Настоящее изобретение относится к конструкции с обрабатывающим агрегатом для изготовления или обработки изготовленного из бревна, оструганного с четырех сторон полуфабриката, измерительному устройству для определения изгиба полуфабриката в плоскости изгиба, а также транспортирующему агрегату для транспортирования полуфабриката через измерительное устройство в направлении транспортирования.
Для изготовления пиломатериала из бревна известен ряд способов, в первую очередь стружкоснимающий способ. При этом из бревен естественной формы можно получать максимально возможный объем пиломатериала.
Учет признака «изгиб» бревен естественной формы привел к разработке технологии распиловки по дуге.
Изгиб или кривоствольность ствола кругляка представляет собой отклонение его продольной оси от прямой линии. При этом обычно используют термины «с двухсторонней кривизной» для прямого ствола, «односторонней кривизной» для искривленного в одной плоскости ствола и «с разносторонней кривизной» для искривленного в разных плоскостях ствола. Инструкции по сортировке кругляка учитывают кривоствольность при разделении его на классы качества.
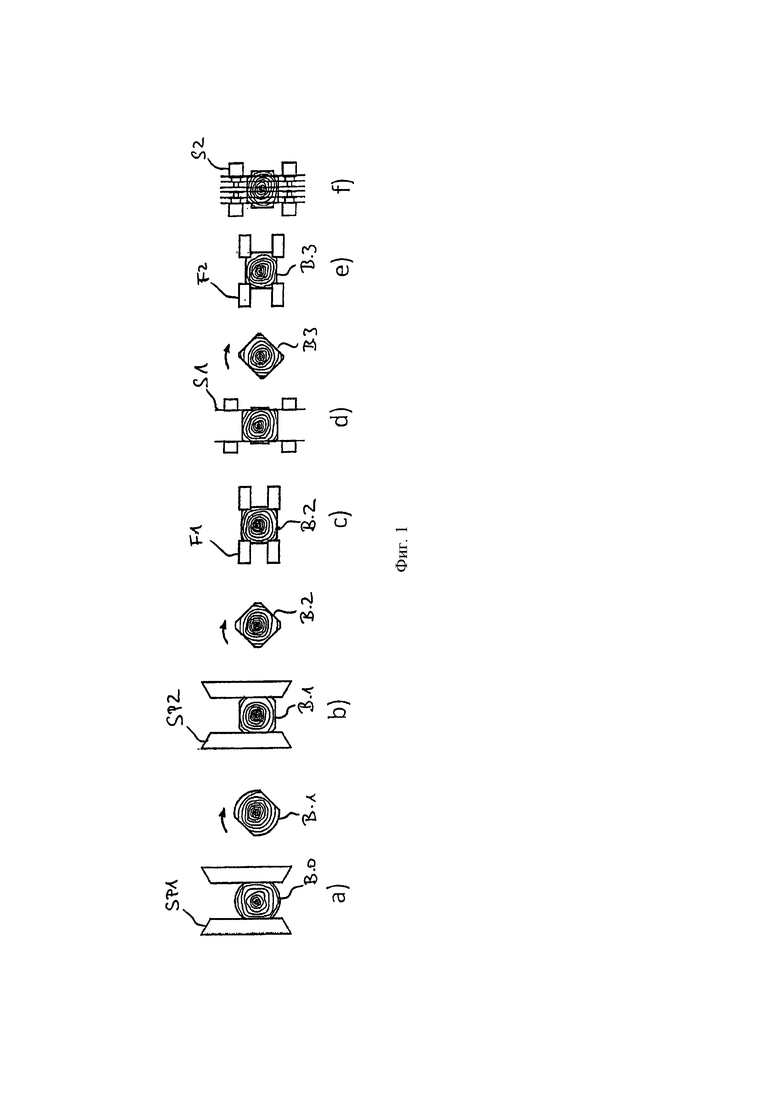
Современная технология профилирования с ее основными процессами стружкосниманием, фрезерованием, пилением в технологических операциях стружкоснимание/поворачивание/стружкоснимание/поворачивание/фрезерование/пиление поворачивание/фрезерование/пиление (см. фиг.1) может, как известно, реализовать распиловку по дуге.
После изготовления оструганного с четырех сторон бруса, как правило, с двумя первыми параллельными, прямыми поверхностями и двумя вторыми обычно параллельными, имеющими изгиб поверхностями брус перед следующей обрабатывающей операцией измеряется в трех измерениях.
Знание формы имеющей обзол кромки на брусе дает возможность оптимизации боковой доски по положению, толщине, ширине и длине. Знание изгиба бруса используется при пассивной распиловке по дуге для ориентирования бруса перед следующей обрабатывающей операцией, а при активной распиловке по дуге для ориентирования бруса и для позиционирования обрабатывающих инструментов во время прохождения бруса через последующие обрабатывающие агрегаты.
Для трехмерного измерения бруса с определением кривизны известны измерительные устройства, при использовании которых брус транспортируется прямолинейно через измерительное устройство. Чтобы практически достигнуть прямолинейности, брус на протяжении, по меньшей мере, одной длины древесины до и после измерительного устройства не подвергается внешнему воздействию силы, которая могла бы изменить положение бруса на транспортирующем агрегате.
Недостатком этого устройства и способа действия является в основном его монтажная длина.
