Изобретение касается бутылки или подобного сосуда, которую формуют экструзией с раздувом.
Бутылки и подобные сосуды из пластика обычно изготавливают в комбинированном процессе экструзии с раздувом, при котором гранулированный исходный пластиковый материал подают в экструдер, имеющий шнек и цилиндр, вместе с другими добавками, выбранными для изготовления сосудов. Вследствие вращения шнека, имеющего винтовую лопасть, исходный материал продвигается вперед по цилиндру, одновременно расплавляясь, при этом вышеупомянутые добавки распределяются и тщательно перемешиваются во всей массе расплавленного пластика. Расплавленный, однородный пластик выдавливается через головку (сопло), расположенную на переднем конце экструдера и имеющую кольцевое отверстие для образования трубки или рукава. Экструдированный рукав вставляют и размещают в полости формы, образованной подвижными полуформами, после чего конец рукава, размещенный таким образом между полуформами, отрезают и раздувают к внутренним стенкам полости формы с помощью выдувной трубки, вставленной в рукав и находящейся в регулируемом клапаном сообщении с источником воздуха высокого давления. Затем сообщение с источником сжатого воздуха прерывают и разделяют полуформы друг от друга для извлечения сосуда, изготовленного экструзией с раздувом, геометрическая форма которого точно соответствует конфигурации, определяемой внутренними стенками полости формы.
Вышеописанным способом изготавливают, например, бутылки из полиэтилена высокой плотности /ПЭВП/ для молока и подобных жидких пищевых продуктов. С помощью современных высокоскоростных разливочных машин только что изготовленные пустые бутылки заполняют соответствующим содержимым, после чего заполненные бутылки герметизируют подходящим уплотнителем или колпачком, который накладывают на бутылку не проницаемым для жидкости образом поверх открытой горловины. Заполненные бутылки, выгруженные из разливочной машины, затем собирают в стопки или группы, пригодные для оптовой торговли или для дальнейшей транспортировки к месту продажи / потребления упакованного продукта.
Хотя манипулирование заполненными бутылками осуществляется с помощью машин, насколько это возможно, тем не менее возникают ситуации, когда работать с бутылками или группами бутылок приходится вручную, например, при перегрузке и перемещении.
Серьезным недостатком, присущим известным бутылкам, изготовленным экструзией с раздувом из полиэтилена высокой плотности /ПЭВП/, является то, что они являются слишком толстостенными, хотя это и не нужно, и поэтому излишне тяжелыми.
Поэтому предпринимались попытки использовать вспененный материал для изготовления пластиковых бутылок. Например, из выложенной немецкой заявки DE 1504359 (кл. B 29 D опубл. 20.02.1969) известна получаемая экструзией с раздувом пластиковая бутылка, имеющая экструдированную стеночную структуру, состоящую из вспененного промежуточного слоя 32 и двух окружающих его наружных сплошных слоев 28 и 30. Вся стеночная структура состоит из смеси первого, жесткого, или удароустойчивого полимерного компонента и второго, пластичного, полимерного компонента. Эту вспененную смесь экструдируют обычным образом в виде трубки, а затем интенсивно охлаждают внутреннюю и наружную поверхность трубки вспененного материала, чтобы посредством этого охлаждения образовать наружную "кожицу" - тонкие сплошные слои 28 и 30. Хотя эти слои и позволяют повысить жесткость стеночной структуры в целом, это увеличение жесткости, однако, невелико из-за того, что, во-первых, толщина получаемых сплошных слоев очень мала и, во-вторых, полученные наружные сплошные слои, так же как и промежуточный слой, состоят из смеси жесткого и пластичного полимерных компонентов.
Предполагалось, что стенка бутылки по DE 1504359 обеспечит значительное уменьшение веса стеночной структуры и бутылки в целом. Однако на практике эта задача не достигается, поскольку при изготовлении данной бутылки сравнительно большая толщина стенки необходима для того, чтобы придать бутылке запас механической прочности и жесткости, которые резко ухудшаются и становятся недостаточными, если толщина стенки меньше минимальной величины, которая по крайней мере в некоторой степени определяется соответствующей формой бутылки. Кроме ее чрезмерной, излишней толщины стенки, известная бутылка, изготовленная экструзией с раздувом, требует расхода чрезмерного количества материала и, следовательно, является дорогой в изготовлении.
