Изобретение относится к способу обработки бревен резанием для изготовления восьмигранных или многогранных брусьев и устройству для его осуществления.
Известен способ увеличения полезного поперечного сечения бревен путем обработки резанием с четырех сторон таким образом, что между четырьмя сторонами образуются обзолы, в результате чего оставшаяся древесная масса увеличивается. Если бревна требуется распилить на доски, то на следующей технологической операции обзолы постепенно срезают так, что на последовательно распиливаемых досках образуются прямые кромки (см., например, ЕР 0167013 А2, кл. В 27 В 1/00, 1986).
Известен способ обработки бревен резанием, при котором на первой стадии обработки на бревне выполняют две вертикальные грани, после чего бревно поворачивают на 90o и на второй стадии обработки выполняют две следующие вертикальные грани.
Известно устройство для обработки бревен резанием, содержащее первое приспособление для резания, включающее транспортер и рабочие органы с горизонтальной осью вращения, расположенный вслед за ними кантователь для поворота бревна на 90o, второе приспособление для резания, включающее рабочие органы с горизонтальной осью вращения (см., например, US 4823664, кл. В 27 В 7/00, 1989).
Согласно способу обработки бревен резанием и устройству для его осуществления, которые описаны в US 4823664, бревно подвергают обработке с четырех сторон, причем после первого шага обработки, то есть после обработки двух сторон, бревно для обработки двух сторон поворачивают на 90o вокруг его продольной оси. Необходимость выполнения такого поворота создает определенные трудности, например, требует особых устройств и дополнительных затрат времени. Кроме того, при обработке бревна с четырех сторон для получения вертикальных граней образуются весьма большие отходы материала.
По сравнению с вышеописанными способами обработки обработка резанием приблизительно круглого поперечного сечения с получением восьмигранника или двенадцатигранника позволяет получить в предложенном способе больший полезный объем древесины. Доски, нарезанные из ствола, обработанного согласно изобретению, имеют скошенные края, которые особенно хорошо подходят для перекрытий, обшивки досками внахлест (обшивки досками вразбежку).
Достигается это тем, что в способе обработки бревен резанием, при котором на первой стадии обработки на бревне выполняют две вертикальные грани, после чего бревно поворачивают на 90o и на второй стадии обработки выполняют две следующие вертикальные грани, на третьей стадии обработки между четырьмя имеющимися гранями на бревне выполняют дополнительные грани, которые располагают под углом от 15 до 75o к четырем имеющимся граням.
Вторую и третью стадии обработки осуществляют во время единой технологической операции.
На третьей стадии обработки одновременно выполняют четыре дополнительные грани, которые располагают под углом 45o к четырем имеющимся граням, выполненным на первой и второй стадиях обработки.
На третьей стадии обработки одновременно выполняют восемь дополнительных граней, которые располагают под углом 30 или 60o к четырем имеющимся граням, выполненным на первой и второй стадиях обработки.
После прохождения первой стадии обработки бревно возвращают на первый участок обработки, поворачивают его на 90o и повторно подвергают обработке на первом участке для осуществления второй стадии обработки.
Устройство для обработки бревен резанием (по первому варианту выполнения), содержащее первое приспособление для резания, включающее транспортер и фрезерные рабочие органы или пилы с горизонтальной осью вращения, расположенный вслед за ними кантователь для поворота бревна на 90o, второе приспособление для резания, включающее фрезерные рабочие органы или пилы с горизонтальной осью вращения, содержит дополнительное приспособление для резания, включающее, по меньшей мере, четыре пилы или фрезерных рабочих органа с осями вращения, которые расположены под углом от 15 до 75o относительно горизонтальной плоскости, причем кантователь выполнен в виде манипулятора.
Второе и третье приспособления для резания содержат транспортер.
Манипулятор выполнен с возможностью перекладывания бревна с транспортера первого приспособления для резания на транспортер второго и третьего приспособления для резания.
