Изобретение относится к станкостроению и к обработке материалов резанием, а именно к способам подачи смазочно-охлаждающей технологической смеси (СОТС) в зону шлифования.
Известен способ охлаждения СОТС, подаваемой через сопло на торец абразивного круга, который размещен на шпинделе под углом α к плоскости вращения с образованием аксиально-смещенного режущего слоя, при этом на торце круга со стороны сопла выполнен круговой паз, протяженность которого определена условием равного времени нахождения сопла в этом пазу и вне его, а в указанном пазу выполнены сквозные конические отверстия, наклоненные под углом 2α к торцу круга и предназначенные для подачи СОТС к противоположному от сопла торцу [1].
Недостатками известного способа являются сложность и трудоемкость изготовления специального абразивного круга (с пазом и коническими отверстиями, которые снижают механическую прочность) с большим дисбалансом, требующим тщательного уравновешивания и балансировки, при этом невозможность применения для традиционного шлифования стандартными кругами. Все это снижает производительность и качество обработки, увеличивает ее себестоимсть.
Наиболее близким прототипом является известный способ подачи СОТС в зону шлифования кругом с аксиально-смещенным режущим слоем и торцами, наклоненными под некоторым острым углом к плоскости, перпендикулярной оси вращения, при этом круг изолируют от влияния воздушных потоков, для чего защитный кожух круга заполняют легким легкоразрушающимся материалом в виде пористой губки, неподвижно прикрепленной к кожуху посредством неподвижных легкоразрушающихся дисков и подвижно сопряженной с торцами круга через легкоразрушающиеся подвижные диски с отверстиями, опирающиеся на торцы круга посредством упорных подшипников, кроме того, СОТС подают в зону шлифования детали, а также в зазоры между торцами круга и подвижными дисками через дополнительные гофрированные сопла с отверстиями по периферии, прикрепленные к подвижным дискам, обеспечивающим дополнительное попеременно с каждого торца впрыскивание СОТС на бегущую в продольном направлении зону шлифования при каждом обороте круга [2].
Недостатками известного способа подачи СОТС являются сложность и трудоемкость изготовления, сборки и наладки специального кожуха абразивного круга, одноразовость использования неподвижных и подвижных дисков, пористой поролоновой губки, поры которой засоряются и закупориваются шламом, попадающим в СОТС, и невозможность применения для традиционного шлифования. Все это снижает производительность и качество обработки, увеличивает ее себестоимость.
Задача изобретения - повышение стойкости стандартного абразивного инструмента и с аксиально-смещенным режущим слоем, эффективности охлаждения и снижение температуры абразивной обработки за счет увеличения потока СОТС и сообщения ему гидроудара и синхронизации продольных возвратно-поступательных движений сопла и зоны резания.
Поставленная задача решается применением предлагаемого способа подачи смазочно-охлаждающей технологической смеси (СОТС) в зону шлифования, включающего подачу СОТС через сопло на осциллирующий торец шлифовального круга с аксиально-смещенным режущим слоем и торцами, наклонными под острым углом α к плоскости, перпендикулярной оси вращения, при этом осуществляют пробивание воздушного аэродинамического потока от шлифовального круга, для чего СОТС подают впрыскиванием гидроударом, который формируют гидроударником с концентратором.
Кроме того, соплу сообщают продольно-возвратные движения синхронно осциллирующим перемещениям торца и зоны резания шлифовального круга посредством боковины, закрепленной на подшипниковой опоре шлифовального круга под углом α к плоскости, перпендикулярной оси шпинделя.
Предлагаемый способ подачи СОТС с использованием гидроудара в зону шлифования кругом с аксиально-смещенным режущим слоем и торцами, наклонными под некоторым острым углом к плоскости, перпендикулярной оси вращения, поясняется чертежами.
На фиг. 1 представлено устройство для реализации предлагаемого способа, вид сбоку, продольный разрез; на фиг.2 - разрез по А-А на фиг.1; на фиг.3 - разрез по Б-Б на фиг.1; на фиг.4 - принципиальная схема гидроударника.
Способ подачи СОТС с использованием гидроудара в зону шлифования кругом с аксиально-смещенным режущим слоем и торцами, наклонными под некоторым острым углом к плоскости, перпендикулярной оси вращения, реализуется с помощью устройства, которое состоит из следующих узлов: узла подвижного крепления сопла и узла, создающего гидроудар, которые соединены гофрированным металлорезиновым патрубком.