Таким образом, задачей настоящего изобретения является преодоление вышеописанных недостатков, присущих технологии предшествующего уровня техники.
Другая задача настоящего изобретения - это создание пластмассовой бутылки, изготовленной экструзией с раздувом, со значительно уменьшенным весом материала, но с сохранением желательно высокой механической прочности и жесткости, для обеспечения возможности легкого и удобного обращения с ней.
Эти и другие задачи и преимущества достигаются по изобретению путем создания бутылки, изготовленной экструзией с раздувом, как определено в пункте 1 формулы изобретения.
Кроме того, соответствующие варианты выполнения бутылки по изобретению характеризуются признаками, изложенными в зависимых пунктах 2-4 прилагаемой формулы изобретения.
Материал во вспененном промежуточном слое пластиковой бутылки, изготовленной экструзией с раздувом, таким образом, должен состоять из смеси жесткого полимерного компонента и второго, мягкого /пластичного/, полимерного компонента, из которых первый, жесткий, компонент образует скелет или прослойки во вспененной структуре слоя стенки, в то время как второй, мягкий /пластичный/, полимерный компонент соответственно образует стенку оболочки или ячейки между вышеупомянутым скелетом или прослойками. Предпочтительно, жесткий и пластичный /мягкий/ полимерные компоненты выполнены из полимера одного типа.
Примерами жестких полимерных компонентов, которые пригодны для использования в материале вспененного промежуточного слоя пластиковой бутылки по изобретению, изготовленного экструзией с раздувом, являются полиэтилен высокой плотности /ПЭВП/, полипропилен с высокой прочностью расплава /ПП ВПР/ и т.д., а примерами пластичных /мягких/ полимерных компонентов, которые пригодны для использования в материале вспененного промежуточного слоя, являются полиэтилен низкой плотности /ПЭНП/, полипропилен общего назначения /ПП ОН/ и т.д.
Согласно изобретению особенно предпочтительным сочетанием жесткого полимерного компонента и пластичного /мягкого/ компонента является сочетание полиэтилена низкой плотности /ПЭНП/ и полиэтилена высокой плотности /ПЭВП/ при соотношении ПЭНП к ПЭВП в смеси, составляющем 1:3-3:1 по весу. Оптимальные результаты по весу и жесткости пластиковой бутылки по изобретению, изготовленной экструзией с раздувом, достигаются при соотношении ПЭНП и ПЭВП 1,5:1.
Жесткий, скелетообразующий, полимерный компонент во вспененном промежуточном слое пластиковой бутылки по изобретению, изготовленной экструзией с раздувом, может быть также определен как полимерный компонент, который имеет высокую степень кристаллизации /высокую кристалличность/, высокую плотность, мало коротких ответвлений цепи на 1000 атомов углерода и никаких длинных ответвлений цепи. Соответственно, пластичный /мягкий/ полимерный компонент может быть определен как полимерный компонент, который имеет низкую степень кристаллизации /низкую кристалличность/, низкую плотность, много коротких ответвлений цепи на 1000 атомов углерода, а также длинные ответвления цепи. Что касается жесткого полимерного компонента из ПЭВП, то он имеет плотность в пределах 950-970 кг/м3и индекс расплава в пределах 0,5-1,5 г/10 мин, в то время как пластичный /мягкий/ полимерный компонент из ПЭНП имеет плотность в пределах 915-922 кг/м3и индекс расплава в пределах 4,5-8,5 г/10 мин.
Согласно настоящему изобретению химическим вспенивателем, посредством которого осуществляют расширение или вспенивание смеси жесткого и пластичного /мягкого/ полимерных компонентов, может быть гидрокарбонат натрия и/или лимонная кислота, предпочтительно смесь этих двух веществ в стехиометрических соотношениях. Общее количество порообразователя, которое применяют при изготовлении экструзии с раздувом пластиковой бутылки способом по изобретению, может изменяться от приблизительно 0,5 до приблизительно 2,5% от общего веса смеси.
