Изобретение относится к области станкостроения, к обработке металлов резанием, а именно к устройствам для очистки режущей поверхности абразивных инструментов.
Известно устройство для очистки режущей поверхности абразивных инструментов, содержащее ультразвуковой вибратор с концентратором, эквидистантный ему кожух и связанную с его полостью систему подачи смазочно-охлаждающей жидкости, при этом в стенке кожуха по всему периметру выполнена торцовая полость, связанная с системой подачи смазочно-охлаждающей жидкости [1].
Недостатком известного устройства является то, что его конструкция не обеспечивает качественную очистку абразивного инструмента с аксиально смещенным режущим слоем, последний получают путем установки кругов под острым углом к плоскости, перпендикулярной оси вращения.
Задача изобретения - обеспечение качественной очистки кругов с аксиально смещенным режущим слоем и неравномерным распределением загрязненной поверхности вдоль синусоидальной образующей инструмента.
Поставленная задача решается с помощью устройства для очистки режущей поверхности абразивных инструментов, содержащего вибратор с концентратором, кожух и связанную с его полостью систему подачи смазочно-охлаждающей технологической смеси (СОТС), причем оно снабжено цилиндром и металлорезиновым рукавом с патрубками для подачи СОТС, при этом в качестве вибратора использован гидроударник, а концентратор выполнен в виде поршня, расположенного в цилиндре, соединенном посредством металлорезинового рукава с кожухом, выполненным подвижным для очистки гидроударом абразивного инструмента с аксиально смещенной режущей поверхностью.
Кроме того, абразивный инструмент для обеспечения аксиально смещенной режущей поверхности установлен под острым углом к плоскости, перпендикулярной его продольной оси вращения, посредством втулки с буртиком, имеющей внутренний косой торец и коническое посадочное отверстие, расположенных под упомянутым острым углом двух подшипниковых опор, между которыми размещен абразивный инструмент, втулки с косым торцом и гайки, а кожух закреплен на подшипниковых опорах посредством боковин.
Конструкция предлагаемого устройства для очистки гидроударом аксиально смещенной режущей поверхности абразивных инструментов поясняется чертежами.
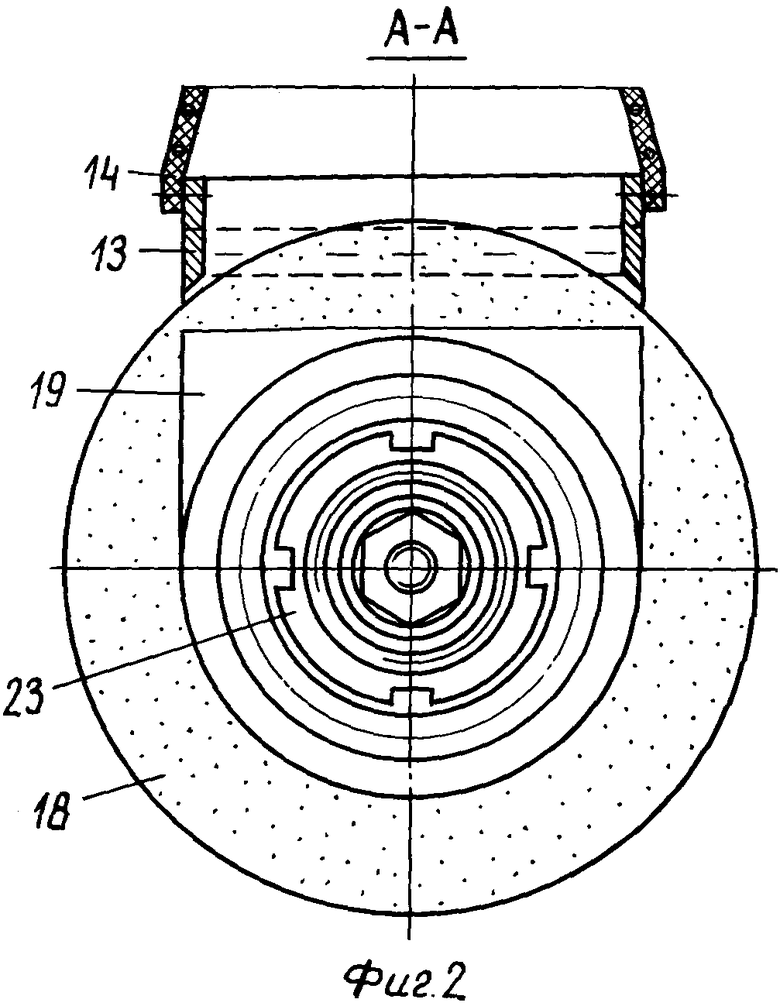
На фиг.1 изображено предлагаемое устройство, общий вид; на фиг.2 - сечение А-А на фиг.1.