Другие известные способы, при которых измерительное устройство расположено без удаления, по меньшей мере, на одну длину пиломатериала после обрабатывающего агрегата, хотя и могут определять форму кромки с обзолом, имеют все же недостаток, заключающийся в том, что они не позволяют определить точный показатель кривизны бруса.
Из выкладного описания изобретения DE 2837742 известны способ и устройство для обрезки имеющих две необработанных продольных кромки досок. Подлежащая обрезке доска проходит три расположенных друг за другом измерительных портала. Важно при этом, чтобы доска из измерительного устройства в обрезающее устройство и через него направлялась, не изменяя своего положения относительно направления подвода.
Из описания DE 4191940 известна установка для позиционирования стволов деревьев при отрезании бревен, при использовании которой отдельный ствол поворотным устройством сначала поворачивается в угле поворота, который необходим для того, чтобы обеспечить полное считывание формы ствола оптическим считывающим прибором, а затем поворачивается в повернутое положение, которое при пилении обеспечивает оптимальный выход пиломатериала.
Задача изобретения состоит в создании такой конструкции вышеупомянутого вида, которая обходится меньшей монтажной длиной и обеспечивает более надежный результат определения изгиба бруса. Кроме того, должен быть предложен соответствующий способ определения изгиба изготовленного из бревна, оструганного с четырех сторон полуфабриката.
В отношении конструкции задача решается признаками пункта 1, а в отношении способа признаками пункта 10 формулы изобретения. Предпочтительные варианты изложены в зависимых пунктах формулы изобретения.
Согласно изобретению в конструкции вышеупомянутого вида предусматривается измерительное устройство, которое имеет, по меньшей мере, три измерительных плоскости и в направлении транспортирования или расположено настолько близко за обрабатывающим агрегатом, что при транспортировании полуфабриката через измерительное устройство на переднем в направлении транспортирования конце полуфабриката уже производится измерение, в то время как на заднем конце полуфабриката еще производится обработка обрабатывающим агрегатом или настолько близко перед обрабатывающим агрегатом, что при транспортировании полуфабриката через измерительное устройство еще производится измерение на заднем в направлении транспортирования конце полуфабриката, в то время как на переднем конце полуфабриката уже происходит обработка обрабатывающим агрегатом.
Путем обработки измерительных данных, по меньшей мере, трех расположенных друг за другом измерительных плоскостей, причем измерительные данные регистрируются и комбинируются соответствующим образом, предпочтительно одновременно во всех трех измерительных плоскостях, может определяться изгиб полуфабриката, даже если таковой во время измерения совершал движения относительно направления транспортирования.
Измерительные плоскости могут, следовательно, располагаться непосредственно после обрабатывающего агрегата для изготовления оструганного с четырех сторон бруса. Удаление измерительных плоскостей друг от друга предпочтительно следует выбирать таким, чтобы по длине бруса число одновременно снимаемых, по меньшей мере, в трех измерительных плоскостях профилей бруса с учетом точности измерения было максимальным.
Изобретение относится, кроме того, к измерительному устройству для определения изгиба в плоскости изгиба изготовленного из бревна, оструганного с четырех сторон полуфабриката при транспортировании его через измерительное устройство в направлении транспортирования, причем измерительное устройство имеет датчики, по меньшей мере, для трех следующих друг за другом измерительных плоскостей, которые выполнены взаимодействующими между собой, чтобы происходило одновременное регистрирование данных во всех трех измерительных плоскостях. Измерительное устройство включает в себя, кроме того, блок обработки результатов измерения, который выполнен с возможностью определения на основании измерительных данных серии следующих во времени друг за другом единичных измерений и пройденных полуфабрикатом в направлении транспортирования отрезков пути между каждым из измерений формы изгиба полуфабриката.
При этом предпочтительно каждым единичным измерением измеряется частичная область бруса, причем единичные измерения во времени следуют друг за другом так, что в следующих друг за другом единичных измерениях измеряются перекрывающие друг друга внахлестку частичные области бруса.