Далее настоящее изобретение описывается подробнее с помощью предпочтительного, но не ограничивающего примера со ссылкой на сопровождающий чертеж, на котором схематично представлено поперечное сечение материала стенки пластиковой бутылки по изобретению, изготовленной экструзией с раздувом.
Согласно предпочтительному варианту выполнения изобретения, который схематично показан на сопровождающем чертеже, в пластиковой бутылке, изготовленной экструзией с раздувом, материал стенки, обозначенный в целом позицией 10, содержит центральный слой 11 и два наружных поверхностных слоя 12 и 13 по обеим сторонам центрального слоя 11.
Как упоминалось выше, материал в центральном, вспененном слое 11 состоит из смеси первого, жесткого, полимерного компонента и второго, пластичного /мягкого/, полимерного компонента, которые в соответствующем варианте выполнения изобретения соответственно являются компонентом из ПЭВП и компонентом из ПЭНП, из которых компонент из ПЭВП имеет плотность в пределах 950-970 кг/м3 и индекс расплава в пределах 0,1-1,5 г/10 мин, в то время как компонент из ПЭНП соответственно имеет плотность в пределах 915-922 кг/м3 и индекс расплава в пределах 4,5-8,5 г/10 мин. Для достижения оптимальных результатов в отношении жесткости и толщины изготовленной пластиковой бутылки соотношение между двумя полимерными компонентами /т.е. ПЭНП:ПЭВП/ в смеси должно находиться между 1:3 и 3:1, и предпочтительно составляет 1,5:1.
Два наружных слоя стенки 12 и 13 могут быть одинаковыми или различными, но предпочтительно одинаковыми, и изготовленными из полимера, обладающего высоким модулем упругости, например из ПЭВП, благодаря чему достигается высокая прочность и большая жесткость в результате т.н. эффекта двутавровой балки, хорошо известного специалисту.
Относительные размеры толщины центрального, вспененного, слоя стенки 11 и двух наружных, однородных слоев стенки 12 и 13 предпочтительно являются такими, чтобы на центральный, вспененный слой стенки 11 приходилось приблизительно 50-100% от общего веса материала стенки, а на два наружных, однородных слоя 12 и 13 вместе приходилось приблизительно 0-50% от общего веса материала стенки.
Согласно изобретению бутылку для упаковки и транспортировки жидких пищевых продуктов, например молока, для хранения и продажи в охлажденном состоянии изготавливают посредством комбинированного способа (со)экструзии с раздувом, содержащего первую стадию (со)экструзии и последующую стадию формования раздувом.
Гранулированный исходный материал, содержащий 1/ первый, жесткий, полимерный компонент, предпочтительно ПЭВП, 2/ второй, пластичный (мягкий), полимерный компонент (ПЭНП) и 3/ химический вспениватель, предпочтительно гидрокарбонат натрия и/или лимонную кислоту, подают в экструдер, имеющий шнек и цилиндр, через загрузочную воронку, расположенную на заднем конце экструдера. Соотношение между компонентами, входящими в гранулированный исходный материал, таково, что соотношение пластичного /мягкого/ компонента из ПЭНП и жесткого компонента из ПЭНП находится в пределах 1:3-3:1, и предпочтительно составляет 1,5:1. Количество химического порообразователя должно быть 0,5-2,5% от общего веса гранулированного исходного материала. Введенный гранулированный исходный материал подвергается воздействию высокой температуры в питающей зоне экструдера, в котором проходное сечение между стенками цилиндра и валом шнека уменьшается для улучшения условий перемешивания введенных компонентов в исходном материале; одновременно исходный материал нагревается до такой повышенной температуры, что происходит разложение химического вспенивающего агента /гидрокарбоната натрия и лимонной кислоты/ с образованием двуокиси углерода, причем остатки гидрокарбоната и лимонной кислоты действуют как центры образования кристаллов в расплавленной пластмассе.
Благодаря вращению шнека, имеющего винтовую лопасть, расплавленный, однородно смешанный пластиковый исходный материал перемещается из питающей зоны в последующую зону сжатия, при этом исходный материал одновременно охлаждается под избыточным давлением 200-300 бар (20-30 МПа) для образования холодной однородной смеси. При этом высоком давлении выделившаяся двуокись углерода переходит в сверхкритическое состояние.
