Изобретение относится к вентиляторостроению и может использоваться в технологии сборки тонколистовых кожухов радиальных вентиляторов.
Известны способы соединения деталей кожуха радиального вентилятора при толщине металла более 1 мм при помощи электросварки, а при меньшей толщине металла - контактной точечной сваркой или на заклепках.
Эти способы не подходят для сборки кожуха радиального вентилятора низкого давления, детали которого выполнены из тонколистовой оцинкованной стали толщиной 0,5-0,7 мм. Стальной лист такой толщины не подлежит дуговой электросварке (прожигается), а оцинкованная сталь соединяется контактной точечной сваркой ненадежно и, кроме того, как и при газовой сварке повреждается антикоррозионное покрытие. Заклепочное соединение в данном случае трудоемко, требует большого расхода заклепок.
Поэтому технической задачей изобретения является устранение недостатков в вышеприведенной технологии сборки деталей кожуха радиального вентилятора, изготовляемых из тонколистовой оцинкованной стали.
На фиг.1 схематично изображен кожух радиального вентилятора,
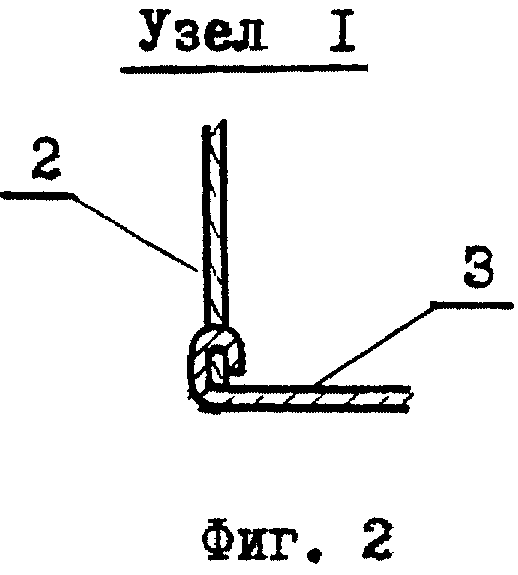
на фиг.2 - узел соединения деталей кожуха.
Кожух радиального вентилятора состоит из передней стенки 1, задней стенки 2, обечайки 3, языка 4, рамки 5 и входного патрубка 6.
Перед сборкой кожуха по периметру обечайки 3 штампом высекаются выступы и впадины длиной 20 ми и высотой (глубиной) 15-20 мм. В передней 1 и задней стенках другим штампом пробиваются по периферии прямоугольные отверстия длиной 20 мм с соответствующим плюсовым допуском и шириной, равной толщине листа обечайки, также с соответствующим допуском на размер и на расстоянии 1/3-1/2 высоты выступов от образующей кромки стенок. Сопряжение деталей кожуха производится заведением предварительно дважды загнутых на 90o выступов с обеих сторон обечайки сначала в прямоугольные отверстия передней стенки, имеющей центральное отверстие большого диаметра для патрубка, с их последующим загибом еще на 90o внутрь к периферии стенки. Затем предварительно дважды загнутые в ту же сторону под углом по 90o выступы на другой стороне обечайки также заводятся в прямоугольные отверстия задней стенки и загибаются также внутрь к периферии стенки через центральное отверстие патрубка в передней стенке с помощью простейшего приспособления - углового осадителя. Таким же образом может присоединяться металлический входной патрубок 6 к передней стенке кожуха до присоединения обечайки. Остальные детали кожуха радиального вентилятора присоединяются на заклепках. Небольшие неплотности в местах прохода выступов обечайки через прямоугольные отверстия в стенках, а также неплотности в углах по периферии кожуха заливаются эпоксидным составом или высокомолекулярным клеем, например, "Король", нерастворимыми и хорошо выдерживающими вибрационную нагрузку.