Рабочие органы дополнительного приспособления для резания расположены непосредственно за рабочими органами второго приспособления для резания.
Устройство для обработки бревен резанием (по второму варианту выполнения), содержащее первое приспособление для резания, включающее транспортер и фрезерные рабочие органы или пилы с горизонтальной осью вращения, кантователь для поворота бревна на 90o, содержит дополнительное приспособление для резания, включающее, по меньшей мере, четыре пилы или фрезерных рабочих органа с осями вращения, которые расположены под углом от 15 до 75o относительно горизонтальной плоскости, причем кантователь выполнен в виде манипулятора.
Рабочие органы дополнительного приспособления для резания размещены непосредственно за рабочими органами первого приспособления для резания.
Транспортер первого приспособления для резания выполнен с возможностью перемещения бревна в противоположных направлениях. Рядом с транспортером первого приспособления для резания размещено приспособление для обратной подачи бревна.
Манипулятор установлен за дополнительным приспособлением для резания.
Манипулятор выполнен с возможностью перекладывания бревна с транспортером первого приспособления для резания на приспособление для обратной подачи бревна.
Дополнительное приспособление для резания содержит четыре рабочих органа, оси которых расположены под углом 45o к горизонтальной плоскости.
Дополнительное приспособление для резания содержит восемь рабочих органов, оси которых расположены под углом 30 или 60o к горизонтальной плоскости.
За приспособлениями для резания размещены приспособления для разгрузки бревен.
На фиг.1-4 изображены поперечные сечения бревна, полученные способом согласно изобретению и с помощью устройства согласно изобретению;
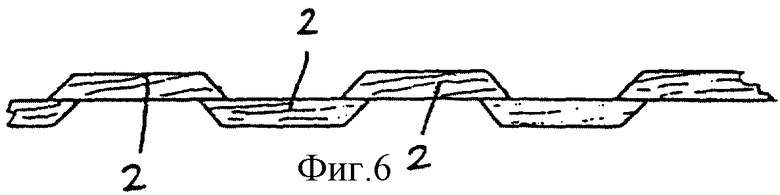
на фиг. 5 и 6 - формы выполнения дощатой обшивки внахлест с помощью досок, отрезанных от поперечных сечений бревен, обработанных согласно изобретению;
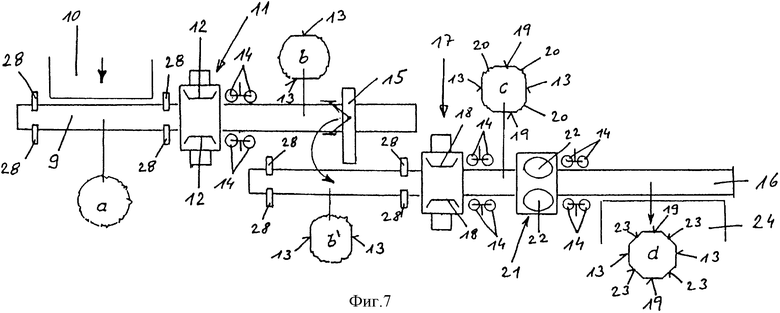
на фиг.7 - первый вариант выполнения устройства согласно изобретению, в котором бревно проходит отдельные участки обработки в одном направлении;
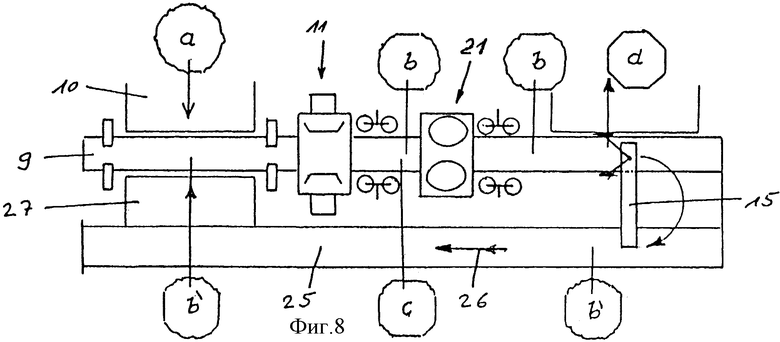
фиг.8 - другой вариант выполнения устройства согласно изобретению, в котором содержится приспособление для обратной подачи, и бревно проходит участок обработки дважды;
фиг. 9 - инструменты для обработки (схематично), которые могут применяться в устройстве согласно изобретению.