Устройство состоит из импульсного гидравлического привода (гидроударника) 1 с концентратором 2.
Гидроударник [2] со штоком 3 образуют камеру А1 обратного хода, которая соединена с напорной магистралью, а также тормозную камеру G. Поршень 4 отделяет камеру В, заполненную газом, от гидравлической камеры, сообщающейся с напорной магистралью. Плунжер 8, имеющий проточку F, образует с корпусом камеру С рабочего хода, сообщающуюся последовательно с напорной и сливной магистралями посредством золотника 6, перемещаемого плунжерами 5 и 7, образующими с корпусом камеры управления D и возврата Е.
В исходном положении рабочая жидкость поступает из напорной магистрали через проточку F на плунжере 8 в камеру управления D, золотник 6 переключается, так как площадь плунжера управления 5 больше площади плунжера возврата 7, и камера С рабочего хода сообщается со сливной магистралью. Камера А1 соединена с напорной магистралью, но обратный ход штока не происходит, так как кольцевой выступ на штоке остается в тормозной камере G.
Пружины 9 перемещают концентратор 2 со штоком 3 вверх (согласно фиг.1), который выходит из тормозной камеры G. Дальнейший обратный ход штока будет осуществляться под действием жидкости, поступающей в камеру А1.
В период переключения золотника и обратного хода штока происходит накопление жидкости в гидропневмоаккумуляторе напорной магистрали. При завершении обратного хода штока проточка F на плунжере 8 соединит камеру управления D со сливной магистралью и золотник 6 переключится под действием плунжера возврата 7 и сообщит камеру рабочего хода с напорной магистралью. Плунжер 8 и шток 3 под действием жидкости, поступающей в камеру С рабочего хода, ускоренно перемещается в сторону концентратора 2. В начальной стадии движения, при низкой скорости штока, часть жидкости продолжает поступать от насоса в гидропневмоаккумулятор, сжимая в нем газ. С увеличением скорости штока растет потребление рабочей жидкости и при некоторой скорости штока станет равной расходу жидкости, поступающей из напорной магистрали, в этот момент давление жидкости достигает максимального значения за рабочий цикл. При дальнейшем увеличении скорости штока величина потребления превосходит подачу жидкости в камеру из напорной магистрали. Вследствие этого давление жидкости в камере и напорной магистрали падает.
При понижении давления жидкости в напорной магистрали начинает работать гидропневмоаккумулятор - под действием газа жидкость из его камеры вытесняется в напорную магистраль. Дополнительная подача жидкости из гидропневмоаккумулятора частично покрывает потребление жидкости на больших скоростях штока и предотвращает резкое падение давления жидкости в напорной магистрали и камере рабочего хода. Рабочий ход штока 3 завершается ударом концентратора 2 по СОТС, находящейся под ним.
При соударении концентратора с СОТС проточка сообщает камеру управления D с напорной магистралью, золотник 6 перемещается и соединяет камеру С рабочего хода со сливной магистралью. Одновременно с переключением золотника шток 3 завершает по инерции ход совместно с концентратором 2. В период совместного движения штока и концентратора кинетическая энергия, накопленная штоком, передается через концентратор рабочей жидкости, находящейся в зоне очистки, в виде импульса силы, вызывая кавитацию и воздействуя на режущую поверхность абразивного инструмента.
Концентратор со штоком перемещается с большой скоростью, и шток входит в тормозную камеру G, дросселирует через кольцевой зазор между штоком и корпусом жидкость, отсеченную в полости, обеспечивая плавное торможение штока. Гашение скорости исключает удары по корпусу, а следовательно, его деформацию и повреждения.
Концентратор 2, находясь в цилиндре 10, постоянно стремится занять верхнее положение (согласно фиг.1) под действием пружин 9, которые закреплены на осях 11.
Цилиндр 10 через резиновые прокладки 12 жестко соединен с корпусом 1 гидроударника.
Подвижный кожух 13 соединен с цилиндром 10 концентратора 2 посредством металлорезинового рукава 14 с помощью кольца 15 и хомута (не показан). Для подвода рабочей жидкости под концентратор в зону очистки в рукаве размещены штуцера 16 и 17, связанные с системой подачи СОТС (не показана) гофрированными патрубками.