Узел подвижного крепления сопла (фиг.1, 2, 3) устроен следующим образом. Так как алмазно-абразивный инструмент 1 установлен под углом α к плоскости, перпендикулярной оси вращения, с целью получения аксиально-смещенного режущего слоя, который обеспечивает снижение температуры в зоне обработки, то его крепление осуществляется с помощью втулки 2 с буртиком, имеющей коническое посадочное отверстие, сопрягаемое со шпинделем 3 станка.
На втулке 2 устанавливаются одна или две подшипниковые опоры 4 в зависимости от того с одного или двух торцов размещены сопла, между которыми через картонные прокладки закреплен абразивный инструмент 1 с помощью гайки 5 и двух проставочных втулок 6 с косым под углом α торцом.
Крепление и привод подвижного сопла 7 осуществляется с помощью боковины 8, которая закреплена на подшипниковой опоре 4 под острым углом α к плоскости, перпендикулярной продольной оси вращения абразивного инструмента с аксиально-смещенным режущим слоем. Боковина 8 соединена с соплом 7 с помощью планки 9. При малых углах наклона (α<3o) и небольших размерах круга (Dкр<300 мм) сопло 7 крепят на планке 9 (см. фиг.1, сопло справа) неподвижно.
По мере износа абразивного инструмента и уменьшения его диаметра имеется возможность радиального перемещения сопла 7 с планкой 9 по боковине 8.
Подвижное в продольном направлении крепление сопла 7 на подшипниковой опоре 4 требует подвижного соединения с устройством подачи СОТС, которое осуществляется с помощью патрубка 10.
В колеблющееся в такт осциллирующей зоны резания и торца круга сопло 7 подается СОТС через гофрированный металлорезиновый патрубок 10. Усиленный металлической оплеткой гофрированный патрубок 10 должен обладать высокой механической прочностью и эластичностью, в виду того, что СОТС поступает под импульсным давлением и проходит камеру гидроударника.
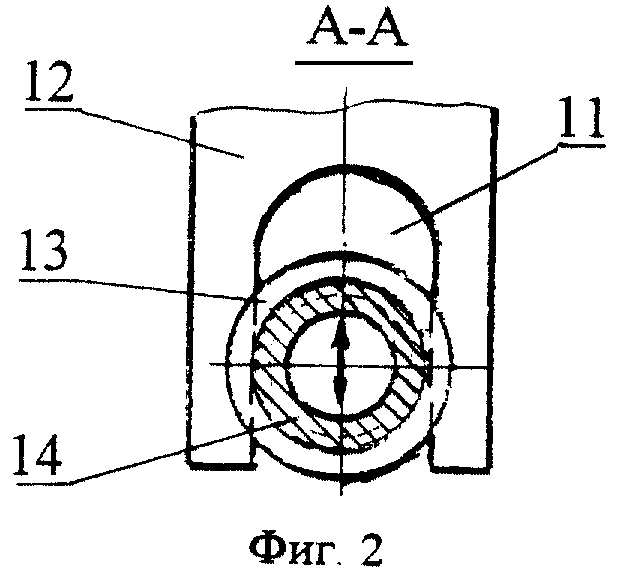
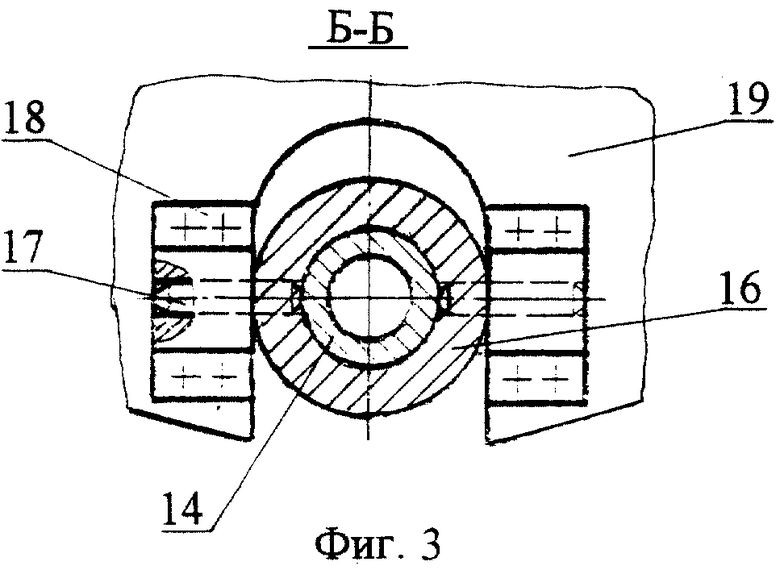
При больших углах наклона и диаметре круга необходимо подвижное соединение сопла с патрубком, которое может быть выполнено следующим образом (см. фиг.1, сопло слева). В пазу 11 планки 12 с помощью кольца 13 сопло 14 устанавливается подвижно и имеет возможность смещения вверх, вниз относительно планки 12 (согласно фиг.2). Гофрированный патрубок 15 с наконечником 16 шарнирно с помощью осей 17 и кронштейнов 18 крепится к планке 19, которая установлена на неподвижном кожухе 20 (см. фиг.3). При этом сопло 14 и наконечник 16 представляют собой телескопическое подвижное в продольном направлении соединение.