Другие признаки и преимущества настоящего изобретения следуют из представленного на фигурах чертежей одного из примеров осуществления. Показывают:
фиг.1 - схематическое отображение рабочих процессов при профилировании стволов деревьев на основании поперечных сечений через ствол дерева по отдельным обрабатывающим операциям;
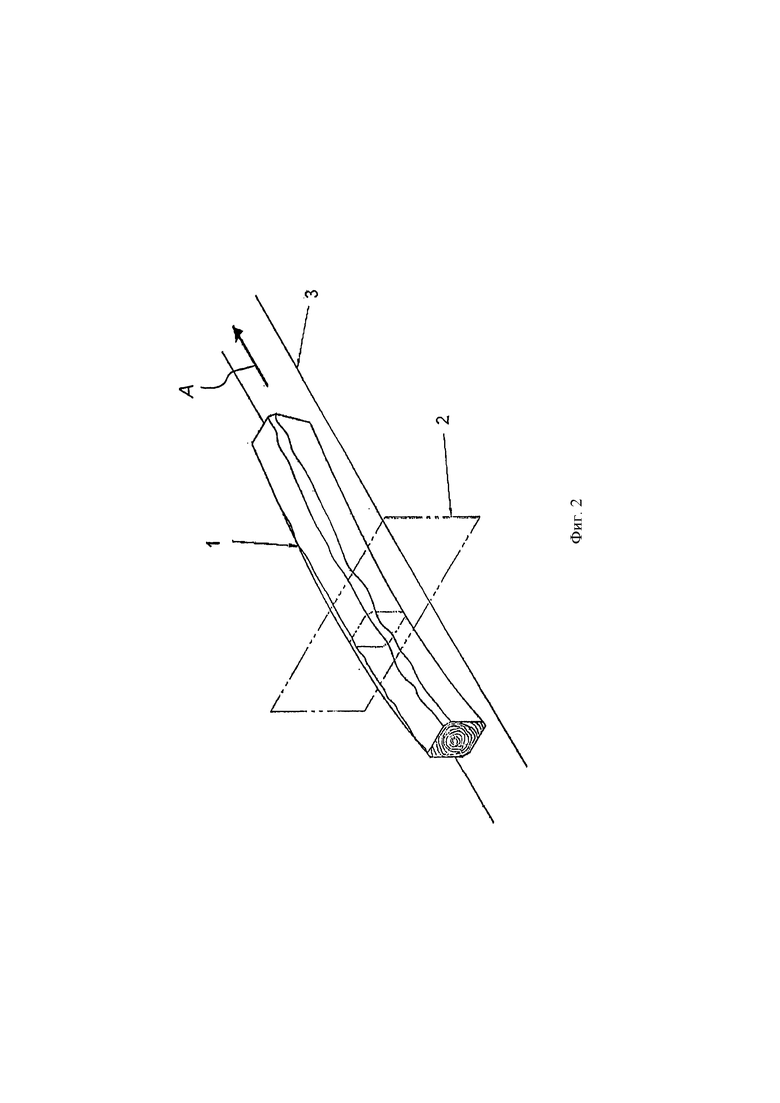
фиг.2 - перспективное отображение измерения бруса;
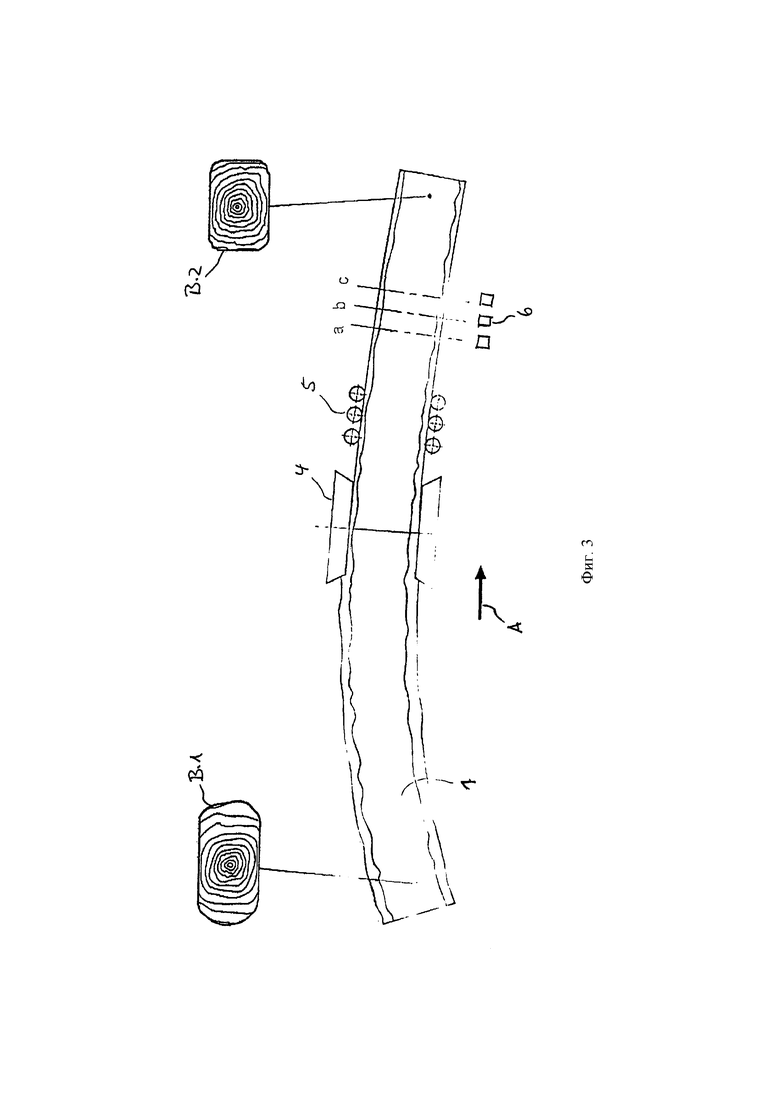