Так как зона контакта абразивного инструмента 18 с заготовкой осциллирует благодаря аксиально смещенному режущему слою, необходимо в такт осцилляции круга перемещать и кожух 13.
Крепление и привод подвижного кожуха 13 осуществляется с помощью боковин 19, которые закреплены на подшипниковых опорах 20. Последние установлены под острым углом α к плоскости, перпендикулярной продольной оси вращения абразивного инструмента с аксиально смещенным режущим слоем.
По мере износа абразивного инструмента и уменьшения его диаметра имеется возможность радиального перемещения кожуха 13 по боковинам 19 с целью установления минимально заданного зазора между кожухом и абразивным инструментом для поддержания требуемого рабочего давления жидкости в зоне очистки.
Крепление абразивного инструмента 18 с обеспечением аксиально смещенного режущего слоя осуществляется под острым углом α к плоскости, перпендикулярной оси вращения, с помощью втулки 21 с буртиком с внутренним косым торцом, которая имеет коническое посадочное отверстие, сопрягаемое со шпинделем 22 станка.
На втулке 21 устанавливаются две подшипниковые опоры 20, между которыми через картонные прокладки закреплен абразивный инструмент 18 с помощью гайки 23 и проставочной втулки 24 с косым под углом α торцом.
Устройство работает следующим образом.
Между режущей поверхностью абразивного инструмента 18 и рабочим торцом концентратора 2 устанавливается исходя из конструктивных возможностей минимальное расстояние. В образованную таким образом камеру из системы подачи СОТС (не показана) через штуцеры 16, 17 и гофрированные патрубки подается рабочая жидкость под давлением.
Давление масла, подаваемого гидронасосом (не показан) в систему гидроударника 1, преобразуется последним в механические колебания определенной частоты, амплитуда которых усиливается концентратором 2.
Под действием механических колебаний торца концентратора 2 рабочая жидкость, находящаяся в зоне очистки, кавитирует и воздействует на режущую поверхность абразивного инструмента 18. При этом в зоне очистки образуется акустическое излучение кавитации, которое поглощается демпфирующим металлорезиновым рукавом 14.
Создание малого содержания газа в рабочей жидкости, а также поддержание оптимального давления в зоне очистки создают условия усиленного эффекта кавитационной эрозии, что позволяет повысить эффективность очистки режущей поверхности абразивного инструмента с аксиально смещенным режущим слоем и пропитки поверхностных объемов порового пространства. Попавшая в поры абразивного инструмента СОТС под действием центробежной силы выбрасывается в виде мелких частиц, часть которых попадает в зону резания, активно воздействуя на процесс шлифования.
Таким образом, предлагаемое устройство обеспечивает:
- условия эрозионной кавитации, улучшающие очистку традиционного абразивного инструмента;
- усиленную пропитку абразивного инструмента СОТС;
- качественную очистку абразивного инструмента с аксиально смещенным режущим слоем и неравномерным распределением загрязненной поверхности вдоль синусоидальной образующей инструмента.
Источники информации
1. А. с. СССР 1298055, МКИ В 24 В 55/02. Устройство для очистки режущей поверхности абразивных инструментов. С.В.Мурашкин, Б.М. Левин и А.И. Глейзер. Заявка 3960485/31-08, заявл. 08.10.85, опуб. 23.03.87. Бюл. 11.