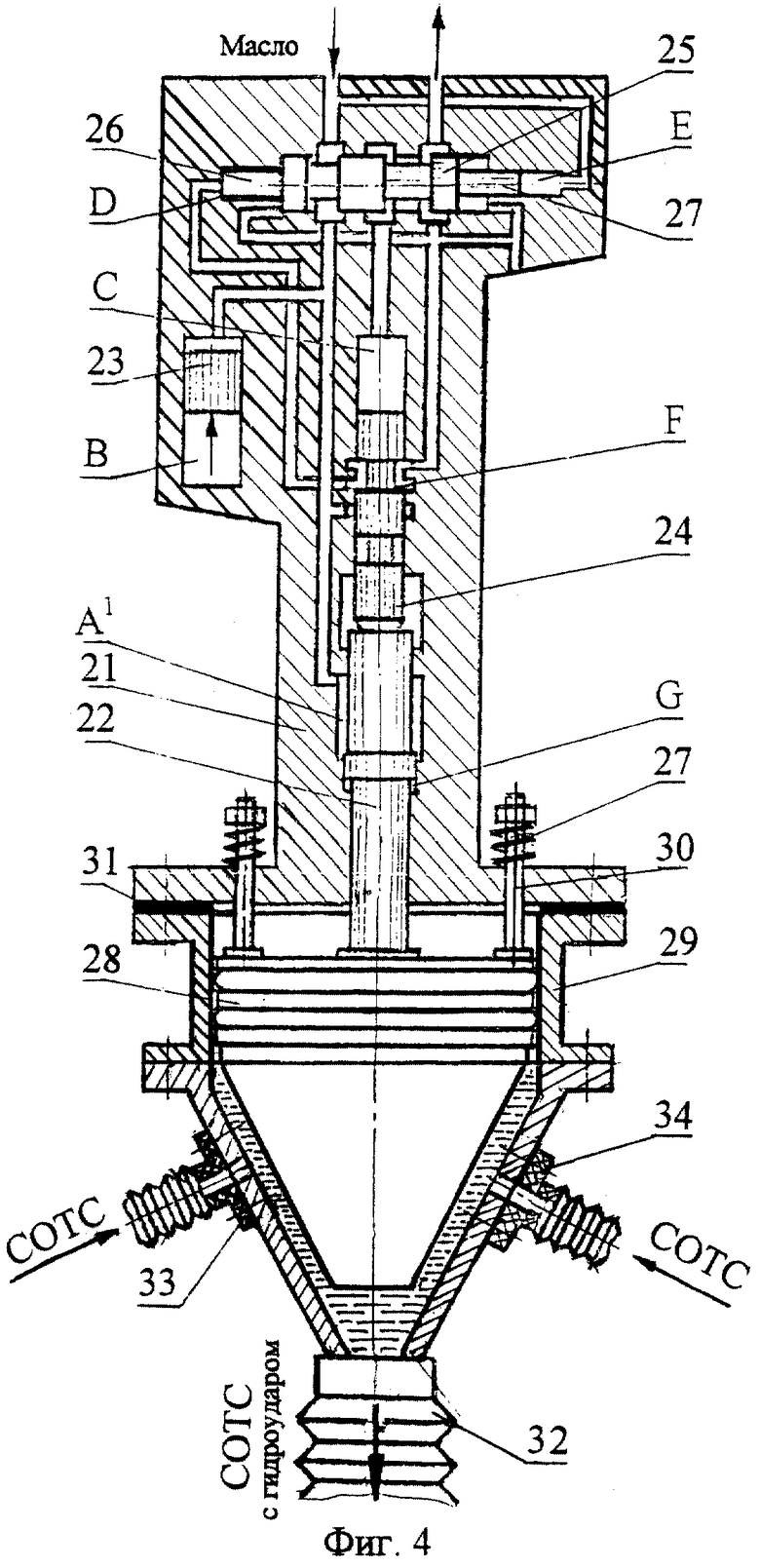
Второй узел - узел выработки гидроудара и подачи смазочно-охлаждающей технологической смеси из гидроударника [3] в сопло.