фиг.3 - схематическое отображение обрабатывающего агрегата с интегрированным измерительным устройством;
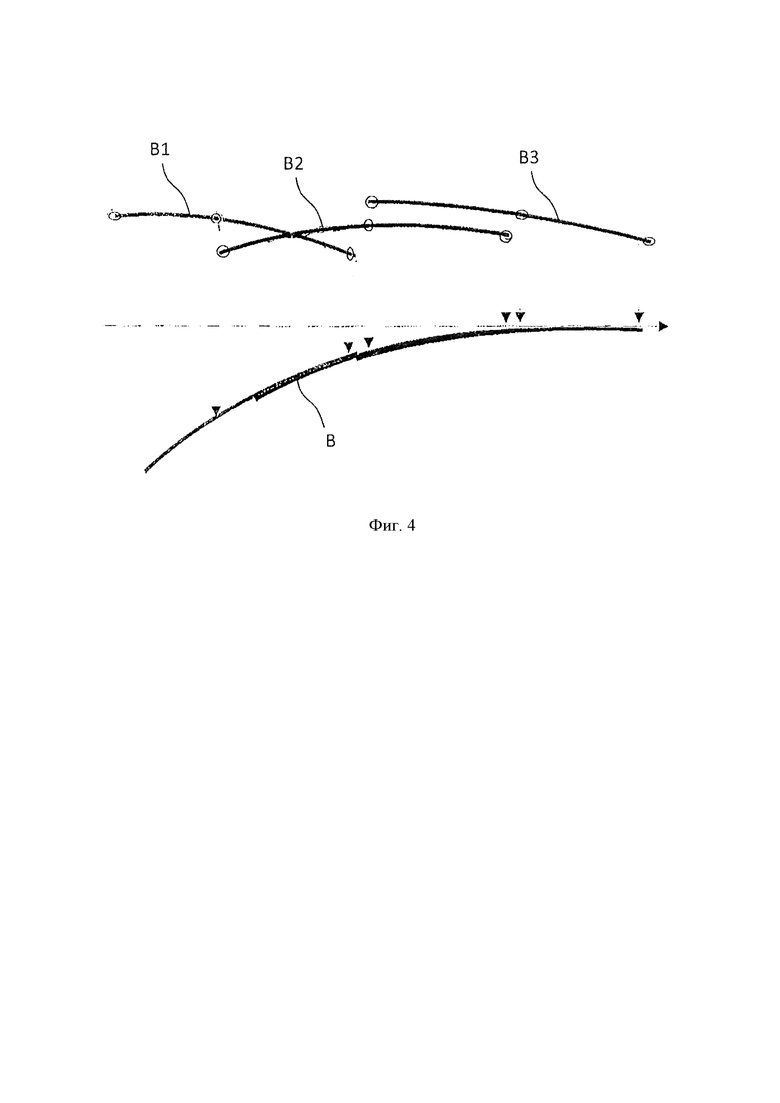
фиг.4 - определение линии изгиба на основании измерительных данных соответствующего изобретению измерительного устройства и
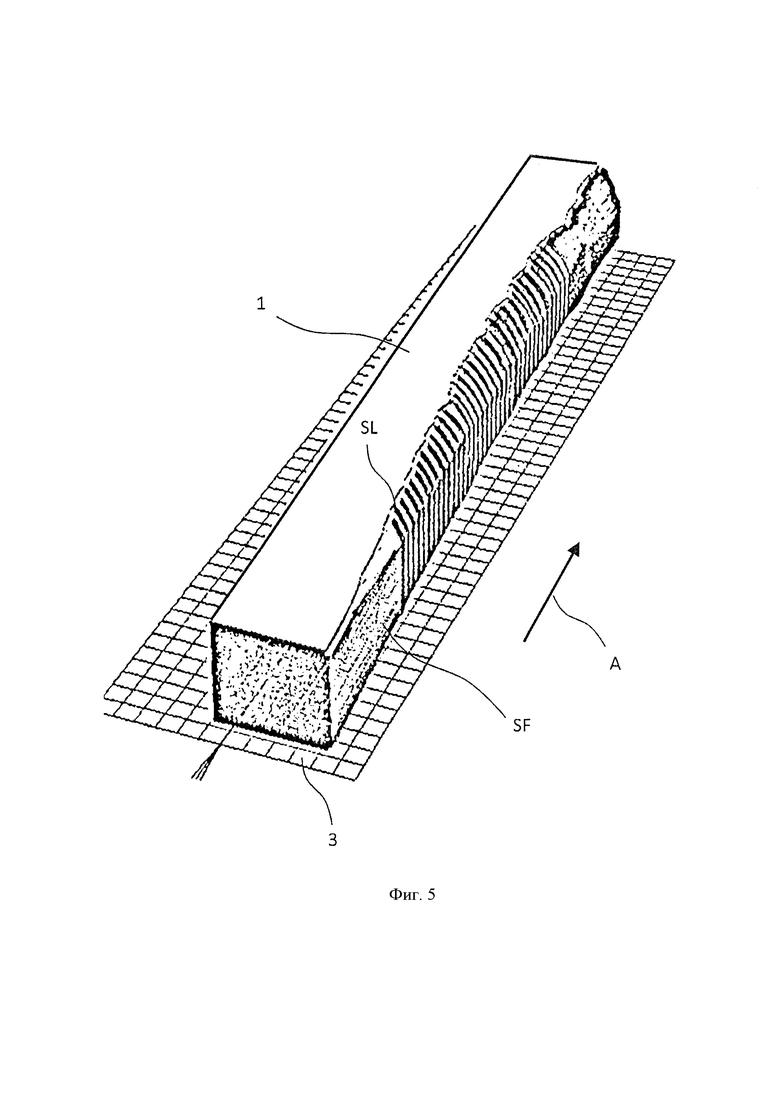
фиг.5 - определение трехмерной площади покрытия согласно одному из осуществлений соответствующего изобретению способа измерения.