2. Ушаков Л.С., Котылев Ю.Е., Кравченко В.А. Гидравлические машины ударного действия. - М.: Машиностроение, 2000. С.128-130.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЧИСТКИ ГИДРОУДАРОМ АКСИАЛЬНО-СМЕЩЕННОЙ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2001 |
|
RU2191676C2 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ С ИСПОЛЬЗОВАНИЕМ ГИДРОУДАРА | 2001 |
|
RU2196039C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ С ИСПОЛЬЗОВАНИЕМ ГИДРОУДАРА ПРИ ШЛИФОВАНИИ | 2001 |
|
RU2190516C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРИ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКЕ | 2001 |
|
RU2185277C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ПРИ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКЕ | 2001 |
|
RU2185276C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187424C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187423C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192954C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192955C1 |
| УСТРОЙСТВО ДЛЯ НАПОРНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ | 2001 |
|
RU2196041C1 |
Изобретение относится к области станкостроения и может быть использовано при очистке аксиально смещенной режущей поверхности абразивных инструментов. Устройство содержит вибратор с концентратором, кожух и связанную с его полостью систему подачи смазочно-охлаждающей технологической смеси (СОТС). В качестве вибратора использован гидроударник. Концентратор выполнен в виде поршня, размещенного в цилиндре. Последний соединен с подвижным кожухом металлорезиновым рукавом с патрубками для подачи СОТС. Аксиально смещенная режущая поверхность абразивного инструмента получена путем установки его под острым углом к плоскости, перпендикулярной продольной оси вращения, с помощью втулки с буртиком с внутренним косым торцом, которая имеет коническое посадочное отверстие, двух подшипниковых опор, между которыми установлен абразивный инструмент, втулки с косым торцом и гайки. Кожух закреплен посредством боковин на подшипниковых опорах, что способствует его перемещению в такт осцилляции инструмента. Такая конструкция обеспечивает качественную очистку абразивного инструмента с аксиально смещенным режущим слоем за счет эрозионной кавитации. 2 з.п. ф-лы, 2 ил.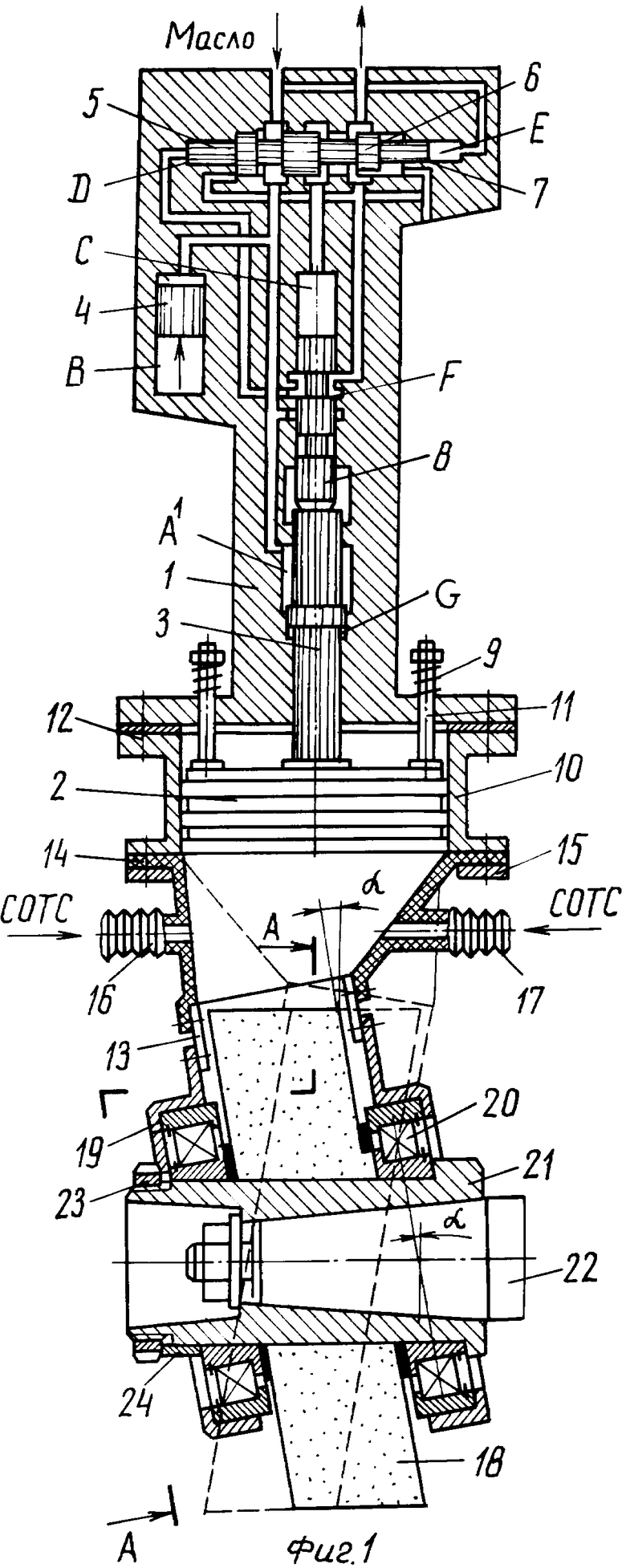
| Устройство для очистки режущей поверхности абразивных инструментов | 1985 |
|
SU1298055A1 |
| Устройство для пропитки и очистки шлифовального круга смазочно-охлаждающей жидкостью | 1981 |
|
SU990485A1 |
| Способ очистки и пропитки рабочей поверхности шлифовального круга смазочно-охлаждающей жидкостью | 1989 |
|
SU1646819A1 |
| SU 1222519 A, 07.04.1986 | |||
| DE 3611937 A1, 22.10.1987. | |||
