на углеводородной основе для гидравлического разрыва пласта, а также к составам гель-скребков для очистки продукто- и нефтепроводов. Углеводородный гель, содержащий углеводородную жидкость, гелеобразователь и активатор, в качестве углеводородной жидкости содержит газоконденсат, или сырую нефть, или дизельное топливо, гелеобразователь в качестве азотсодержащего комплексообразователя содержит диметилэтаноламин, или диэтилэтаноламин, или метилдиэтаноламин, или этилдиэтаноламин, а в качестве растворителя содержит углеводородную жидкость - керосин, или денормализат, или дизельное топливо при следующем соотношении компонентов, об.%: органические ортофосфорные эфиры 55-65, комплексообразователь 15-35, растворитель остальное, а активатор в качестве катионного поверхностно-активного вещества содержит нефтенол ГФ, или катамин АБ, или арквад S-50, или арквад Т-50 при следующем соотношении компонентов, мас.%: раствор сульфата железа, содержащий 12,0 мас.% Fe3+, 40-50, триэтаноламин 0,5-15, катионное поверхностно-активное вещество 15-20, этиленгликоль 5-15, вода остальное, при этом соотношение компонентов в углеводородном геле следующее, об.%: гелеобразователь 0,5-10,0, активатор 0,5-10,0, углеводородная жидкость остальное. Углеводородный гель дополнительно может содержать деструктор - карбонат или бикарбонат натрия в количестве 0,035-0,70 об.% от массы геля. Технический результат: высокая вязкость геля, высокая термостабильность и пескоудерживающая способность, обеспечение наименьших потерь давления в трубах, обеспечение необходимой жесткости гелю, как гель-скребку. 1 з.п. ф-лы, 3 табл.
Органические ортофосфорные эфиры - 55-65
Комплексообразователь - 15-35
Растворитель - Остальное
а активатор в качестве катионного поверхностно-активного вещества содержит нефтенол ГФ, или катамин АБ, или арквад S-50, или арквад Т-50 при следующем соотношении компонентов, об. %:
Раствор сульфата железа, содержащий 12,0 мас. % Fe3+ - 40-50
Триэтаноламин - 0,5-15
Катионное поверхностно-активное вещество - 15-20
Этиленгликоль - 5-15
Вода - Остальное
при этом соотношение компонентов в углеводородном геле следующее, об. %:
Гелеобразователь - 0,5-10,0
Активатор - 0,5-10,0
Углеводородная жидкость - Остальное
2. Углеводородный гель по п. 1, отличающийся тем, что он дополнительно содержит деструктор - карбонат или бикарбонат натрия в количестве 0,035-0,70 об. % от массы геля.
| US 5417287 А, 23.05.1995 | |||
| 0 |
|
SU162886A1 | |
| Загущенная жидкость и способ ее получения | 1979 |
|
SU956765A1 |
| СТРУКТУРИРОВАННАЯ УГЛЕВОДОРОДНАЯ ГЕЛЕОБРАЗНАЯ КОМПОЗИЦИЯ ДЛЯ ГИДРАВЛИЧЕСКОГО РАЗРЫВА ПЛАСТА | 1992 |
|
RU2043491C1 |
| ГЕЛЕОБРАЗНАЯ УГЛЕВОДОРОДНАЯ КОМПОЗИЦИЯ ДЛЯ ГИДРАВЛИЧЕСКОГО РАЗРЫВА ПЛАСТА | 1993 |
|
RU2066737C1 |
| RU 2052462 С1, 20.01.1996 | |||
| US 3757864 А, 11.09.1973 | |||
| US 4200540, 29.04.1980 | |||
| US 4795574 A, 03.01.1983 | |||
| US 5614010 A, 25.03.1997 | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Устройство для автоматической подачи электрода при дуговой сварке | 1938 |
|
SU55021A1 |