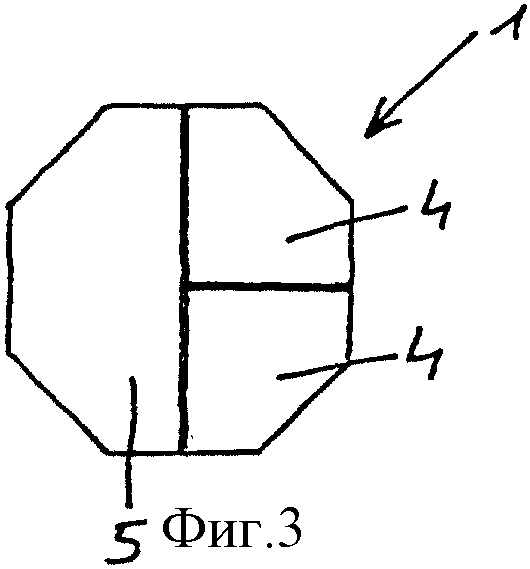
На фиг.1-3 изображены брусья 1, изготовленные из бревен и имеющие восьмигранный профиль поперечного сечения. Согласно фиг.1 и 2 от брусьев 1 отделяют доски 2 со скошенными краями, так что в центре остается четырехгранник 3. Согласно фиг.3 от бруса с восьмигранным профилем поперечного сечения отделяют три бруса 4 и 5, имеющих различные формы поперечного сечения. На фиг. 4 изображен брус 6, имеющий двенадцатигранный профиль поперечного сечения, от которого также отделяют с боков доски 7, так что остается центральный четырехгранник 8.
На фиг. 5 показана обшивка досками, состоящая из досок 7, изготовленных согласно фиг.4, а на фиг.6 - обшивка внахлест, состоящая из досок, изготовленных согласно фиг.1 или 2.
На фиг. 7 изображен первый вариант выполнения устройства согласно изобретению, содержащего транспортер 9, состоящий из подставки и вращающейся приводной зубчатой цепи для подачи бревна, имеющего поперечное сечение "а". Бревна подают и укладывают на транспортер 9 с помощью поперечного загрузочного приспособления 10. После того, как с помощью щек 28, перемещающихся симметрично относительно центральной оси, уложенное бревно будет размещено в нужном направлении, его прижимают сверху к приводной зубчатой цепи с помощью рычагов с гидроусилением, на концах которых установлены с возможностью поворота ролики или шайбы, и таким образом удерживают уложенное бревно на приводной зубчатой цепи. После того, как бревно, поперечное сечение "а" которого показано условно, уложено на транспортер, оно проходит первый участок 11 обработки, где находятся две фрезы 12, с горизонтальными осями вращения. Фрезы 12 выполняют на бревне две грани 13, как это показано схематично на поперечном сечении "b". По завершении обработки на первом участке 11 фрезерованные грани 13 бревна с обеих сторон захватываются приводными роликами 14, имеющими вертикальную ось вращения, так называемой "роликовой передачей", которая препятствует скручиванию или перекручиванию бревна во время обработки.