После этого охлажденная, находящаяся под повышенным давлением расплавленная пластмасса выдавливается через головку, расположенную на переднем конце экструдера и снабженную кольцевым отверстием, для образования рукава, при этом одновременно двуокись углерода, находящаяся в сверхкритическом состоянии, мгновенно расширяется при переходе давления от вышеупомянутого избыточного давления 200-300 бар (20-30) МПа к нормальному атмосферному давлению с образованием вспененной структуры слоя стенки.
Экструдированный, вспененный рукав из ПЭНП/ПЭВП вводят в пространство между двумя подвижными полуформами, которые смыкают с образованием полости формы с размещенным в ней рукавом. Рукав, размещенный в полости формы, отрезают и две полуформы переносят на участок раздува в форме, и на этом участке с помощью выдувной трубки, вставленной в рукав, часть рукава, размещенную между полуформами, раздувают к внутренним стенкам полости формы, ограниченной полуформами. После этого полуформы отделяют друг от друга для извлечения /или снятия/ бутылки, формованной раздувом, форма которой, таким образом, по существу соответствует внутренней конфигурации полости формы.
В альтернативном варианте выполнения изобретения вышеупомянутый экструдер может быть дополнен по меньшей мере одним дополнительным экструдером, соединенным с одним и тем же общим приспособлением для совместной экструзии сплошных (плотных) наружных слоев 12 и 13, показанных на чертеже. Такая структура стенки обеспечивает весьма высокие механическую прочность и жесткость при в целом очень небольшом расходе материала.
При вышеописанном способе по изобретению бутылки с номинальным внутренним объемом 1 л могут быть изготовлены экструзией с раздувом с такими же или сравнимыми жесткостью и прочностью, как и у обычной бутылки, изготовленной из ПЭВП, но при снижении расхода материала вплоть до 30%.
Настоящее изобретение не следует рассматривать как ограниченное вариантом, описанным выше и показанным на чертеже, поскольку возможны многочисленные модификации, не выходящие из объема прилагаемой формулы изобретения.
Изобретение относится к области упаковки, а именно к сосудам или бутылкам для жидких продуктов. Стенка бутылки содержит промежуточный слой из вспененного пластика, который окружен наружными сплошными слоями из пластика того же типа, что и пластик промежуточного слоя. Материал во вспененном промежуточном слое содержит два полимерных компонента - жесткий и пластичный - при соотношении их в смеси от 1:3 до 3:1. На промежуточный слой приходится по меньшей мере 50% от общего веса бутылки. Обеспечивается снижение расхода материала на изготовление бутылки при сохранении ее высокой механической прочности и жесткости. 3 з.п. ф-лы, 1 ил.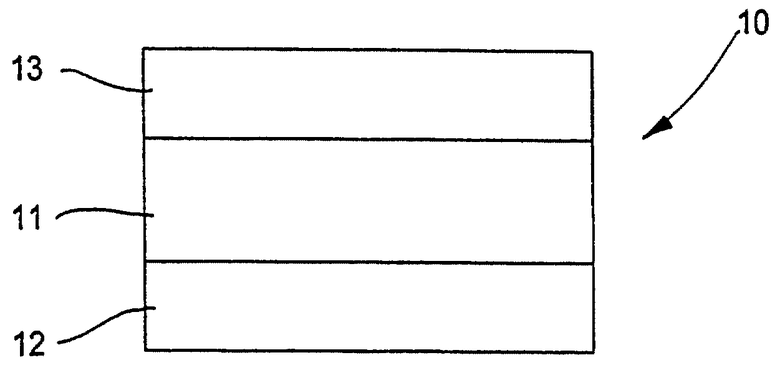
| Поршневой вакуумный насос | 1988 |
|
SU1504359A2 |
| Способ очистки углеводородов с -с от примесей, мешающих полимеризации | 1977 |
|
SU722887A1 |
| Полиэтилентерефталатная емкость | 1990 |
|
SU1838197A3 |