Такое решение технической задачи обеспечивает надежное прочноплотное соединение стенок с обечайкой и входного патрубка с передней стенкой кожуха радиального вентилятора, повышает срок его службы и технологичность сборки, снижает трудозатраты по изготовлению кожуха. Кроме того, при таком способе сборки кожуха могут применяться стенки в пластмассовом исполнении.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСТРОЕННЫЙ РАДИАЛЬНЫЙ ВЕНТИЛЯТОР ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2000 |
|
RU2186255C2 |
| ВОЗДУХОРАСПРЕДЕЛИТЕЛЬ | 2000 |
|
RU2188986C2 |
| МОДУЛЬНАЯ ОКРАСОЧНАЯ ВЕНТИЛИРУЕМАЯ КАМЕРА | 2000 |
|
RU2189534C2 |
| СПОСОБ ВЫПОЛНЕНИЯ ПРИТОЧНО-ВЫТЯЖНОГО ВОЗДУХОВОДА | 2002 |
|
RU2235253C2 |
| ОКРАСОЧНАЯ ВЕНТИЛИРУЕМАЯ КАМЕРА | 2000 |
|
RU2188985C2 |
| КОНДЕНСАЦИОННЫЙ ТЕПЛООБМЕННИК | 2020 |
|
RU2805432C1 |
| КОЛЛЕКТОР ВЕНТИЛЯТОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2514897C1 |
| ВЕРТИКАЛЬНЫЙ ПОДЪЕМНИК | 2022 |
|
RU2777907C1 |
| МАЛОШУМНАЯ ВЕНТИЛЯЦИОННАЯ УСТАНОВКА | 2005 |
|
RU2299358C1 |
| ВИХРЕВОЙ ГЛУШИТЕЛЬ ВЫСТРЕЛА (ВАРИАНТЫ) | 2009 |
|
RU2397422C1 |
Изобретение относится к вентиляторостроению, может использоваться в технологии сборки тонколистовых кожухов радиальных вентиляторов и обеспечивает надежное соединение деталей кожуха при снижении трудозатрат. Кожух радиального вентилятора состоит из передней и задней стенок, обечайки, языка, рамки и входного патрубка. Перед сборкой кожуха по периметру обечайки штампом высекаются выступы и впадины длиной 20 мм и высотой и глубиной 15-20 мм, а в стенках другим штампом пробиваются по их периферии прямоугольные отверстия той же длины с шириной, равной толщине листа обечайки. Сопряжение деталей производится заведением предварительно дважды загнутых на 90o выступов обечайки в прямоугольные отверстия в стенках с загибом выступов еще на 90o. 1 з.п. ф-лы, 2 ил.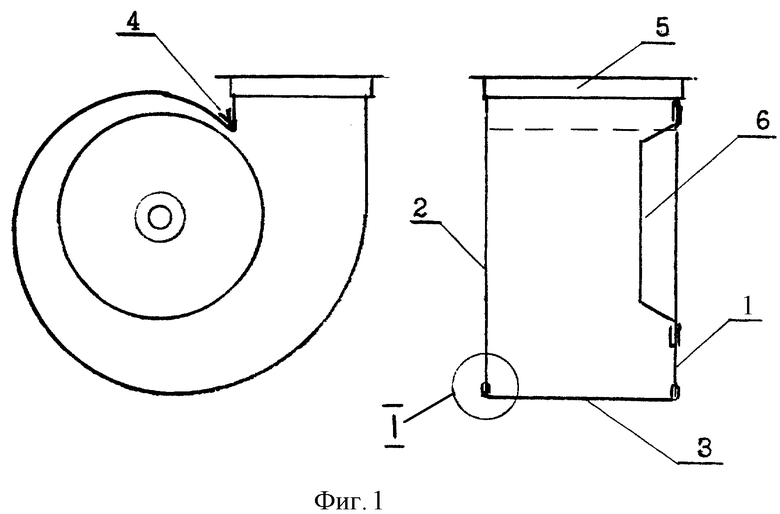
| ГАЛИМЗЯНОВ Ф.Г | |||
| Вентиляторы | |||
| Атлас конструкций | |||
| - М., 1968, с.12, 19-22 | |||
| Способ производства дрожжей для шампанизации | 1975 |
|
SU529209A1 |
| Механизм поворота лопаток осевого вентилятора | 1988 |
|
SU1603066A1 |
| СЕКЦИОННЫЙ ОТОПИТЕЛЬНЫЙ РАДИАТОР | 1994 |
|
RU2073818C1 |
| US 3917433 А, 04.11.1975 | |||
| ЗАЩИТА ПРИ ОБЕСПЕЧЕНИИ МОБИЛЬНОСТИ МЕЖДУ СЕРВЕРАМИ MBMS | 2013 |
|
RU2614369C2 |