Гидроударник 21 со штоком 22 образует камеру А1 обратного хода, которая соединена с напорной магистралью, а также тормозную камеру G (фиг.4). Поршень 23 отделяет камеру В, заполненную газом, от гидравлической камеры, сообщающейся с напорной магистралью. Плунжер 24, имеющий проточку F, образует с корпусом камеру С рабочего хода, сообщающуюся последовательно с напорной и сливной магистралями посредством золотника 25, перемещаемого плунжерами 26 и 27, образующими с корпусом камеры управления D и возврата Е.
В исходном положении рабочая жидкость поступает из напорной магистрали через проточку F на плунжере 24 в камеру управления D, золотник 25 переключается, так как площадь плунжера управления 26 больше площади плунжера возврата 27, и камера С рабочего хода сообщается со сливной магистралью. Камера А1 соединена с напорной магистралью, но обратный ход штока не происходит, так как кольцевой выступ на штоке остается в тормозной камере G.
Пружины 27 перемещают концентратор 28 со штоком 22 вверх (согласно фиг. 4), который выходит из тормозной камеры G. Дальнейший обратный ход штока будет осуществляться под действием жидкости, поступающей в камеру А1.
В период переключения золотника и обратного хода штока происходит накопление жидкости в гидропневмоаккумуляторе напорной магистрали. При завершении обратного хода штока проточка F на плунжере 24 соединит камеру управления D со сливной магистралью и золотник 25 переключится под действием плунжера возврата 27 и сообщит камеру рабочего хода с напорной магистралью. Плунжер 24 и шток 22 под действием жидкости, поступающей в камеру С рабочего хода, ускоренно перемещаются в сторону концентратора 28. В начальной стадии движения, при низкой скорости штока, часть жидкости продолжает поступать от насоса в гидропневмоаккумулятор, сжимая в нем газ. С увеличением скорости штока растет потребление рабочей жидкости и при некоторой скорости штока станет равной расходу жидкости, поступающей из напорной магистрали, в этот момент давление жидкости достигает максимального значения за рабочий цикл. При дальнейшем увеличении скорости штока величина потребления превосходит подачу жидкости в камеру из напорной магистрали. Вследствие этого давление жидкости в камере и напорной магистрали падает.
При понижении давления жидкости в напорной магистрали начинает работать гидропневмоаккумулятор - под действием газа жидкость из его камеры вытесняется в напорную магистраль. Дополнительная подача жидкости из гидропневмоаккумулятора частично покрывает потребление жидкости на больших скоростях штока и предотвращает резкое падение давления жидкости в напорной магистрали и камере рабочего хода. Рабочий ход штока 22 завершается ударом концентратора 28 по СОТС, находящейся под ним.
При соударении концентратора с СОТС проточка сообщает камеру управления D с напорной магистралью, золотник 25 перемещается и соединяет камеру С рабочего хода со сливной магистралью. Одновременно с переключением золотника шток 22 завершает по инерции ход совместно с концентратором 28. В период совместного движения штока и концентратора кинетическая энергия, накопленная штоком, передается через концентратор рабочей жидкости, находящейся в зоне камеры 29, в виде импульса силы, вызывая кавитацию в зоне обработки и воздействуя на торцовую поверхность абразивного инструмента.
Концентратор со штоком перемещается с большой скоростью, и шток входит в тормозную камеру G, дросселирует через кольцевой зазор между штоком и корпусом жидкость, отсеченную в полости, обеспечивая плавное торможение штока. Гашение скорости исключает удары по корпусу, а следовательно, его деформацию и повреждения.