После прохождения первого участка 11 обработки бревно с помощью манипулятора 15 перекладывают на второй транспортер 16, который проходит параллельно первому транспортеру 9 и частично рядом с ним. При этом бревно поворачивают на 90o, как это схематично показано на поперечном сечении "b". Второй транспортер 16 содержит, как и первый транспортер 9, вращающуюся приводную зубчатую цепь, продольные щеки 28 и прижим, при этом бревно укладывают на приводную зубчатую цепь обработанной гранью 13. Затем бревно подвергается обработке на следующем участке 17, где находятся две фрезы 18, с горизонтальными осями вращения. Фрезы 18 выполняют на бревне две следующие грани 19, так что после прохождения участка 17 обработки бревно имеет четыре грани 13, 19 с находящимися между ними широкими обзолами 20 (см. поперечное сечение "с"). После участка 17 обработки бревно также захватывается роликовой передачей, состоящей из вертикально установленных приводных роликов 14.
Непосредственно за участком 17 обработки или следующей за ним роликовой передачей бревно проходит третий участок 21 обработки с четырьмя фрезерными рабочими органами 22, оси вращения которых наклонены относительно горизонтали под углом 45o (фиг.9). С помощью фрез 22 удаляют обзолы 20, причем ширина выполняемых таким способом поверхностей 23 может регулироваться путем поперечной подачи фрез 22, т.е. расстоянием между ними, как это показано на фиг.1 и 2.
После прохождения третьего участка 21 обработки, за которым со стороны выхода размещена следующая роликовая передача, состоящая из приводных роликов 14, бревно, обработанное в форме восьмигранника (поперечное сечение "d"), отводят в сторону посредством цепного транспортера 24.
На фиг. 8 изображен упрощенный вариант выполнения устройства согласно изобретению, для которого требуется немного места. Вариант выполнения на фиг. 8 отличается от варианта выполнения на фиг.7 тем, что в нем отсутствует второй участок 17 обработки и рядом с транспортером 9 расположено приспособление 25 для обратной подачи.
Бревно с поперечным сечением "а" укладывают на приводную зубчатую цепь транспорта 9 также с помощью поперечного загрузочного приспособления 10 и посредством роликов или шайб прижимают к приводной зубчатой цепи. Затем бревно проходит первый участок 11 обработки, после чего оно приобретает поперечное сечение "b". На участке 21 обработки инструменты, имеющие оси вращения, наклонные по отношению к горизонтали, находятся в исходном положении, так что при первом прохождении бревна они бездействуют. Затем бревно с поперечным сечением "b" перекладывают с помощью манипулятора 15 с транспортера 9 на приспособление 25 для обратной подачи и при этом поворачивают на 90o (поперечное сечение "b"). Бревно перемещают обратно в направлении стрелки 26 и с помощью поперечного транспортера 27 снова укладывают на транспортер 9. Далее бревно повторно проходит участок 11 обработки, при этом бревно приобретает поперечное сечение "с", и затем участок 21 обработки с уже поперечно поданными фрезерными рабочими органами 22, в результате чего бревно приобретает восьмигранное поперечное сечение "d". После прохождения участка 21 обработки бревно, обработка которого завершена, вновь отводят в сторону посредством цепного транспортера 24.
В принципе также возможно выполнить транспортер 9 так, чтобы он мог перемещать транспортируемый материал в двух направлениях, вследствие чего приспособление 25 для обратной подачи становится ненужным. В этом случае потребуется только повернуть бревно на 90o после первого прохождения им участка 11 обработки.
Если вместо восьмигранника потребуется изготовить двенадцатигранник, участок 21 обработки будет соответственно переоборудован так, чтобы на нем находилось в общей сложности восемь фрезерных рабочих органов 22, оси вращения которых направлены под углом 30 или 60o к горизонтали или к осям вращения смежных фрез.
В случае необходимости брусья разрезают на доски и четырехгранники (фиг. 1,2 и 4) или брусья (фиг.3) с помощью вспомогательной пилы.