В рассматриваемом примере осуществления речь идет об измерении изгиба бруса, то есть оструганного с четырех сторон ствола дерева, в плоскости изгиба во время процесса изготовления пиломатериала из бревна, чтобы учитывать этот изгиб при ведении пропила в последующем процессе пиления.
Рабочие процессы при изготовлении пиломатериала из бревна при этом схематически отображены на фиг.1, причем показывается поперечное сечение обработанной заготовки после каждой обрабатывающей операции.
На фиг.1 прежде всего показан поперечный разрез бревна В.О, которое направляется в перпендикулярном плоскости рисунка направлении через первый, обозначаемый как стружечный станок Sp1 обрабатывающий инструмент. Стружечный станок Sp1 снимает при этом стружку на двух противоположных сторонах и таким образом создает заготовку B.1 с двумя плоскопараллельными поверхностями. После этого она поворачивается на 90° и подается в показанный на фиг.1b второй стружечный станок Sp2, который снимает стружку на двух других сторонах, чтобы удалить обзол.
Сначала грубо определенный на бревне B.О изгиб учитывается уже при обработке стружечными станками Sp1, Sp2 и именно таким образом, что в бревне с односторонней кривизной сначала создаются две первых плоскопараллельных, следовательно, не имеющих изгиба, поверхности при обработке стружечным станком S.1 параллельно плоскости изгиба, а затем заготовка В.1 пропускается через стружечный станок S.2 по ходу дуговидной, следующей по заранее определенной линии изгиба кривой, так что появляются две вторых параллельных, но имеющих изгиб поверхности.
Результатом обработки является имеющий изгиб брус с поперечным сечением B.2.
Брус В.2 имеет четыре оструганные поверхности, но по сторонам кромок у него, однако, еще имеются кромки с обзолом, которые теперь удаляются на последующих этапах обработки перед заключительным пилением.
Для этого брус В.2 теперь снова поворачивается и фрезеруется на кромках отображенным на фиг.1 с фрезерным станком. В последующем он пилится показанной на фиг.1d пилой S1. Пила S1 производит два боковых пропила, которые проходят точно в глубине показанных на фиг.1 с фрезерных врезов, так что отделяются две первых, не имеющих обзола боковых доски. Поскольку обработка, отображенная на фиг.1c и 1d опять-таки, как и на фиг.1а, происходит в параллельных плоскости изгиба плоскостях, ведение разреза может происходить при этом без учета изгиба.
Остающийся брус B.3 по профилю стал теперь несколько уже, но все еще имеет остатки обзолов. Для удаления их брус B.3 снова поворачивается и пропускается через показанный на фиг.1е фрезерный станок F2. Станок производит фрезерные врезы вдоль ребер бруса B.3 и удаляет таким образом оставшиеся обзолы. В последующем брус пилится пилой S2, которая из оструганного и фрезерованного бруса B.3 производит отдельные пиленые материалы. В области исполненных перед этим фрезерных врезов образуются, как видно на фиг.1е, снова две несколько более узкие боковые доски. Пилой S2 (как, впрочем, и пилой S1) может быть, например, двухвальная дисковая пила.
Существенно при этом, что при ведении разреза изгиб бруса B.3 учитывается таким образом, что брус пропускается через пилу S2 по дуге вдоль линии его изгиба или при активном врезании по дуговой траектории полотна пилы S2 соответствующим образом позиционируются и направляются со следованием по дуговой траектории. Точное знание линии изгиба бруса B.3, поэтому, имеет особое значение.
В общем, для того чтобы выдерживать требуемые допуски на изготовление, начального, проведенного на бревне определения изгиба недостаточно, поэтому после обработки снятием стружки и перед заключительным пилением проводится повторное измерение для точного определения кривой изгиба, какой она стала после снятия стружки.
Такое измерение схематически показано на фиг.2. На ней виден участок произведенного из бревна полуфабриката 1 (брус), на который воздействует измерительное устройство 2, когда брус перемещается на транспортере 3 в указываемом стрелкой A направлении.
В известных способах упомянутого вначале вида определение изгиба происходило путем измерения бруса 1 как целого, в результате прохождения им измерительной плоскости 2. Это требует того, чтобы брус 1 во время измерения не совершал никакого движения относительно направления A транспортирования или измерения, так как нельзя определить различия между изменением удаления по причине изгиба и изменением удаления по причине относительного движения. Для этого необходима монтажная длина измерительного устройства, которая равна удвоенной длине бруса, составляющей, как правило, 6 м. Путем использования нескольких измерительных плоскостей, каждая из которых измеряет частичный участок бруса, необходимая измерительная длина, хотя и может уменьшаться, однако и в данном случае должно соблюдаться требование, чтобы брус во время измерения не мог двигаться относительно направления транспортирования. Это исключает любые обрабатывающие операции во время измерения.
Изобретение теперь предлагает комбинировать измерительное устройство с (частичным) обрабатывающим агрегатом для изготовления или обработки оструганного с четырех сторон бруса таким образом и в направлении A транспортирования размещать за обрабатывающим агрегатом так близко, что в направлении A транспортирования на переднем конце полуфабриката 1 уже производится измерение, в то время как на заднем конце полуфабриката 1 еще происходит обработка обрабатывающим агрегатом.
Поскольку, в частности, из-за пропускания бруса 1 через обрабатывающий агрегат по дуге, самое позднее, однако, когда он покидает относящиеся к расположенному впереди обрабатывающему агрегату транспортирующие вальцы, брус 1 совершает движение относительно направления A транспортирования, способ измерения должен соответствующим образом учитывать это и быть устойчивым к такого рода, в частности, к резким, относительным движениям во время измерения.