Концентратор 28, находясь в камере 29, постоянно стремится занять верхнее положение (согласно фиг.4) под действием пружин 27, которые закреплены на осях 30.
Камера 29 через резиновые прокладки 31 жестко соединена с корпусом 21 гидроударника.
Сопло 7 или 14 соединено с камерой 29 концентратора 28 посредством металлорезинового патрубка 10 или 15, которые соединены с патрубком 32. Для подвода рабочей жидкости под концентратор в камеру 29 в ней размещены штуцера 33 и 34, связанные с системой подачи СОТС (не показана) гофрированными патрубками.
Способ осуществляется следующим образом.
Подвижное сопло 7 или 14 (или оба вместе) устанавливают как можно ближе к осциллирующим торцу и зоне резания и через гофрированный патрубок 10 или 15 (или оба вместе) подают СОТС к вращающемуся кругу 1 под импульсным давлением 0,1-0,5 МПа и выше с частотой 50-250 Гц и выше при расходе жидкости 10-15 л/мин. Импульсное давление СОТС создается в камере 29 под ударным действием концентратора 28, который через гофрированный патрубок и сопло впрыскивает СОТС на абразивный инструмент.
Вытекая из сопла, СОТС под действием центробежной силы растекается по торцу шлифовального круга 1, образуя на нем пограничный слой. Отсутствие воздуха в осевых порах круга 1, выходящих на его торцовую поверхность, обеспечивает эффективное использование импульсного давления, вызывающее кавитацию СОТС и проталкивание ее в осевые и радиальные поры круга при наложении ударных колебаний на СОТС концентратора.
В слое жидкости образуются кавитирующие полости, после захлопывания которых возникает импульс давления, проталкивающий жидкость в осевые поры круга 1. Проталкивание жидкости вглубь порового пространства круга 1 по осевым порам происходит постоянно во время контакта впрыскиваемой под импульсным давлением элементарного объема СОТС, находящегося в паре с кавитационной областью в слое жидкости между торцами сопла и круга. СОТС одновременно течет по радиальным порам в направлении к рабочей поверхности шлифовального крута 1.
Известно, что воздушный аэродинамический поток, создаваемый вращающимся шлифовальным кругом, отбивает, изолирует и затрудняет прохождение рабочей жидкости в зону резания. Впрыскивание СОТС через сопло гидроударом позволяет пробивать, разрушая воздушный аэродинамический поток, и эффективно охлаждать обрабатываемую ювенильную поверхность, проникая и свободно попадая в зону резания.
Впрыскивание рабочей жидкости под импульсным давлением на торцы круга и в зону резания создает условия усиленного эффекта кавитационной эрозии, что позволяет повысить эффективность охлаждения и очистки режущей поверхности абразивного инструмента с аксиально-смещенным режущим слоем.
Возможность сопла совершать продольно-возвратные движения синхронно осциллирующим перемещениям периферийной зоны резания абразивного инструмента с аксиально-смещенным режущим слоем позволяет целенаправленно расходовать СОТС и отслеживать вибрационную зону контакта потоком жидкости без потери ею скорости.
Применение предлагаемого способа обеспечивает повышение стойкости абразивных кругов в 1,6-2,1 раза и снижение теплонапряженности шлифования, которое позволяет интенсифицировать процесс резания, увеличивая производительность и улучшая качество обработки.
Источники информации
1. Патент РФ 2137594, 6 В 24 D 5/10, В 24 В 55/02. Абразивный круг. Степанов Ю.С., Афанасьев Б.И., Бородин В.В. Заявка 98110547/02; заяв. 26.05.98, опубл. 20.09.99. Бюл. 26.
2. Патент РФ 2151688, В 24 В 55/02. Способ подачи СОТС в зону шлифования. Степанов Ю. С. , Афанасьев Б.И., Бородин В.В., Селеменев М.Ф. Заявка 98120084/02; заяв. 05.11.98, опубл. 27.06.2000. Бюл. 18 - прототип.