Для пригонки к бревнам различного диаметра и для регулирования ширины изготавливаемых поверхностей фрезы 12, 18, 22 могут подаваться на глубину пропорционально относительно центральной оси бревна. Для этого гидравлические перемещающие цилиндры (не показаны) фрез 12, 18, 22 снабжены мерными рейками и соответствующими находящимися снаружи магнитами и пропорциональными клапанами и соответственно регулируются посредством известного управляющего приспособления (не показано). После определения диаметра бревна в верхнем отрубе составляется изобретение сечения, которое передается на управляющее приспособление, осуществляющее на основании этих данных настройку фрезерных рабочих органов 12, 18, 22. Высота осей обрабатывающих инструментов над приводной зубчатой цепью регулируется так, чтобы центральная ось бревна пересекала оси вращения обрабатывающих инструментов.
Описанные варианты выполнения устройства согласно изобретению имеют высокую производительность, поскольку бревна, рассортированные в зависимости от толщины верхнего отруба, могут быть обработаны поочередно.
Подводя итоги, можно дать следующее описание примера реализации способа согласно изобретению.
Для увеличения объема используемой древесины бревен согласно изобретению предлагаются восьми- или двенадцатигранные брусья, от которых затем срезают доски или брусья со скошенными краями.
Для изготовления восьми- или двенадцатигранных брусьев на первом участке 11 обработки на бревне выполняют с помощью фрез две грани 13, затем его поворачивают на 90o и на втором участке 17 обработки выполняют с помощью фрез две следующие грани 19.
Непосредственно вслед за этим на следующем участке 21 обработки с помощью четырех (для изготовления восьмигранных брусьев) или восьми (для изготовления двенадцатигранных брусьев) фрез 22 срезают оставшиеся обзолы 20.




Изобретение относится к способу обработки бревен резанием для изготовления восьмигранных или многогранных брусьев и устройству для его осуществления. Для изготовления восьми- или двенадцатигранных брусьев на первом участке обработки на бревне выполняют с помощью фрез две грани, затем его поворачивают на 90o и на втором участке обработки выполняют с помощью фрез две следующие грани. Непосредственно вслед за этим на следующем участке обработки с помощью четырех (для изготовления восьмигранных брусьев) или восьми (для изготовления двенадцатигранных брусьев) фрез срезают оставшиеся обзолы. Это позволит увеличить объем используемой древесины бревен и повысить производительность. 3 с. и 15 з.п. ф-лы, 9 ил.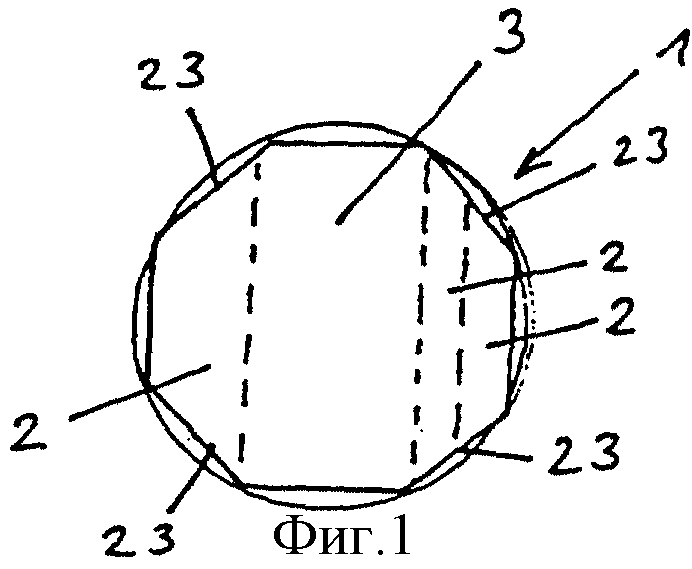
| US 4823664 А, 25.04.1989 | |||
| УСТАНОВКА ДЛЯ ИЗУЧЕНИЯ ВЛИЯНИЯ ГАЗОВОЙ СРЕДЫ НА ПОДОПЫТНЫХ ЖИВОТНЫХ | 0 |
|
SU167013A1 |
| СОЕДИНЕНИЯ | 2008 |
|
RU2461559C2 |
| Бескольцевая прядильная машина | 1970 |
|
SU286701A1 |