Это достигается за счет того, что предусмотрены соответствующие датчики (сенсоры), по меньшей мере, для трех расположенных друг за другом измерительных плоскостей, посредством которых осуществляется одновременная регистрация измерительных данных во всех трех измерительных плоскостях. На основании серии полученных таким образом измерительных данных при знании соответственно пройденных брусом 1 между отдельными измерениями участков пути в результате обработки и комбинирования измерительных данных во времени следующих друг за другом отдельных измерений может определяться точная форма изгиба.
Конструкция из обрабатывающего агрегата и измерительного устройства схематически показана на фиг.3. На ней изображено продольное сечение через полуфабрикат 1 из фиг.1, который подается транспортирующим агрегатом 5 в направлении A транспортирования через обрабатывающий агрегат 4, результат работы которого виден при сравнении поперечного сечения В.1 ствола 1 дерева перед обрабатывающим агрегатом 4 с поперечным сечением В.2 ствола 1 дерева после обрабатывающего агрегата 4, и в последующем проходит измерительное устройство 6, как на фиг.2, которое согласно изобретению включает в себя, по меньшей мере, три расположенных друг за другом измерительных плоскости a, b и c.
Под обрабатывающим агрегатом 4 подразумевается соответствующее стружечному станку Sp2 из фиг.1 обрабатывающий агрегат, посредством которого из ствола дерева с двумя оструганными сторонами, как показано в поперечном сечении В.1, изготавливается брус с четырьмя оструганными сторонами, как это изображено в поперечном сечении B.2.
Брус 1 посредством транспортирующих вальцов 5 передвигается через обрабатывающий агрегат 4 и затем у измерительного устройства 6 в направлении A транспортирования. Правда, подача бруса 1 через обрабатывающий агрегат 4 происходит по дуге вдоль грубо определенной до этого линии изгиба исходного ствола дерева, так что брус 1 при прохождении измерительного устройства (2). не совершает чисто поступательного движения в направлении A транспортирования, а дополнительно к нему совершает относительное движение. Как только брус 1 своей передней частью оказывается в области измерительного устройства 6, он больше уже не ведется в плоскости изгиба.
Изгиб бруса 1 находится, как видно из фиг.3, в плоскости чертежа, в которой происходит также измерение. Само измерение осуществляется посредством простого датчика 6 удаления, который может быть выполнен, например, в виде лазерного измерителя удаления для оптического измерения дальности интерференционным способом. Само собой разумеется, что в данном случае могут применяться также и другие способы измерения, такие как лазерная триангуляция, способ измерения времени пробега радаром удаления и др., причем выбор подходящего способа измерения зависит от требуемой точности измерения.
Результативность измерения улучшается при проведении замеров по обработанной поверхности, а именно ортогональной к плоскости изгиба оструганной стороны бруса 1. Таким образом, измерению подлежит имеющая изгиб, но, в остальном, ровная поверхность, поэтому нет необходимости учитывать неровные формы поверхности.
В то время как теперь брус 1 перемещается мимо измерительного устройства 6, во временной последовательности проводится серия отдельных измерений, причем каждое отдельное измерение дает три показателя удаления в измерительных плоскостях a, b и c. Временные промежутки между отдельными измерениями выбираются такими, чтобы каждый раз измерялась область перекрытия на измеренном в предшествующем измерении участке бруса 1. На основе трех показателей удаления каждого отдельного измерения может быть построен участок дуги или многоугольник. При известной подаче бруса 1 эти участки дуги или многоугольники в процессе обработки данных могут затем расчетным способом так перемещаться и приставляться друг к другу («присоединяться друг к другу»), что образуется сплошная линия изгиба бруса 1. Таким образом компенсируются возможные относительные перемещения участков дуги между отдельными измерениями.
Схематически для трех измерений это показано на фиг.4. Каждое из трех отдельных измерений охватывает три измерительных точки, которые показывают кратчайшее удаление подлежащего измерению частичного участка боковой поверхности бруса 1 от соответствующего датчика в соотносимой измерительной плоскости a, b, c.Через эти три измерительных точки каждого измерения может прокладываться участок дуги B1, B2, B3. Такой участок дуги может, например, математически, не ограничивая этим изобретение, приближаться полиномом второго порядка (т.е. параболой).
Полученные таким путем отдельные участки дуги B1, B2, B3 перемещаются теперь с известной подачей бруса в направлении А транспортирования. Перемещенные таким образом участки дуги имеют область перекрытия, в которой участки дуги B1, B2, B3 могут подгоняться друг к другу путем поворачивания и перемещения перпендикулярно направлению A транспортирования. Соответствующие математические способы подгонки для подгонки кривых, к примеру, способ наименьших квадратичных погрешностей Гаусса, способ Чебышева или аналогичные способы, а также их применение в программируемой установке для обработки данных известны специалисту сами по себе. Из сдвинутых друг с другом отдельных участков дуги B1, B2, B3 образуется линия В изгиба, которая отражает форму изгиба бруса в плоскости изгиба. В рамках настоящего изобретения, поэтому, находится также соответствующий блок обработки данных, предпочтительно в форме соответствующим образом запрограммированной установки для переработки данных, которая проводит оценку измерительных данных описанным методом.