3. Ушаков Л.С., Котылев Ю.Е., Кравченко В.А. Гидравлические машины ударного действия. - М.: Машиностроение, 2000. С. 128-130.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ С ИСПОЛЬЗОВАНИЕМ ГИДРОУДАРА | 2001 |
|
RU2196039C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ПРИ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКЕ | 2001 |
|
RU2185276C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРИ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКЕ | 2001 |
|
RU2185277C1 |
| СПОСОБ ОЧИСТКИ ГИДРОУДАРОМ АКСИАЛЬНО-СМЕЩЕННОЙ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2001 |
|
RU2191676C2 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2001 |
|
RU2185274C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187424C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187423C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192954C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192955C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ | 2001 |
|
RU2204474C2 |
Изобретение относится к станкостроению и может быть использовано при подаче смазочно-охлаждающей технологической смеси (СОТС) в зону шлифования. Осуществляют подачу СОТС с использованием гидроудара в зону шлифования кругом с аксиально-смещенным режущим слоем и торцами, наклоненными под острым углом к плоскости, перпендикулярной оси его вращения. СОТС впрыскивают через сопло гидроударом, который пробивает воздушный аэродинамический поток, увлекаемый вращающимся шлифовальным кругом. При этом используют гидроударник, содержащий концентратор, который формирует гидроудары определенной частоты. Сопло с СОТС совершает продольно-возвратные движения синхронно осциллирующим перемещениям торца и зоны резания круга с аксиально-смещенным режущим слоем. Сопло установлено подвижно и приводится в движение с помощью боковины, закрепленной на подшипниковой опоре под упомянутым острым углом к плоскости, перпендикулярной оси вращения. Впрыскивание рабочей жидкости под импульсным давлением на торцы круга и в зону резания создает условия усиленного эффекта кавитационной эрозии, что позволяет повысить эффективность охлаждения и очистки режущей поверхности абразивного инструмента с аксиально-смещенным режущим слоем, а также повысить его стойкость. 1 з.п.ф-лы, 4 ил.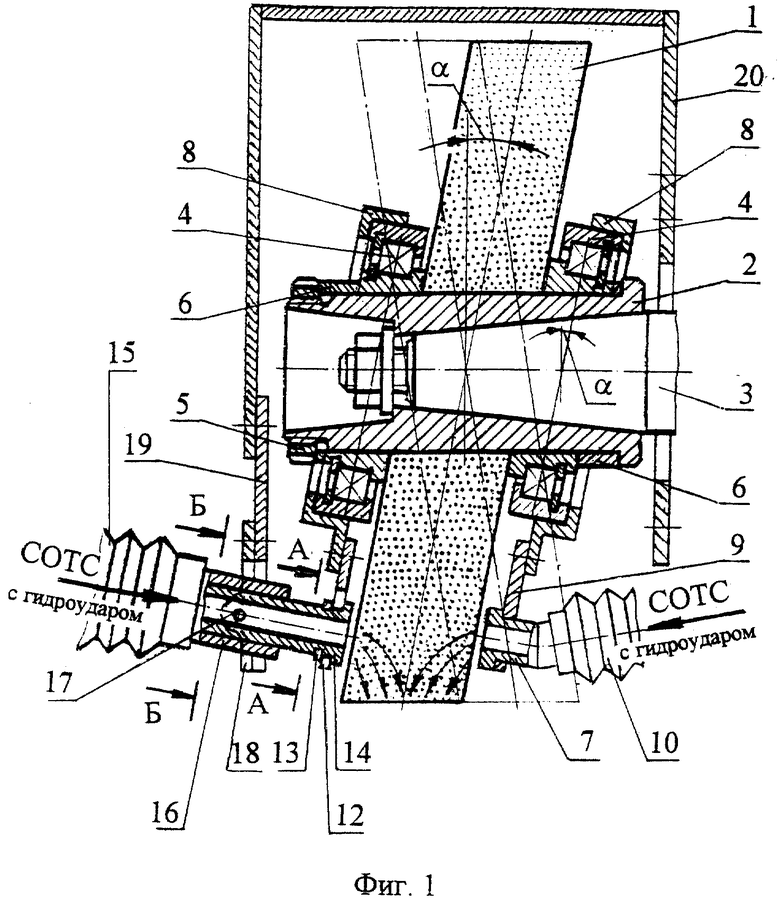
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ | 1998 |
|
RU2151688C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1999 |
|
RU2162787C2 |
| Способ очистки и пропитки рабочей поверхности шлифовального круга смазочно-охлаждающей жидкостью | 1989 |
|
SU1646819A1 |
| SU 1222519 A, 07.04.1986 | |||
| DE 3611937 A1, 22.10.1987. | |||