Развитие осуществления заключается в том, что не только определяется кратчайшее удаление, но и проводится оптическое зондирование в вертикальном направлении вдоль соответствующих измерительных плоскостей a, b, c. В результате этого получается показанный на фиг.5 профиль площадей перекрытия в форме отдельных скан-линий SL. По области обработанной, плоской боковой поверхности SF можно брать среднее значение, чтобы определить показатель удаления для расчета линии изгиба, в то время как в области ребер, которую более значительными отклонениями можно отличить от ожидаемой, имеющей изгиб, но, впрочем, плоской боковой поверхности SF форма оставшейся на брусе 1 кромки с обзолом становится очевидной.
Если на обеих сторонах транспортера 3 предусмотрено соответствующее измерительное устройство для определения формы кромок с обзолом с обеих сторон, то результаты измерения могут учитываться с получением преимущества при выполнении последующих технологических операций фрезерования и пиления.
По сравнению с прежним принципом измерения посредством соответствующей изобретению конструкции может достигаться значительное уменьшение необходимой длины установки. Удаление между отдельными измерительными плоскостями a, b, c может в каждой из областей находиться в диапазоне от 400 до 1000 мм, так что для всего измерительного устройства по длине достаточно лишь от 800 до 2000 мм. Измерения могут проводиться, например, через каждые 10 см участка пути, так что получается достаточно густая сеть измерительных точек - примерно 50-60 отдельных измерений для каждого бруса - и, тем самым, высокая точность при определении линии изгиба.
Участок пути, который используется для обработки измерительных данных, может определяться непосредственно или с помощью измерительного устройства или же в интегрированном в расположенный впереди обрабатывающий агрегат датчике перемещения, например датчике угловых перемещений на транспортирующем вальце, или вычисляться на основе известной (или определенной) скорости подачи и разницы по времени между двумя отдельными измерениями.
Применение указанных трех измерительных плоскостей и последующей обработки данных дает, тем самым, возможность компенсации горизонтальных движений во время процесса измерения, поэтому становится возможным регистрирование точного контура изгиба еще во время обработки бруса.
Кроме того, достигается более высокая точность измерения при определении линии изгиба, поскольку непреднамеренные вертикальные движения вследствие, например, транспортных переходов, которые могли бы исказить линию изгиба при использовании прежних методов, в данном случае больше не оказывают влияния на результаты измерения.
Соответствующее изобретению измерительное устройство, которое было описано в примере осуществления комбинированным с обрабатывающим агрегатом для бруса обеспечивающим преимущество способом, может, конечно, применяться также само по себе для измерения кривизны изготовленного из бревна полуфабриката, по меньшей мере, с одной оструганной стороной. Измерительное устройство может также комбинироваться с другими обрабатывающими агрегатами, прежде всего, для стружкоснимающей обработки древесины, например фрезерования, пиления, строгания или им подобной.
Определенная соответствующим изобретению способом форма изгиба переднего, уже измеренного конца бруса может применяться уже для обработки в последующей обрабатывающей машине, в то время как задний конец ствола еще лишь обрабатывается.
Поэтому можно также соответствующее изобретению измерительное устройство интегрировать перед последующей обрабатывающей машиной - как, к примеру, фрезой на фиг.1, и именно таким образом, что при транспортировании бруса через измерительное устройство на заднем в направлении транспортирования конце бруса еще производится измерение, в то время как на переднем конце бруса уже происходит обработка последующим обрабатывающим агрегатом.
Группа изобретений относится к деревообрабатывающей промышленности, в частности к обработке полуфабрикатов из бревен. Устройство содержит обрабатывающий агрегат, измерительное устройство и транспортирующий агрегат. Измерительное устройство имеет, по меньшей мере, три расположенные друг за другом измерительные плоскости. Измерительное устройство в направлении транспортирования может быть расположено позади обрабатывающего агрегата так, что при транспортировании полуфабриката через измерительное устройство на переднем в направлении транспортирования конце полуфабриката уже производится измерение, в то время как на заднем конце полуфабриката еще происходит обработка обрабатывающим агрегатом. Измерительное устройство в направлении транспортирования может быть расположено перед обрабатывающим агрегатом так, что при транспортировании полуфабриката через измерительное устройство на заднем в направлении транспортирования конце полуфабриката еще производится измерение, в то время как на переднем конце полуфабриката уже осуществляется обработка обрабатывающим агрегатом. Повышается точность определения изгиба бруса. 2 н. и 13 з.п. ф-лы, 5 ил.
1. Устройство для определения изгиба полуфабриката из бревна при его обработке, включающее в себя обрабатывающий агрегат (4) для изготовления или обработки созданного из бревна, оструганного с четырех сторон полуфабриката (1), измерительное устройство для определения изгиба полуфабриката (1) в плоскости изгиба, а также транспортирующий агрегат (5) для транспортирования полуфабриката (1) через измерительное устройство (6) в направлении (А) транспортирования, отличающееся тем, что измерительное устройство (6) имеет, по меньшей мере, три расположенные друг за другом измерительные плоскости (a, b, c) и измерительное устройство (6) в направлении (А) транспортирования расположено позади обрабатывающего агрегата (4) так близко, что при транспортировании полуфабриката (1) через измерительное устройство (6) на переднем в направлении (А) транспортирования конце полуфабриката (1) уже производится измерение, в то время как на заднем конце полуфабриката еще происходит обработка обрабатывающим агрегатом (4), или измерительное устройство (6) в направлении (А) транспортирования расположено перед обрабатывающим агрегатом (4) так близко, что при транспортировании полуфабриката (1) через измерительное устройство (6) на заднем в направлении (А) транспортирования конце полуфабриката (1) еще производится измерение, в то время как на переднем конце полуфабриката уже осуществляется обработка обрабатывающим агрегатом (4).
2. Устройство по п. 1, отличающееся тем, что предусмотрен, по меньшей мере, один датчик перемещения, выполненный с возможностью измерения пройденных полуфабрикатом (1) при его транспортировании участков пути.
3. Устройство по п. 1, отличающееся тем, что измерительное устройство (2) выполнено с возможностью взаимодействия с транспортирующим агрегатом (5) таким образом, что полуфабрикат (1) при прохождении измерительного устройства (2) не совершает чисто поступательного движения в направлении (А) транспортирования.
4. Устройство по любому из пп. 1-3, отличающееся тем, что измерительное устройство (6) имеет датчики для каждой из трех измерительных плоскостей (a, b, c), выполненные с возможностью взаимодействия таким образом, что во всех трех измерительных плоскостях происходит одновременная регистрация данных.
5. Устройство по п. 4, отличающееся тем, что имеется соединенный с измерительным устройством (6) блок обработки данных, выполненный с возможностью по измерительным данным серии во времени следующих друг за другом отдельных измерений и соответственно пройденным полуфабрикатом (1) участкам пути между двумя отдельными измерениями определения формы изгиба полуфабриката (1).
6. Устройство по любому из пп. 1-3, отличающееся тем, что измерительное устройство (6) взаимодействует с транспортирующим агрегатом (5) и обрабатывающим агрегатом (4) таким образом, что полуфабрикат (1), как только он своей передней частью окажется в области измерительного устройства (6), больше не направляется в плоскости изгиба.
7. Устройство по любому из пп. 1-3, отличающееся тем, что удаление измерительных плоскостей (a, b, c) друг от друга составляет от 400 до 1000 мм.
8. Устройство по любому из пунктов 1-3, отличающееся тем, что измерительное устройство (6) расположено таким образом, что измеряется перпендикулярная к плоскости изгиба оструганная боковая поверхность полуфабриката (1).
9. Устройство по любому из пп. 1-3, отличающееся тем, что измерительное устройство выполнено с возможностью осуществления оптического сканирования в вертикальном направлении вдоль соответствующих измерительных плоскостей (a, b, c), чтобы дополнительно к изгибу определять профиль кромок с обзолом.
10. Способ определения изгиба изготовленного из бревна, оструганного с четырех сторон полуфабриката (1), в котором полуфабрикат (1) транспортируют в направлении (А) транспортирования через обрабатывающий агрегат (4) для производства полуфабриката (1) и далее через измерительное устройство (6) для определения изгиба полуфабриката в плоскости изгиба, отличающийся тем, что измерительное устройство (6) снабжают, по меньшей мере, тремя расположенными друг за другом измерительными плоскостями (a, b, c) и в направлении (А) транспортирования располагают позади обрабатывающего агрегата (4) так близко, что при транспортировании полуфабриката (1) через измерительное устройство (6) на переднем в направлении (А) транспортирования конце полуфабриката (1) уже производят измерение, в то время как на заднем конце полуфабриката еще осуществляют обработку обрабатывающим агрегатом (4), или измерительное устройство (6) располагают перед обрабатывающим агрегатом (4) так близко, что при транспортировании полуфабриката (1) через измерительное устройство (6) на заднем в направлении (А) транспортирования конце полуфабриката (1) еще производят измерение, в то время как на переднем конце полуфабриката уже осуществляют обработку обрабатывающим агрегатом (4).
11. Способ по п. 10, в котором измеряют пройденные полуфабрикатом (1) при его транспортировании участки пути.
12. Способ по п. 10 или 11, в котором посредством датчиков для каждой из трех измерительных плоскостей (a, b, c) осуществляют одновременную регистрацию измерительных данных во всех трех измерительных областях (a, b, c).
13. Способ по п. 12, в котором на основании измерительных данных серии следующих друг за другом во времени отдельных измерений и соответственно пройденных полуфабрикатом (1) между двумя отдельными измерениями участков пути определяют форму изгиба полуфабриката (1).
14. Способ по п. 10 или 11, в котором полуфабрикат (1) при прохождении измерительного устройства (6) направляют так, что он не совершает чисто поступательного движения.
15. Способ по п. 10 или 11, в котором полуфабрикат (1), как только он окажется своей передней частью в области измерительного устройства (6), в плоскости изгиба больше не направляют.
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |
| СПОСОБ РАСКРЯЖЕВКИ СТВОЛОВ ДЕРЕВЬЕВ НА СОРТИМЕНТЫ НА УСТАНОВКАХ С ПРОДОЛЬНОЙ ПОДАЧЕЙ | 1987 |
|
RU2026164C1 |
| Способ настройки постава пил на размеры пиломатериалов | 1986 |
|
SU1355489A1 |
| DE 4191940 C2, 05.06.1997 | |||
| US 7108030 B1, 19.09.2006. | |||

